

22. Клеевые и клеемеханические соединения элементов в конструкциях с применением пластмасс и принципы их расчета.
Клеевые соединения являются наиболее эффективными, универсальными и распространенными соединениями пластмасс. Дают возможность склеивать любые материалы си пластмассы. Недостаток клеевого соединения: малая прочность на поперечное растяжение – отрыв и ограниченная теплостойкость. Применяются термореактивные и термопластичные клеи.
А-
типы соединений; 1 – внахлестку; 2 – с
одной накладкой; 3 – с двумя накладками;
б – работа соединений: 4 – на сдвиг; 5 –
на отрыв; : - неравномерный отрыв; с –
клеевые швы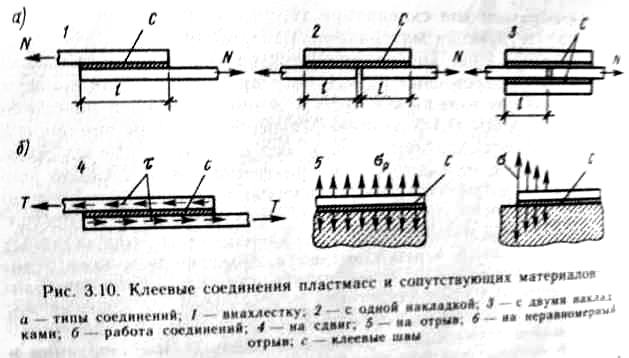
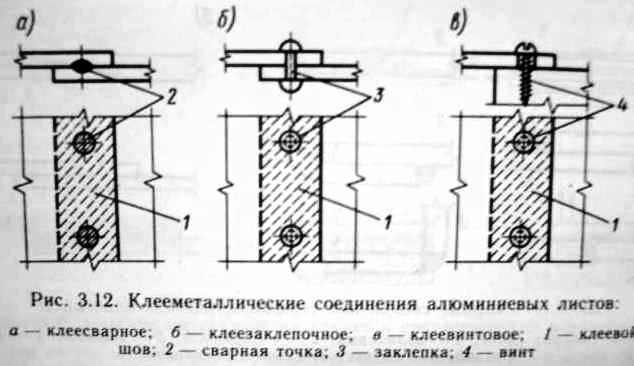
Клееметаллические соединения являются комбинированными, состоящими из точечных металлических соединений и клеевой прослойки, располагающейся вдоль всего шва. Различают клеесварные, клеевинтовые, клеезаклепочные. Они имеют более высокую прочность при неравномерном отрыве. При сдвиге более прочны, чем металлические соединения. Прочность клееметаллических соединений при сдвиге определяется как прочность заклепки, винта или сварной точки, умноженной на коэффициент 1,25-2, учитывающий работу клея. Прочность заклепки, винта определяется из условия смятия или среза, а прочность сварной точки из условия среза.
23. Сварные соединения элементов из пластмасс и принципы их расчета.
Сварные соединения пластмасс используются для соединения элементов из одного и того же термопластичного материала. Сварка осуществляется за счет одновременного действия высокой температуры и давления. Достоинства: высокая плотность шва, быстрота их осуществления, простота технологических операций. Различают два способа сварки: сварка в струе горячего воздуха (подобно газовой сварке металлов) и контактный способ (применяется при сварке оргстекла, винипласта, полиэтилена). 1) Материал и присадочный пруток размягчают в струе горячего воздуха, нагретого до 250º. В качестве источника теплого воздуха используют тепловой пистолет. 2) Для устройства сварного шва по одному из вариантов контактного способа места соприкосновения двух соединяемых деталей срезают на ус с уклоном 1:3…1:5, совмещают по площади контакта и в таком положении закрепляют. Затем шов сжимают и нагревают. Прочность сварного шва ниже прочности материала. Для винипласта снижение прочности 15-35% при сжатии, растяжении и изгибе, а при испытании на удельную ударную вязкость прочность уменьшается на 90%.
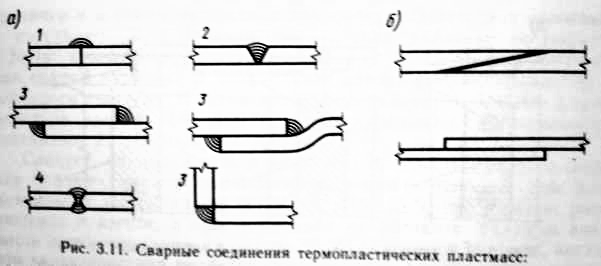
а - типы сварных швов; 1- валиковый; 2 – V-образный; 3 – угловые; 4 – Х-образный
б – контактное сварное соединение.