

Волынский ТКМиП
.pdf223
Рис.11.8 Общий вид пресса для сращивания заготовок марки ПССТ-6,75 -20 фирмы Горлуш (Киев)
11.1.3. Линии сращивания пиломатериалов
Операции формирования шипов, нанесения клея, запрессовки соединения и торцовки на заданную длину объединены в линиях сращивания. Их можно разде- лить на линии с гибкой связью (станки не связаны между) и линии с жесткой транспортной связью. Кроме того, такие линии могут иметь в своем составе один или два шипорезных станка..
Первыми отечественными серийными линиями склеивания по длине корот- ких отрезков, выпускавшимися в начале 60-х годов, были линии ПЛС-25 и ОК- 502, у которых шипорез и прессующий узел не были связаны между собой. Про- изводительность ОК-502 составляла всего 7 пог.м в минуту при массе оборудо- вания 12 т.
В 1974 г в ЦНИМОДе впервые была разработана линия склеивания пиломате- риалов по длине (модель 547), а затем усовершенствованный вариант ЛСкД-45. Линия предназначена для цехов с объемом производства до 10 000 м3 пиломате- риалов в год. Она имела два шипореза специальной конструкции для зарезки го-
ризонтальных шипов и торцовый фрикционный пресс непрерывного действия ПТ-85. В следующей модели ЦНИИМОД-69 применена опрессовка заготовок по торцам, что позволило поднять производительность и качество склеивания (уменьшилось растрескивание заготовок, имеющих поперечное коробление, и деформация шипов, уменьшились энергозатраты на прессование).
|
|
10 |
|
|
11 |
6 |
7 |
8 |
|
5 |
12 |
|
9 |
|
|
4 |
|
|
|
|
|
3 |
|
|
2 |
|
1
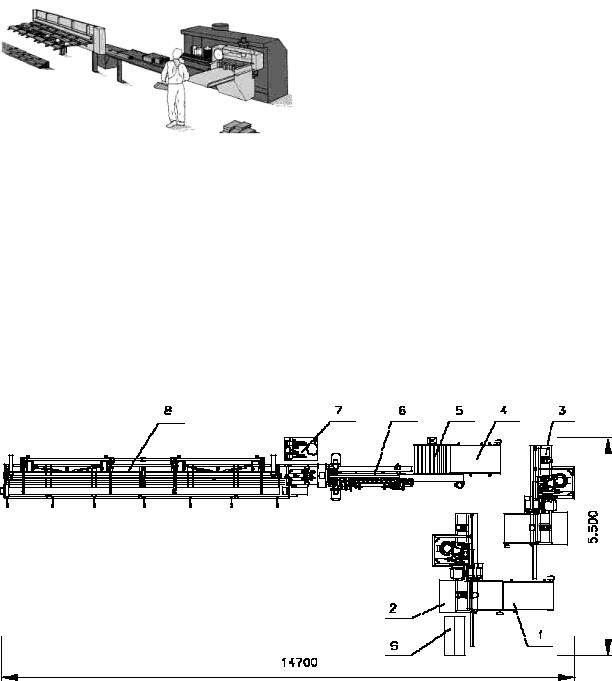
Рис.11.9 Линия склеивания пиломатериалов по длине ЦНИИМОД-69: 1 -механизм загрузки, 2 - первый шипорезный агрегат, 3 - шина продольного перемещения заго- товки, 4 - второй шипорезный агрегат, 5 - клеенаноситель, 6 - питатель, 7 - механизм сборки, 8 - торцовочный станок, 9 - приемный стол, 10 - пресс, 11 - механизм раскроя и укладки заготовок, 12 - конвейер роликовый
224
Рис. 11.10. Линия сращивания СУПРА 1 (Гре- Кон)
На рис.11.10 показана линия сращивания модели СУПРА фирмы ГреКон. За- резка вертикальных шипов идет в пакете заготовок, поставленных на кромку. После зарезки рабочий разворачивает пачку, выравнивает ее по второму торцу и повторяет цикл зарезки с нанесением клея на шипы. После этого заготовки на- живляются и продвигаются вперед до упора. Автоматическая торцовая пила от- пиливает заготовку на нужную длину (3 – 6 м) и сдвигает ее в зону прессования, где выполняется прессование под высоким торцовым давлением в течение не- скольких секунд. Завершающей операцией является сталкивание клееной заго- товки на подстопное место. Производительность пресса – 2 такта в минуту.
