

Волынский ТКМиП
.pdf109
В среднем производительность составляет 100-150 листов в час (0,4 мз/ч). Шпон из сырья 1-го сорта требует примерно 30% починки, из 2-го сорта - 36%, из 3-го сорта - 57%. Вариант организации рабочих мест у станков ПШ по- казан на рис.5.13.
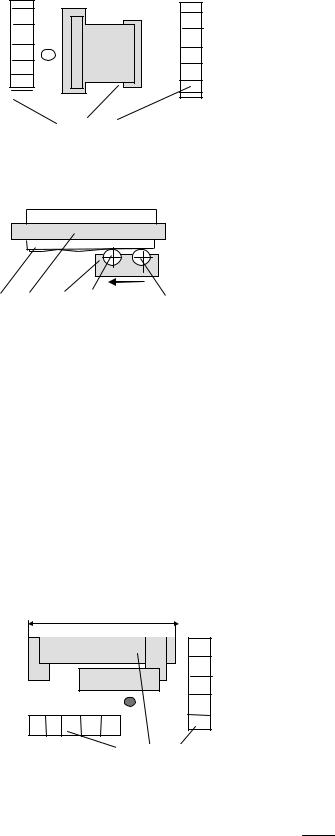
Рис.5.13. Вариант организации труда на участке починки шпона: 1 - шпон для починки, 2 - шпонопочиночный станок, 3 - рабочее место, 4 - стопы починенного и рассортированного шпона, 5 - конвейер.
Обработка кускового шпона заключается в превращении его в форматный шпон за счет операций сортировки кусков по качеству, ширине и толщине, подготовки кромок и ребросклеивания. Пачка кускового шпона обрабатыва- ется на гильотинных ножницах (рис.5.12, 5.13, табл.5.7) марок НГ-30, НГ-18 и подобных с целью формирования строго прямолинейных кромок для после- дующего ребросклеивания без фугования.
Рис.5.14. Основные эементы конструкции гильотинных ножниц: 1 - станина. 2, 9 - гидроцилиндры, 3 - прижимная траверса, 4 - каретка, 5 - упоры, 6 - фотоэлементы, 7 - ножевая траверса, 8 - нож, 10 - стол, 11 - отсчетное устройство, 12 - маховичок, 13 - двигатель перемещения каретки.
5.7. Технические характеристики гильотинных ножниц |
|
||
Параметр |
НГ - 18 - 1 |
НГ - 28 |
Рюкле (Гер- |
|
|
|
мания) |
Наибольшая длина листов шпона, мм |
1800 |
2800 |
2100 |
Наибольшая высота пакета шпона, мм: |
|
|
|
при резе вдоль волокон |
90 |
90 |
150 |
при резе поперек волокон |
30 |
30 |
50 |
Ширина шпона, мм |
75 - 1000 |
75 - 1000 |
- |
Давление прижимной траверсы, МПа |
0,25 |
0,25 |
- |
Скорость движения прижимной тра- |
|
32 |
100 |
версы, мм/с |
|
|
|
Скорость движения ножевой траверсы, |
|
200 |
330 |
мм/м |
|
|
|
Установленная мощность, кВт |
8,1 |
8,6 |
5,0 |
Норма обслуживания , чел. |
1 |
2 |
|
Размеры станка, (L x B x H), м |
2,64 х 3,47 х |
2,64 х 4,47 х |
3,5 х 1,1 х 2,4 |
|
1,65 |
1,65 |
|
Масса станка, кг |
4 400 |
5 080 |
5 000 |
110
Рис.5.15. Схема организации труда на участке прирубки кусков шпона: 1 -этажерка подсор- тированных кусков шпона, 2 - НГ-18; 3 - эта- жерка для прирубленных кусков.
1 2 3
В ряде случаев требуется дополнительная обработка кромок на кромкофуго- вальных станках марок КФ-7, КФ-9М (табл.5.8, рис.5.16, 5.17).
Рис.5.16.. Схема работы кромко-фуговального станка КФ- 9М: 1 - пачка шпона, 2 - прижимная траверса, 3 - каретка, 4 - обдирочная фреза, 5 - чистовая фреза
1 |
2 |
3 |
4 |
5 |
5.8. Техническая характеристика кромкофуговального станка КФ-9М.
