

2.3.8. Расчет на прочность основных деталей пресс-формы
Основные детали пресс-формы рассчитывают на прочность. Проверить прочность матрицы можно сделав расчет внешнего диаметра по формуле:
 ,
(2.33)
,
(2.33)
где
 – диаметр
изделия, мм;
– диаметр
изделия, мм;
 – допустимое
напряжение на растяжение материала
матрицы, МПа;
– допустимое
напряжение на растяжение материала
матрицы, МПа;
 – максимальное
давление прессования, МПа;
– максимальное
давление прессования, МПа;
 – коэффициент
Пуассона материала прессуется (для
железного порошка
– коэффициент
Пуассона материала прессуется (для
железного порошка
 = 0,28).
= 0,28).
Матрицы,
а так же пуансоны, стержни, прокладки и
другие нагруженные детали пресс-форм
изготавливают из инструментальных
сталей типа Х12М, Х12Ф1, Х12Ф4М, закаленных
до твердости 58-62 HRC. Допускаемые напряжения
для таких сталей составляют, МПа: при
растяжении - 250, сжатия - 1600, изгибе 500,
смятии - 1000.
Давление прессования можно найти в справочной литературе [1] или рассчитать ориентировочно, без учета потерь на трение по формуле М.Ю. Бальшина.
Если
рассчитанный по формуле (2.33) внешний
диаметр будет менее принятого - прочность
матрицы достаточная. Для расчетов
принимаем:
 = 250 МПа;
= 250 МПа;
 = 500 МПа.
= 500 МПа.
 мм.
мм.
Прочность матрицы достаточная.
Эскиз матрицы приведен на рис. 2.2.

Рисунок 2.2 - Эскиз матрицы детали "втулка с буртом"
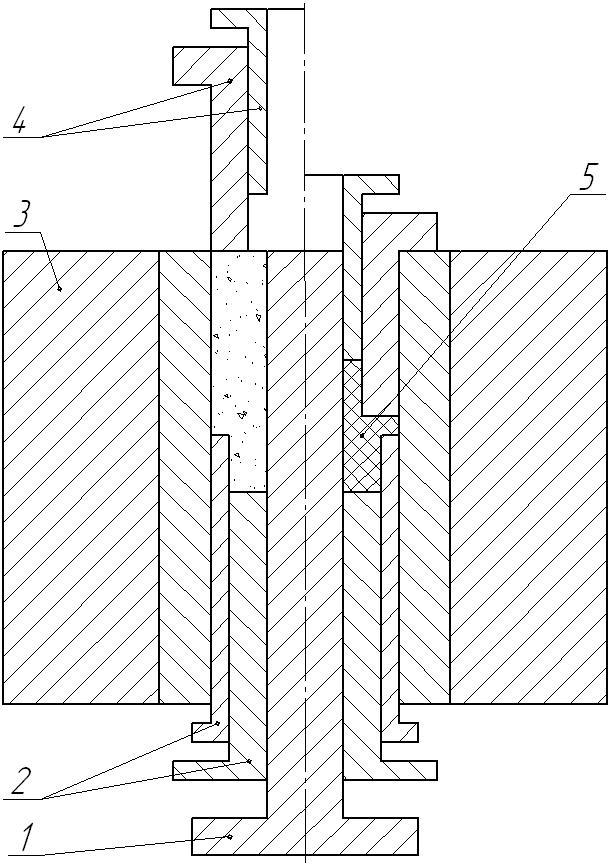
На рисунке 2.3 приведен эскиз сконструированной пресс-формы для прессования детали "втулка с буртом".
На рисунке 2.3 приведен эскиз сконструированной пресс-формы для прессования детали "втулка с буртом".
Рисунок 2.3 - Пресс-форма для прессования детали «втулка с буртом»: 1) стержень; 2) пуансоны нижние; 3) матрица; 4) пуансоны поверхности; 5) прес совка
2.4 Конструирование пресс-блока детали «шестерня»
Эскиз прессовки "шестерня" с учетом упругого последействия, усадки при спекании, припусков на восстановление приведен на рисунке 2.4.