Для средних и крупных предприятий имеются линии сращивания с различной степенью механизации и автоматизации работ. На рис.11.11 показана линия ЛСП-750 компании ЭЛО с производительностью до 1500 пог.м в час.
Рис. 11.11. Схема линии сращивания ЛСП- 700/2М. 1- поворотный стол; 2 - I шипорезный станок; 3 - II шипорезный станок; 4 - прием- ный транспортер; 5 - питатель; 6 - цепной транспортер; 7 - гидростанция; 8 - двухпози- ционный пресс; 9 --электрошкаф с пультом управления.
Эта линия отличается наличием двух шипорезных агрегатов, автоматической подачей заготовок в пресс, а также конструкцией пресса, который разделен на две функциональные зоны. В первой зоне набираются заготовки нужной длины (от 2-х до 6-ти метров) с предварительным поджимом, набранная доска отреза- ется и продвигается во вторую зону, где фиксируется пневмоприжимами и под- вергается продольному сжатию гидроцилиндром. После склеивания доска вы- талкивается в накопитель.
225
11.1.4. Послепрессовая обработка и контроль качества склеивания
Послепрессовая обработка клееной продукции заключается в ее выдержке для полного отверждения клея (иногда совмещается с досушкой заготовок), в обработке на продольно - фрезерных станках для получения готовой продукции заданного профиля и в упаковке в транспортные пакеты. Известен опыт произ-
водства клееных досок пола из короткомерных пиломатериалов транспортной влажности (20-22%) на смоле ФРФ-50 с параформом в качестве отвердителя. Клееные доски длиной 6 м сразу после склеивания помещались в сушильную камеру и досушивались до влажности 12-15%, затем после кондиционирования обрабатывались в 4-стороннем строгальном станке до нужного профиля.
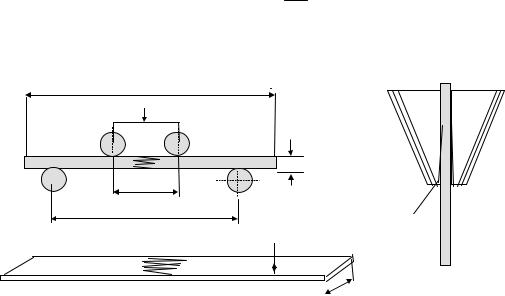
Контроль прочности зубчатых соединений выполняется двумя методами - на изгиб и растяжение (рис.11.12). Испытание на изгиб (ГОСТ 15613.4-78) прово-
дится на образцах в виде прямоугольной призмы с соединением посередине длины образца. Толщина и ширина образцов равны толщине склеенных элемен- тов, а длина составляет 15 толщин (l=15h).
По результатам испытаний трех образцов определяют относительную проч- ность клеевого соединения на изгиб, %:
σ отн = |
2Р2 |
|
100 , |
Р + Р |
3 |
||
|
1 |
|
где Р2 - разрушающая нагрузка основного образца, Н; P1 и Р3 - разрушающие на- грузки контрольных (цельных) образцов, Н.
Абсолютная прочность при изгибе клееного образца, МПа,
σизг = Р22l ;
bh
где l - расстояние между опорами, мм; b - ширина образца, мм; h - толщина об- разца, мм.
15h
а) |
h |
в) |
|
||
|
4h |
|
|
12h |
|
б) |
|
1:25 |
h |
|
|
|
|

 20 300
20 300
Рис. 11.12. Схемы испытания образцов с зубчатыми соединениями: а - на статический изгиб, б - образец для испытания на растяжение вдоль волокон, в - зажим для испы-
таний на растяжение
226
Прочность образца на растяжение выражается отношением разрушающей на- грузки к площади поперечного сечения образца. Особенность этого испытания в том, что зажимы испытательной машины имеют наклон губок не менее 1:25 с тем, чтобы края губок не вызывали перерезание волокон древесины.
11.2. Склеивание заготовок по ширине и толщине
Путем склеивания по ширине получают универсальный полуфабрикат – рееч- ные щиты, имеющие широкую область применения. Путем склеивания по тол- щине производят трехслойные бруски для оконных блоков. Между склеиванием по кромкам и склеиванием по пластям нет принципиальной разницы. При ис- пользовании заготовок квадратного сечения понятия кромка и пласть совпадают. Толстые щиты также можно склеивать из заготовок, ориентированных верти- кально, то есть по толщине.