Длина обрабатываемой пачки, мм |
до 2000 |
Ширина обрабатываемой пачки, мм |
100-800 |
Высота пачки, мм |
50 -120 |
Диаметр фрез, мм |
180 |
Частота вращения фрез, мин-1 |
|
обдирочной |
2930 |
чистовой |
2880 |
Скорость перемещения каретки, м/мин |
|
рабочий ход |
8 |
холостой ход |
16 |
Установленная мощность, квт |
13,4 |
Размеры станка (L х B x H), м |
4,5 х 1,84 х 2,08 |
Масса, кг |
3600 |
4500 |
|
Рис.5.17. Схема организации рабочего места у кромкофуговального станка марки КФ - 9М: 1 - этажерка для кусков до обработки, 2 - станок, 3 - этажерка для прирубленных кус-
ков
1 2 3
Производительность гильотинных ножниц и кромкофуговальных станков, м3/ч
Пчас= 60tК р lшbкh ,
ц
где Кр = 0,95 ; tц - время цикла, в среднем tц = 4-6 мин ; lш - длина листа шпо- на, bк - средняя ширина кусков, bк = 0,30-0,40 м ; h -высота пачки, м.
111
Потери шпона на прирубке кусков составляют примерно 5-7%, при кромко- фуговании - еще 15%.
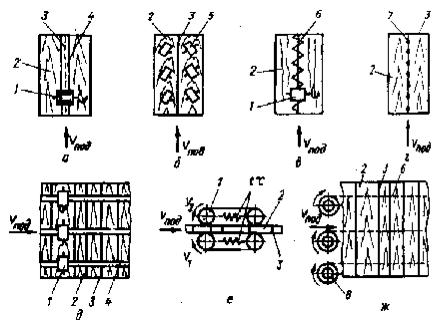
Ребросклеивание шпона может проводиться по различным схемам (рис.5.18):
Рис.5.18. Схемы ребросклеивания неформатного шпона: а - продольное с помощью клеевой ленты, б - безленточное продольное, в - продольное с помощью клеевой нити, г - продольное с помощью клея-расплава, д - поперечное с помощью клеевой ленты, е - поперечное безленточное, ж - поперечное с помощью клеевой нити.
Продольное ленточное ребросклеивание заключается в наклеивании гуммиро- ванной ленты (то есть бумажной ленты с нанесенным и подсушенным резино- вым клеем) на стык двух подготовленных кусков шпона. Продольное безленточ- ное склеивание основано на предварительном смачивании кромок клеем и после- дующем инициировании реакции склеивания. Склеивание с помощью клеевой нити основано на том, что клеевая нить проходит через зону горячего воздуха, оплавляется и приклеивается зигзагообразно на стык кусков шпона, где почти моментально отверждается. Точечное ребросклеивание основано на использова- нии клеев- расплавов, которые наносятся в горячем состоянии на стык кусков в виде отдельных точек и очень быстро отверждаются.
Кроме продольного, существует поперечное ребросклеивание, которое преду- сматривает более производительный проходной способ склейки кусков шпона, движущихся в поперечном направлении и фиксируемых между собой с помо- щью жидких клеев, клеев - расплавов или клеевой нитью.
Станок РС-5 соединяет предварительно фугованные кромки термореактивным клеем, РС -7 - с помощью гуммированной ленты (шириной 25 мм), РС - 9 - тер- мопластичной нитью. Станок с поперечной подачей РСП-2 также использует термореактивный клей, а прирезной ребросклеивающий станок ПРС-2 (рис.5.18) совмещает операции прирубки и ребросклеивания кусков клеем - расплавом
(табл.5.9).
112
Наиболее рапространенным является станок с клеевой нитью РС-9 (рис.5.19). Парные полосы шпона вручную подаются в станок, где одновремен-
но с их продольным перемещением производится их стяжка и наложение на шов расплавленной термопластичной нити. Расплавление производится нагре- тым воздухом, подаваемым через нагреватель, а наложение - нитеводителем, в котором нить проходит через сопла, смонтированные в гильзе, совершающей колебательное движение.
1800 |
4 |
3
Рис.5.19. Организация труда у станка РС-9: 1 - пачка кускового шпона, 2 - станок РС-9, 3 - воз- вратный конвейер, 4 - стопа форматного шпона.