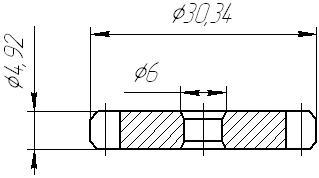
Рисунок 2.4 - Эскиз прессовки "шестерня" с учетом упругого последействия, усадки при спекании, припусков на восстановление
Расчеты исполнительных размеров инструмента выполнены аналогично расчетам инструмента для детали «втулка с буртом».
Расчет диаметра прессовки:
Дпр.min = 30,34 + 30,34*0,005 = 30,49 мм
Дпр.max = 30,50 + 30,50*0,005 = 30,65 мм
Расчет диаметра матрицы:
Дм.min = 30,49-30,49*0,0018 = 30,54 мм
Дм.max = 30,65-30,65*0.0018 = 30,70 мм
Расчет припуска на износ:
![]() Д
= 30,65-30,54 = 0,11 мм
Д
= 30,65-30,54 = 0,11 мм
![]() Д
= 30,65-(30,54+0,025) = 0,085 мм
Д
= 30,65-(30,54+0,025) = 0,085 мм
Расчет высоты прессовки, высоты загрузочной камеры и внешнего диаметра матрицы:
Hпр
= 5-5*0,03 = 4,85 мм
Нз = 1,85*4,85 = 8,97 мм
F
= 3,14( 30,4![]() -6
-6![]() )/4
= 697,20 мм
)/4
= 697,20 мм![]()
р
= 9,8*140*0,8![]() =
499,006 МПа
=
499,006 МПа
Q0 = 2.6/6.0 = 0.43
m = 2 + 0.8/(0.8-0.43) = 4.532
Рпр. = 499,06*697,20 = 348 кН
Р = 348*1,35 = 470 кН
Дн = 30,65*1,519 = 46,55 мм
На рисунке 2.5 приведены эскиз сконструированной пресс-формы для прессования детали "шестерня".

Рис. 2.2. Эскиз матрицы детали "втулка с буртом"
Рисунок
2.5 - Пресс-форма для
прессования детали «шестерня»:
1)
стержень; 2)
пуансон нижний; 3) матрица; 4) пуансон
верхний;
5) прессовка.
2.5 Проектирование нагревательных устройств
2.5.1 Выбор типа нагревательной печи для термической обработки
Основное оборудование для термической обработки - печь пламенного нагрева муфельная с защитной атмосферой. В печи установлены горизонтально 108 радиальных труб с электроопорой и тремя вентиляторами в возведении рабочего пространства печи. Агрегат непрерывного действия. Рабочая среда имеет площадь 9,25 м2 и габаритные размеры 812х1000х 2548. Нагревательная печь снабжена камерой загрузки с выдвижной тележкой, размеры которого 500х600х400, толкателем для перегрузки пустых поддонов на загрузочную тележку, кроме того, на обратной ветке агрегата смонтирована система пульсирующих конвейеров. В агрегат также входит моющая машина и отпускная печь с рециркуляцией газовоздушной смеси. Агрегат имеет маслонапорну станцию, установку для приготовления контролируемой атмосферы, состоящий из двух генераторов, станции смесителя и пульта управления.
Производительность такого агрегата 15 - 20 кг / час.
2.5.2 Выбор и расчет энергоносителя
Расчет горения топлива
Состав газа: H2 -12%; CO-10%; CO2-10%; CH4-0.5%; N2-72.5%.
В горении участвуют:
CH4+2O2 = CO2+2H2O
2H2+O2 = 2H2O
2CO+O2 = 2CO2
Теоретический
расход воздуха для газообразного топлива
на 1 м³:
Lт = 0,0476 (0,5СО + 0,5 Н2 +2 СН4) =
=0,0476 (0,5 · 10 + 0,5 · 12 + 2 · 0,5) = 0,57 м³,
где СО, Н2, СН4 – содержание оксида углерода, водорода и метана в газообразном топливе, процент на единицу объема.