11.2.1. Характеристика реечных щитов
Клееные щиты из массивной древесины широко используются в столярно - мебельном производстве. Наиболее распространенными изделиями являются:
а) фасадные и лицевые элементы корпусной мебели; б) боковины кроватей, столешницы; в) филенки дверей; г) панели отделки интерьеров; д) покрытия пола.
Мебель из массивной натуральной древесины является наиболее экологически чистым изделием. Сегодня основным материалом для серийного производства корпусной мебели остаётся древесностружечная плита - материал, в котором хо-
рошо сочетаются необходимые характеристики конструкционного материала (большие габариты, формоустойчивость, достаточная прочность и изотропность свойств по плоскости плиты) с широкой сырьевой базой в виде вторичного сы- рья деревообработки и современных синтетических клеев. Однако на потреби- тельском рынке все более четко проявляется тенденция к широкому использова- нию мебели из массива как предпочтение естественному материалу перед искус- ственным.
Преимущества мебельных щитов из массивной древесины перед щитами из ДСтП заключаются в высокой их декоративности, прочности и долговечности, экологической чистоте. В развитых промышленных странах массивная древеси- на очень широко используется в производстве бытовой мебели, а стружечные плиты вытесняются в сферу производства административной и иной мебели. Часто применяется и своего рода компромиссный вариант - массивная древеси- на применяется только для фасадных элементов корпусной мебели. Сравнение показателей натуральной древесины (на примере хвойных пород при влажности древесины 12%) и стружечных плит дано в таблице 11.8.
227
11.8. Сравнение физико - механических показателей ДСтП и древесины хвойных пород
Показатель |
ДСтП |
Хвойная древесина |
||
Плотность, кг/м3 |
600 |
- 800 |
390 |
- 450 |
Прочность, МПа: |
|
|
|
|
при изгибе |
14 |
- 18 |
60 |
- 80 |
при растяжении поперек волокон (пласти) |
0,3 |
- 0,5 |
4 |
- 5 |
Сопротивление выдергиванию шурупов, Н/мм |
45 |
- 60 |
80 |
- 120 |
Твердость, МПа |
30 |
18 |
- 25 |
|
Модуль упругости при изгибе, МПа |
2000 |
10000 |
||
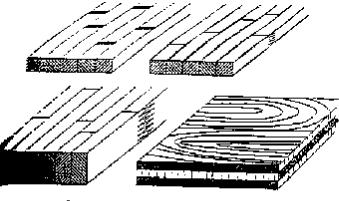
Рис.11.13. Конструкция щитов из
массивной древесины
Щиты из массивной древесины можно классифицировать по таким признакам
(рис.11.13):
∙ По слойности на одно- и трехслойные
∙По наличию зубчатых шипов – из делянок сращенных или несращенных по
длине
∙По виду зубчатых соединений – с горизонтальными или с вертикальными со-
единениями
∙По расположению делянок - склеенные по кромке или по пласти. Трехслойные щиты состоят из реек, при этом направление волокон в смежных
слоях взаимно перпендикулярное (эффект фанеры). Слои могут иметь одинако- вую толщину (равнослойный щит) или более толстый средний слой. Равнослой- ные щиты более просты в изготовлении, но использование более толстого сред- него слоя позволяет лучше использовать низкокачественные пиломатериалы. С увеличением толщины среднего слоя формоустойчивость клееного щита снижа- ется.
К настоящему времени существует несколько нормативных документов, оп- ределяющих требования к качеству данной продукции. В частности, техниче- ские условия на щиты мебельные из массивной древесины (ТУ 13Р-05789617- 02-95) различают три типа щитов:
а) фасадные и рабочие. К фасадным щитам относятся дверцы, передние стен- ки ящиков, декоративные бруски. К рабочим щитам относятся крышки столов и т.п.;
б) прочие (нелицевые); в) подлежащие облицовыванию.
228
Допускается использовать пиломатериалы хвойных и лиственных пород. Ши- рина делянки для щита может быть в пределах 35 - 70 мм, влажность древесины 8 ± 2%. Качество склеивания оценивается пределом прочности при скалывании по клеевому слою (ГОСТ 15613.1-84), который должен быть не менее 4,0 МПа. Щиты должны поставляться в шлифованном виде, упакованные в транспортные пакеты одного размера высотой не более 1200 мм на поддонах (табл.11.9).