2
1
5.9.Технические характеристики ребросклеивающих станков
Параметры |
РС – 5 |
РС – 7 |
РС – 9 |
ПРС-2 |
РСП-2 |
|
Средство соединения по- |
Термореак- |
С помощью |
Клеевой |
Клеем – |
Термореак- |
|
лос |
тивным |
ленты |
нитью |
распла- |
тивным |
|
|
клеем |
|
|
вом |
клеем |
|
Направление подачи шпо- |
|
|
Продольное |
|
Поперечное |
|
на |
|
|
|
|
|
|
Толщина шпона, мм |
0,5-5,0 |
0,4-3,8 |
1,0 - 2,5 |
1,15-3 |
||
Наименьшая ширина шпо- |
80 |
60 |
|
200 |
||
на, мм |
|
|
|
|
|
|
Скорость подачи шпона, |
7-21 |
|
5- 40 |
14-40 |
до 15 |
3...15 |
м/мин |
|
|
|
|
|
|
Установленная мощность, |
5,95 |
|
0,6 |
0,8 |
3,7 |
43,9 |
кВт |
|
|
|
|
|
|
Размеры станка |
2,3 х 1,8 |
|
1,51 х 1,1 |
1,8 х 0,85 |
3,7 х 2,2 |
7,07 х 2,73 |
(L x B x H), м |
х 1,6 |
|
х 2,04 |
х 1,79 |
х 1,65 |
х 1,76 |
Масса станка, кг |
1430 |
|
830 |
630 |
1500 |
6050 |
Производительность станков, м3/ч:
спродольной подачей (например, РС-9)
П= 60К р К мUbш Sш ; час ( bш / bк − 1)
с поперечной подачей (например, РСП-2):
Пчас = 60К р К мUbш Sш ,
где Кр=0,95-0,96); Км - коэффициент машинного времени, Км =0,92; U - скорость подачи, м/мин; bш - ширина форматного листа шпона, м; bк - средняя ширина кускового шпона, м; Sш - толщина шпона, м
113
Станки с продольной подачей малопроизводительны (0,3-0,4 м3/ ч), поэтому все большее применение находят станки с поперечной подачей, например, РСП-10, использующий 5 рядов нитей для фиксации полос шпона. В этих стан- ках прозводительность выше, так как нет возврата кусков шпона.
Следующим шагом в совершенствовании техники ребросклеивания явилось совмещение в одном агрегате ножниц и ребросклеивающего станка. Прирубка
по одному листу позволяет использовать вместо тяжелых гидравлических легкие |
|||||||||||||||||||
3700 |
|
|
|
|
|
|
|
|
пневматические ножницы. Примером яв- |
||||||||||
|
|
|
|
|
|
|
|
ляется агрегат ПРС-2 (рис.5.20). |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
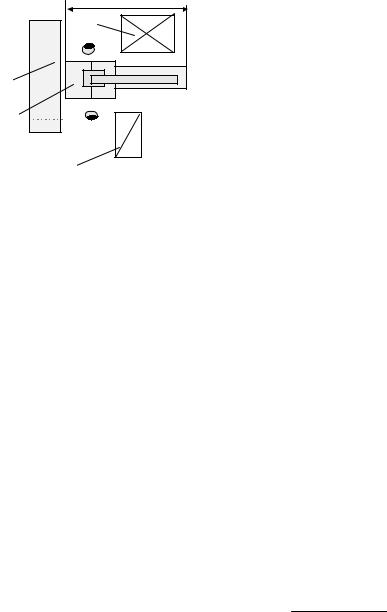
Рис.5.20. Схема организации рабочего места |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
у станка ПРС-2: 1 - шпоноукладчик формат- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ных листов, 2 - подъёмный стол, 3 - ножни- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
цы, 4 - приемный стол, 5 - прирезной- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ребросклеивающий станок, 6 - загрузочный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
стол, 7 - стопа кускового шпона, 8 -конвейер |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
возврата. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Парные куски шпона из стопы 7 подаются рабочим в станок ПРС-2, где происходит выравнивание кромок и их фиксация клеем - расплавом. Второй ра- бочий принимает ребросклеенные куски и с помощью конвейера 8 возвращает их для добавления следующего куска. При достижении форматной ширины лист направляется в ножницы 3, где выравниваются передняя и задняя кромки листа шпона с получением заданного размера по ширине.
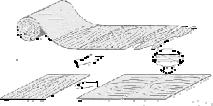
На линии ребросклеивания кускового шпона ОАО "Фантех" (рис.5.21, 5.22), введено еще оно принципиальное усовершенствование - добавлено сканирую-
щее устройство для оценки дефектных мест и выдачи команд на пневматические ножницы.
