3.6. Термомеханическая обработка
Термомеханическая (термопластическая) обработка (ТМО) заключается в сочетании пластической деформации с последующей термической обработкой. Применительно к стали при ТМО проводят деформацию в состоянии аустенита с последующей закалкой. После этого проводят низкий отпуск. Применяются различные варианты ТМО.
Типичным видом ТМО для сталей является низкотемпературная термомеханическая обработка (НТМО) (рис. 24).
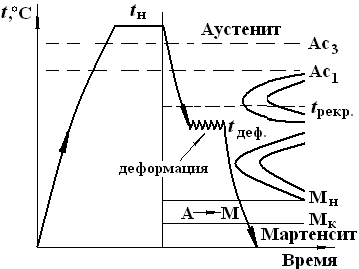
Рис. 24. Схема проведения НТМО легированной конструкционной стали
Сталь нагревается выше температуры Ас3 в область аустенита, затем охлаждается (подстуживается) до температуры деформации tдеф. При этой температуре в состоянии аустенита проводится деформация стали, например, прокаткой с обжатием до 80…90 % и окончательная закалка в масле или других средах с получением структуры мартенсита. После НТМО проводят низкий отпуск при температурах 160…200 С.
В результате пластической деформации с большими обжатиями аустенита возрастает плотность дислокаций, образуется ячеистая мезострук-тура. При мартенситном превращении дислокационная структура деформи-рованного аустенита «наследуется» (передается) образующемуся мартенситу. Наличие этой структуры обусловливает получение высоких прочностных свойств легированных конструкционных сталей (рис. 25).
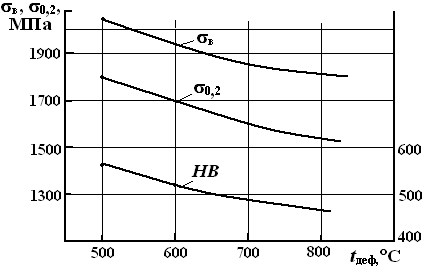
Рис. 25. Зависимость механических свойств после НТМО стали 30ХНМА
от температуры пластической деформации (прокатки) tдеф (прокатка
с обжатием 50 %, низкий отпуск при 200 С, 4 ч)
Другой разновидностью ТМО является высокотемпературная термо-механическая обработка (ВТМО). В этом случае пластическая деформация аустенита проводится при температурах выше Ас3.
После окончания деформирования с обжатием 20…30 % необходима немедленная закалка для предотвращения рекристаллизации аустенита. До проведения закалки должна пройти полигонизация.
Применение ВТМО обеспечивает меньшее упрочнение по сравнению с НТМО и повышенные показатели пластичности, вязкости разрушения. ВТМО является более технологичной обработкой, не требует специализированного мощного оборудования для обработки металлов давлением. Эта обработка применима для углеродистых и низколегированных конструкционных сталей.
3.7. Механикотермическая обработка
Механикотермическая обработка (МТО) применяется для повышения прочностных свойств материалов, подвергающихся закалке без полиморфного превращения с получением перенасыщенного твердого раствора, и старению. В случае МТО последовательно проводят следующие виды обработки: закалка, холодная пластическая деформация, старение (рис. 26).
У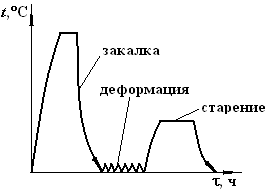 прочнение
обусловлено двумя при-чинами:
прочнение
обусловлено двумя при-чинами:
повышением плотности дислокаций при деформации;
увеличением эффекта от превраще-ний при старении.
Холодная деформация ускоряет распад перенасыщенного твердого раствора и уве-личивает количество выделяющихся при
Рис. 26. Схема проведения МТО старении дисперсных частиц образующихся
фаз.
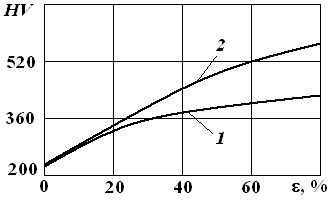
Упрочнение при использовании МТО на примере жаропрочного никелевого сплава показано на рис. 27. С увеличением степени холодной деформации эффект упрочнения проявляется в большей мере.
Термомеханическая обработка применяется в технологиях производства
|
Рис. 27. Влияние степени деформации на прочность никелевого сплава: 1-закалка+деформация; 2-закалка+дефомация+старение (МТО) |
изделий из медных, алюминие-вых сплавов и сталей аустенитно-го класса. Так, использование МТО для бериллиевой бронзы БрБ2 повысило 0,2 на 20 %. В пружинных сплавах 36НХТЮ аустенитного класса при дефор-мации 50 % применение МТО увеличило предел упругости на 20…30 %.
|