11.9. Параметры мебельных щитов из массивной древесины
Параметры |
Значение, мм |
Предельное отклонение, мм |
Длина |
300 - 3 000 |
± 5,0 |
Ширина |
200 - 1300 |
± 5,0 |
Толщина под облицов- |
10 - 35 |
± 0,3 |
ку |
|
|
без облицовки |
10 - 18 |
± 0,2 |
|
18 - 35 |
± 0,3 |
Отклонение от прямолинейности кромок, мм/м; |
|
|
под облицовку |
|
не более 2,0 |
без облицовки |
|
не более 1,0 |
Отклонение от перпендикулярности кромок, мм/м: |
|
|
под облицовку |
|
не более 2,0 |
без облицовки |
|
не более 1,0 |
Разность длин диагоналей пластей, % от длины |
не более 0,2 |
|
Параметр шероховатости поверхности, Rmmax, мкм |
|
|
под облицовку |
|
не более 63 |
без облицовки |
|
не более 16 |
Покоробленность щитов (стрела прогиба), мм/м |
не более 1,0 |
|
Для контроля внешнего вида щитов на соответствие техническим условиям отбирают 10% щитов, но не менее 20 шт., а для контроля размеров и покороб- ленности - 5%, но не менее 5 щитов. При обнаружении несоответствия ТУ объ- ём проверки удваивается. Если при этом более 5% щитов окажутся не соответ- ствующими техническим условиям, партия бракуется. Щиты должны храниться при температуре воздуха не ниже +2 0С и относительной влажности воздуха 45 - 70%. В технических условиях также подробно указаны нормы допуска пороков для щитов.
Технические условия ТУ ОП 13-0273675-220-93 на щиты деревянные клееные общего назначения, разработанные ЦНИИМОД, предусматривают два типа щи- тов - из цельных заготовок (тип I) и из заготовок, предварительно склеенных по длине на зубчатый шип (тип II). По назначению предусмотрено два вида - деко- ративные (Д) для элементов мебели, филенчатых дверей и отделки помещений и поделочные (П) для изготовления полок в подсобных помещениях, ящиков, опа- лубки, различных конструктивных элементов индивидуальных домов. Преду- смотрены следующие размеры щитов (табл.11.10).
229
11.10. Размеры клееных щитов общего назначения по ТУ ЦНИИМОД
Толщина (+0,25) |
Ширина (+1,0) |
|
Длина (+ 2,0) |
18 |
200, 250, 300, 400 |
800, 1000, 1200, 2000, 2500 |
|
|
500 |
2000, |
2500 |
30 |
250, 300, 400, 500, 600, 800 |
1500, |
2000, 2500 |
Ширина делянки должна быть не более 50 мм, покоробленность не более 1,5
ммна 1 м диагонали щита. Из пороков древесины в декоративных щитах допус- каются только здоровые сросшиеся сучки диаметром до 25 мм на пласти и до 10
ммна кромке щита. Для сращивания заготовок можно использовать горизон- тальные и вертикальные зубчатые шипы, расстояние между стыками не регла- ментируется. Прочность зубчатых соединений на изгиб должна быть не менее 20 МПа.
Для склеивания можно использовать клеи, разрешенные Министерством здравоохранения РФ для данной продукции и дающие бесцветный шов (поливи- нилацетатные, карбамидные и др.). Толщина клеевого кромочного шва должна быть не более 0,1 мм, а прочность при скалывании не менее 4,5 МПа.
При изготовлении щитов целевого назначения (например, в рамках одного мебельного комбината) размеры клееных щитов определяются сообразно разме- рам деталей. Опыт показал, что для мебели нерационально изготовлять щиты длиной более 2 м, так как при больших длинах реек значительно возрастает их покоробленность. Ширина щитов определяется характеристиками оборудова- ния. При склеивании крупноформатных щитов возникает проблема их раскроя на черновые заготовки на специальном оборудовании, поэтому часто щиты кле- ятся по размерам одной черновой заготовки, требующей в дальнейшем только форматной обрезки и обработки по пласти.
Реечные щиты для столярно-строительных изделий могут иметь более мягкий допуск пороков, чем указанные выше. Например, ГОСТ 8242 - 88 предусматри- вает среди прочего подоконные доски из массивной древесины (марки ПД-1) шириной от 144 до 450 мм. При ширине более 144 мм доски должны быть склеены по ширине делянками не уже 100 мм клеем средней или высокой водо- стойкости. Толщина досок 34 и 42 мм, допускается сращивание по длине шипа- ми длиной не менее 10 мм.