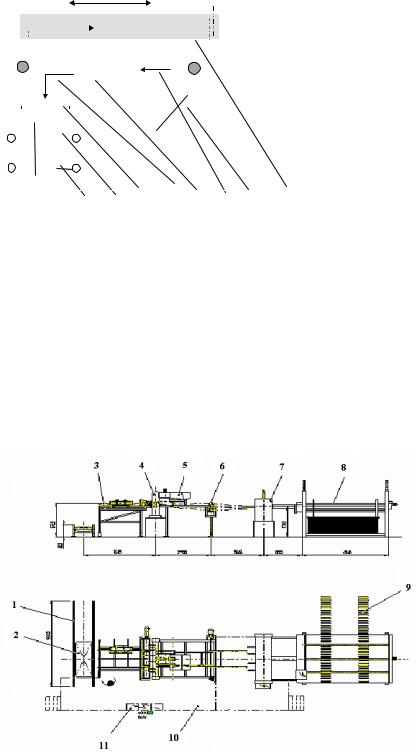
Рис.5.21. Лния реброск- леивания шпона внутрен- них слоев ОАО Фантех: 1 - цепной конвейер, 2 - подъ- ёмная платформа, 3 - за- грузочный конвейер, 4 - ножницы для резки шпона, 5 - разгрузочный конвейер 6 - конвейер промежуто- чого склада, 7 - реброск- леивающий станок, 8 - ав- томатиеский стопоуклад- чик, 9 - рольганг выгрузки стопы, 10 - площадка об- служивания, 11 - электро- щит.

114
Рис.5.22. Схема работы линии ребросклеивания ф. Фантех.
На линии ребросклеивания листы шпона разной ширины превращаются в бесконечную ленту шпона, которую можно прирубать на листы нужного форма- та. Стопы шпона, выгруженные на цепной конвейер, перегружаются на подьем- ный стол, который поднимает стопу на нужную высоту. Рабочий подаёт листы на конвейер, который выравнивает шпон относительно поперечной кромки. Ножницы прирубают переднюю и заднюю кромку шпона перпендикулярно к на- правлению подачи с помощью оптического измерителя-фотоэлемента. Фотоэле-
мент также фиксирует дефекты в шпоне и дает ножницам команду на вырубку дефекта. С помощью пневмосопла и управляющих эксцентриков отходы шпона сдуваются вниз. Целые бесшовные листы переводятся на двухэтажный конвей- ер, служащий промежуточным складом и подающий куски шпона на реброск- лейку.
На ребросклеивающем станке листы шпона склеиваются в бесконечную ленту с помощью расплавленной нити. На обе поверхности шпона расплавляются 4 пары нити, причем крайние нити меняют поверхность на другую после каждого шва (перекручиваются). Из бесконечной ленты ножницы формируют листы шпона заданного формата, которые укладываются в стопы на требуемую высоту стопоукладчиком. Когда стопоукладчик оказывается в нижнем положении, гото- вая стопа перемещается на рольганг выгрузки, а на стопоукладчик ставится но- вый поддон.
Производительность линии для березового шпона 1600 х 1600 х 1,5 мм со- ставляет:
Ширина кусков, мм |
Производительность, |
Полезный выход, % |
|
|
Погонных метров/ч |
Куб. м в смену |
|
450 |
2000 |
4,8 |
70 |
700 |
2500 |
6,0 |
75 |
(минимальная ширина кусков для ребросклеивания - 150 мм)
Примерно такая же линия ребросклеивания выпускается ф. Рауте-вуд
(рис.5.23)
Рис.5.23. Линия ребросклеивания С 800 ф. Рауте - вуд
115
Отличительные особенности этой линии заключается в том, что склеивание выполняется как точечным способом, так и дополнительно клеевой нитью. При- рубка осуществляется двойными ножницами - передняя кромка прирубается сверху вниз, а задняя кромка - движением другого ножа снизу вверх. Техниче- ские параметры линии даны в табл. 5.10.