Практически в печах сжигают топливо с действительным расходом, превышающим теоретический.
Действительный расход воздуха, м:
Lд
=
![]() ·
Lт = 1,1 · 0,57 = 0,627 м³,
·
Lт = 1,1 · 0,57 = 0,627 м³,
где
![]() -
коэффициент расхода
воздуха.(для газа –
1,05 - 1,15).
-
коэффициент расхода
воздуха.(для газа –
1,05 - 1,15).
Выход продуктов горения на единицу сжигаемого газообразного топлива на 1 м³:
V=![]() 0.01 (CO + CO2 + CH4)
= 0.01 (10 + 0.5 +5) = 0,155 м³;
0.01 (CO + CO2 + CH4)
= 0.01 (10 + 0.5 +5) = 0,155 м³;
V=![]() 0.01 (H2 + 2CH4)
= 0.01 (12 + 1) = 0,13 м³;
0.01 (H2 + 2CH4)
= 0.01 (12 + 1) = 0,13 м³;
V![]() = 0.01 (N2 + 0.79 Lт) =
0.01(72.5 + 0.79 · 0.57)= 1.175 м³;
= 0.01 (N2 + 0.79 Lт) =
0.01(72.5 + 0.79 · 0.57)= 1.175 м³;
V![]() = V+
= V+![]() V+
V+![]() V
V![]() = 1.46 м³;
= 1.46 м³;
Действительный выход продуктов горения:
Vд
= V![]() + (
+ (![]() -1)
Lт = 1,517 м³.
-1)
Lт = 1,517 м³.
где
V![]() ,
V
,
V![]() ,
V
,
V![]() - объемы соответствующих
газов на 1 м³ газообразного топлива;
- объемы соответствующих
газов на 1 м³ газообразного топлива;
V![]() - теоретический выход продуктов.
- теоретический выход продуктов.
Состав продуктов горения %:
CO2
=
![]() =
=
![]() ;
N2
=
;
N2
=
![]() %;
%;
H2O
=
![]() %;
O2
=
%;
O2
=
![]() %;
%;
Плотность
продуктов горения:
Низкая теплота сгорания топлива, кДж/ м³ найдена из соотношения:
Q![]() =
35800CH4 + 10760H2
+12645CO,
=
35800CH4 + 10760H2
+12645CO,
где CH4, H2, CO - содержание горючих продуктов в рабочем топливе.
Q![]() =
35800·0,005 +10760·0,12 +12645·0,1 = 2734 кДж/м³.
=
35800·0,005 +10760·0,12 +12645·0,1 = 2734 кДж/м³.
2.5.3 Определение основных размеров рабочего пространства нагревательного устройства
Определяем критерий Вi для заданных деталей:
Bi=S* αизл+к / λ,
где S - радиус или половина толщины детали, м;
λ- коэффициент теплопроводности стали;
α - суммарный коэффициент теплоотдачи.
αизл+к = 0,03Спр(Т/100)3+10 Вт/м2час град;
где Спр=4,9/[(1/ε1)+F1 (1/ε2 -1) /F2],
ε1 - степень черноты обрабатываемой стали, принимаем равной 0,3;
ε2 - степень черноты огнеупорной кладки, принимаем 0,75;
F1 - поверхность металла, воспринимает тепло.
F1= 2,96 м²;
Внутренняя поверхность печи F2=9,25 м³;
Спр=4,9/((1/0,3)+2,96(1/0,75-1)/9,25) =1,4 ккал/ м2час град;
λ=25Вт/м2с
αизл+к =0,03Спр(Т/100)3+15=0,03·1,4·((1150+273)/100)3+15=136 ккал/м2час град.
Прибавляем
10-15 ккал/ м2час град – коэффициент
конвекционной теплоотдачи в печи для
печей с температурой до 1200 ° С.
Bi=S* αизл+к / λ=0,01·136/25=0,05