ГОСТ 28015 - 89 предусматривает щиты марки ОЩ-3 со склеиванием деля-
нок на гладкую фугу толщиной 17, 22 и 27 мм с допуском ±0,2 мм, шириной 300 - 600 мм и длиной 300 - 1200 мм (с шагом 100 мм). Щиты имеют по периметру шпунт и гребень для соединения друг с другом. Рейки, кроме крайних, могут быть сращены по длине. Тонкие щиты (17 мм) укладываются только по сплош- ному основанию, их ширина должна быть не более 400 мм. Влажность древеси- ны 5-11%. В зависимости от качества древесины и обработки щиты разделяются на марки А и Б.
230
11.2.2. Характеристика трехслойных брусков
Сегодня в сфере производства деревянных окон и дверей произошел почти повсеместный переход от использования цельной древесины к использованию трехслойных клееных брусков. Этот переход имеет две причины. Во-первых, он решает проблему нехватки крупномерного сырья, особенно для брусков окон- ных и дверных коробок. Во-вторых, этим достигается повышение долговечно- сти и формостабильности этой продукции, так как клееные детали всегда проч- нее цельных. В клееной детали пороки древесины распределены более равно- мерно, развитие трещин затруднено из-за наличия клеевого шва, общая дефор- мация клееной детали меньше, чем у цельной. Кроме этого, в среднем слое бру- сков может располагаться древесина более низкого качества, чем в наружных. Производство трехслойных брусков в Европе стало самостоятельным производ- ством с хорошей перспективой развития и надежными рынками сбыта.
Другим не менее важным событием стал переход от традиционных одинарных стекол к стеклопакетам с двойным или тройным остеклением. Фактически все современные окна стали окнами со спаренными переплетами, что позволило со- кратить размеры поперечного сечения брусков оконной коробки.
Третий важный момент современной технологии - возможность использова- ния зубчатых соединений для сращивания короткомерных отрезков пиломате- риалов, что позволяет более рационально использовать древесной сырье.
Детали окон и балконных дверей подвергаются наиболее интенсивному ат- мосферному воздействию. Несмотря на использование для склеивания надеж- ных водостойких связующих, при конструировании нужно стремиться к тому, чтобы клеевые швы не подвергались прямому действию дождя и солнечных лу- чей. Поэтому оконный блок конструируют так, чтобы клеевые швы располага- лись в нем вертикально и были по возможности защищены строительными эле- ментами.
Опыт изготовления и эксплуатации клееных деревянных конструкций позво- ляет считать, что толщина слоя в клееной детали не должна превышать 35 мм, то есть для клееных брусков наиболее подходят пиломатериалы толщиной 38-40 мм. При большей толщине слоев возрастает опасность больших внутренних на- пряжений в клеевых соединениях. При малой толщине слоев и увеличении их числа резко возрастают расходы на сырье и материалы. Трехслойная конструк- ция является наиболее сбалансированной и симметричной.
Размеры поперечных сечений оконных брусков находятся в пределах 55 – 80 мм, а толщина слоев составляет 19-27 мм. Уменьшение толщины слоев не ухуд- шает качество продукции, но для наружного слоя существует одно ограничение
– толщина его не должна быть менее 15 мм. Дело в том, что толщина наружного фальца, защищающего сопряжения створок от дождя, составляет 8-12 мм, а клеевой шов должен быть скрыт от прямых атмосферных воздействий. При этом строго должно соблюдаться требование симметричности клееного бруска - тол- щина наружных слоев в нем должна быть одинакова. Средний слой может иметь любую толщину, но не более 35 мм. В крайних случаях, когда конструкция окна не позволяет скрыть клеевой шов трехслойного бруска, применяют двухслойный

231
брусок. Слои такого бруска должны иметь одинаковую толщину и быть подоб- раны по структуре древесины, то есть иметь примерно одинаковую плотность
древесины и расположение годовых слоев Трехслойные бруски как полуфабрикат для изготовления оконных брусков
обычно имеют прямоугольное сечение. Однако в связи с тем, что глубина про-
филирования в процессе превращения бруска в готовую деталь может доходить до 30 мм и потери древесины в стружку до 30%, то имеет смысл изготовлять профильные бруски. Склеивание позволяет без труда изготовлять бруски раз- личного профиля, максимально приближенного к профилю готовой детали. По- мимо явной экономии древесины имеется экономия энергозатрат, так как объём древесины, уходящей в стружку, при таком варианте резко снижается и могут быть использованы более легкие станки с двигателями меньшей мощности.
|
а |
L |
|
|
|
Z |
|
|
|
|
|
T |
|
R |
|
|
Q |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
b |
|
|
|
|
|
c |
|
|
|||
|
a |
|
|
|
a |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
d |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.11.14 Профили трехслойных брусков для столярных изделий |
|
|
|
|
||||||||||||||
В табл.11.11 и на рис.11.14 показаны рекомендуемые размеры и профили трехслойных брусков, чаще всего реализуемые на европейском рынке.