5. 10. Характеристика линий ребросклеивания ф. Рауте-вуд
Параметр |
С 1800 |
С 2700 |
||
Длина ножа ножниц, мм |
1800 |
2700 |
||
Толщина шпона, мм |
1,5 - 4,2 |
1,2 |
- |
4,2 |
Минимальная ширина шпона |
90 |
90 |
||
Длина шпона, м |
1300 / 1600 |
1300 |
- |
2600 |
Скорость подачи, м/мин |
40 |
40 |
||
Число нитей |
4/5 |
4 |
- |
8 |
Количество точек клея |
4/8 х 6 |
4-8 х 6 |
||
Количество точек сканирования |
256 |
416 |
||
Минимальный размер дефекта, мм |
10 |
10 |
||
Ширина ребросклеенного шпона, мм |
1000 - 4000 |
1000 |
- |
4000 |
Максимальная высота стопы, мм |
1200 |
1200 |
||
Размеры в плане, м |
16,3 х 6,4 |
|
- |
|
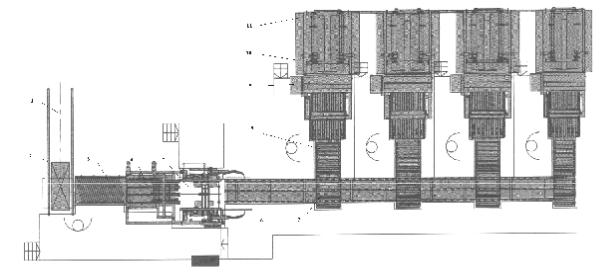
Помимо склеивания по ширине с целью получения форматного шпона из кус- ков, на фанерном предприятии часто возникает необходимость сращивания лис- тов шпона по длине (рис.5.24) с целью получения длинных листов из коротких. Это особенно актуально при производстве строительной фанеры размером 1220 х 2440 мм из чураков длиной 1,3 м.. Уменьшение длины чурака снижает его кри- визну и повышает выход шпона. Последующее сращивание коротких кусков
шпона по длине открывает возможность для производства большеформатных плит при одновременном повышении полезного выхода шпона из сырья.
Для получения достаточной прочности склеи-
вания используют усовое соединение с длиной уса 25 - 40 мм. (рис. 5.22). Для этой цели ОАО Фантех выпускает линию сращивания шпона (рис.5.25,
табл.5.11)
Рис.5.24. Схема сращивания шпона по длине
Табл. 5.11. Характеристика линии сращивания шпона ОАО Фантех
Подведенная электрическая мощность, |
103 |
Толщина шпона, мм |
1,2 – 1,4 |
кВт |
|
|
|
Расход электроэнергии при нормальном |
~ 82 |
Ширина шпона, мм |
900-1650 |
режиме, кВт час |
|
|
|
Расход сжатого воздуха (р=0,6 МПа), |
52 |
Длина шпона, мм |
600 ÷ |
Nм3/час |
|
|
1600 |
Количество операторов, чел. |
6 |
Длина усовки, мм |
25-40 |
Необходимая площадь для установки ли- |
24 х 14 |
Макс. длина сращен- |
3300 |
нии, м2 |
|
ного шпона, мм |
|
Минимальная необходимая высота, м |
3 |
|
|
116
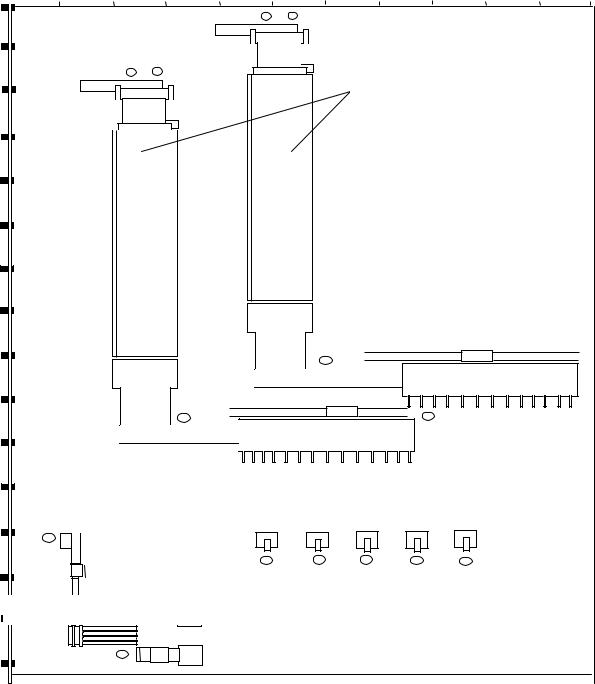
Рис.5.25. Линия сращивания шпона по длине: 1 - неприводной рольганг, 2 - подъёмный стол, 3 - выравнивающий конвейер, 4 - усовочный станок с клеенаносящим устройст- вом, 5 - укладчик усованного шпона, 6 - передаточный конвейер стопы усованного шпона, 7 - перекрестная станция (4 шт.), 8 - стол подачи , 9- пресс-балка сращивания с ножницами, 10 - укладчик сращенного шпона., 11 - подъёмный стол.
Стопа шпона подается с роликового конвейера, который служит накопителем, на подъемный стол. Оператор поднимает стол на удобную для себя высоту и за- тем подает шпон на загрузочный конвейер, где листы выравниваются по одной кромке. На усовочном станке листы шпона усуются таким образом, что на пра- вой стороне листа скос получается сверху, а на левой снизу. Длина уса регули- руется в зависимости от толщины шпона. После усовки, клеенаносящее приспо-
собление наносит точно дозированный объем клея на поверхность шпона только с левой стороны. Затем листы укладываются в стопу высотой примерно 200-300 мм и выдерживаются перед запрессовкой, для того чтобы из клея могла испарит- ся излишняя влага (открытая выдержка). После набора стопы шпон по ролико- вому конвейеру передается к пресс-балкам. На каждой пресс-балке операторы подают подготовленный шпон к кареткам загрузочного устройства, которые ав- томатически перемещают его к пресс-балкам и устанавливают намазанную кромку одного листа и сухую другого точно друг над другом. В процессе смыка- ния плит положение листов не меняется, что дает хорошее соединение. Пресс- балка смыкается, при этом каретка возвращается в исходное положение для при- емки следующего листа. Время прессования заранее установлено на пульте управления, в зависимости от свойств шпона и клея, и по его истечению пресс- балка автоматически размыкается. При этом каретка подает очередной лист шпона. После прессования получается бесконечная полоса шпона, которую можно рубить на необходимую длину. Нож производит рубку автоматически, согласно заданной длины сращенного шпона. Автоматический стопоукладчик укладывает форматные листы шпона на подъемный стол. После достижения нужной высоты стопы стол опускается и стопа шпона перемещается на выгру- зочный конвейер. Стол возвращается в исходное положение.
117
Фирма Рауте-Вуд выпускает три варианта линий сращивания - с ручным управлением, полуавтоматическую и автоматическую.Автоматическая линия отличается наличием сканирующей камеры, калибровочной пилы для стабили- зации ширины листа (размера вдоль волокон), контролем размеров шпона для управления процессом сращивания. В автоматической линии достаточно трех прессов на один усовочный станок.
Режим ребросклеивания характеризуется следующими данными:
∙Влажность шпона - до 8%
∙Используемый клей - фенолоформальдегидный
∙Время прессования - 4 с
∙Температура прессования - 240 0С
∙Время цикла сращивания - 9 с.
Производительность линий для березового шпона 1,5 х 1270 х 1270 при длине сращенного шпона 2540 мм, коэф. использования раб. времени 0,8 составляет :
Для линии с ручным управлением - 190 Для полуавтоматической линии - 250
Для автоматической линии - 330 стыков в час на один пресс.
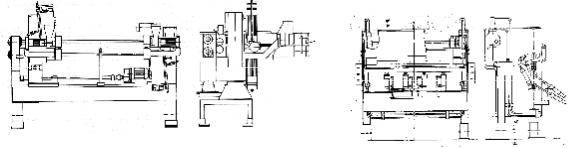
Общий вид усовочного станка и узкоплитного пресса для сращивания показаны на рис.5.26.
Рис.5.26. Общий вид усовочного станка JVS и узкоплитного пресса JVPS фирмы Рау- те-Вуд.
Эти станки могут обрабатывать шпон толщиной от 1,5 до 3,2 мм, длина "уса" составляет 25 мм. Усовочный станок имеет две пилы для калибровки длины лис- та и две пилы для нарезки "уса".
На рис.5.19 показан вариант планировки сушильно - сортировочного цеха с двумя линиями сушки - сортировки шпона, участком починки шпона и линией прирубки и ребросклеивания кускового шпона. Линия состоит из двух станков
для выравнивания правой и левой кромок кусков и их передачи на поперечный конвейер, с которого куски передаются на два ребросклеивающих станка с попе- речной подачей.
118
Сушилки для шпона
Сортировщик шпона
Сортировщик шпона
Участок прирубки и ребросклеивания кус-
кового шпона
Участок починки шпона
Рис.5.27. Вариант планировки сушильно - сортировочного цеха фанерного предпри-
ятия