Табл. 11.11. Размеры поперечного сечения клееных заготовок
Размер, мм |
L |
Z |
T |
R |
Q |
a (толщина бруска) |
50, 60, 70, 75, |
80, 83 |
75 |
75, 80, 90, |
57, 62, 67 |
|
80, 85, 90 |
|
|
125 |
|
b (ширина бруска) |
57, 61, 67, 71, |
61, 67, 71 |
57 |
47, 57, 62, |
57, 62, 67 |
|
96, 115 |
|
|
75 |
|
c (толщина слоя) |
19, 21, 25, 32, |
21, 25 |
19 |
16, 19, 21, |
19, 21 |
|
35 |
|
|
25 |
|
d (выступ) |
9, 14, 19 |
14, 19 |
14 |
- |
- |
Влажность древесины брусков рекомендуется на уровне 10-14%, но с услови- ем, что разница во влажности отдельных слоев не более 2%. Сушка по первой категории дает градиент влажности в пиломатериалах ± 2%, который должен
уменьшиться при кондиционировании пиломатериалов после сушки в течение не менее одной недели в помещении клеильного цеха до величины ±1%. К кон- струкции клееных брусков предъявляются определенные требования. Главное требование касается расположения годовых слоев – в наружных слоях оно должно быть радиальным или полурадиальным.
232
11.2.3. Технологический процесс производства клееных щитов и брусков
11.2.3.1.Получение реек (слоев)
Различают поперечный раскрой пиломатериалов на заготовки, при котором задается черновой размер заготовки по длине, и продольный раскрой для зада- ния размера по ширине. При отсутствии склеивания наиболее распространен- ным является поперечно - продольный раскрой досок. В этом случае первой операцией является торцовка досок на заготовки заданной длины (длин) с вы- резкой недопустимых дефектов. Потери древесины на этой операции в значи- тельной мере зависят от сорта пиломатериалов, требований к качеству деталей и кратности длин заготовок и досок.
Потери образуются не только из-за вырезки недопустимых дефектов, но и из- за покоробленности досок, что может быть вызвано нарушениями технологии сушки или особенностями роста дерева.
Введение в технологический процесс операции склеивания коренным образом меняет подход к задаче раскроя пиломатериалоа на заготовки. Возможны сле- дующие варианты организации труда:
а) использование склеивания по длине и ширине заготовок; б) использование склеивания только по ширине, например в производстве
щитов для фасадов мебели, где стыки по длине не допускаются.
Наличие линий сращивания позволяет отказаться на участке поперечного рас- кроя от соблюдения заданных длин заготовок, а вырезать лишь недопустимые пороки (в том числе сильно покоробленные участки) и удалять потрескавшиеся концы досок. При правильном выборе сечения пиломатериалов операция про- дольного раскроя может отсутствовать либо сводится лишь к устранению раз- ноширинности досок. В ряде случаев эту операцию можно ставить впереди по- перечного раскроя, например при работе с короткомерными пиломатериалами (то есть прирезной станок впереди торцовочного). Кроме основной задачи - прирезки на постоянную ширину - здесь выполняется и задача создания одной базовой поверхности, что облегчает последующие операции механической обра- ботки древесины. Эффективным средством является и дополнительная операция строгания одной пласти (на глубину до 1 мм), которая позволяет вскрыть все дефекты доски и более тщательно выполнять поперечный раскрой.
Если технологический процесс предусматривает склеивание по длине и ши- рине, например при производстве щитов, в которых допускаются стыки по дли- не, то оптимальной становится такая последовательность операций:
-строжка пласти;
-поперечный раскрой (вырезка дефектов);
-сращивание и торцовка на заданную длину;
-продольный раскрой на рейки заданной ширины.
При отсутствии сращивания наиболее рациональной схемой раскроя стано- вится поперечно - продольно - поперечная. Первая торцовка определяет черно- вые размеры заготовок по длине. Рабочий не учитывает наличие пороков в дос- ках и решает задачу только соблюдения заданной спецификации длин. Чем