

ТОХФ / 2 группа (ООНХС) / Технологические схемы - Крюков - 1997 / TS055
.DOC
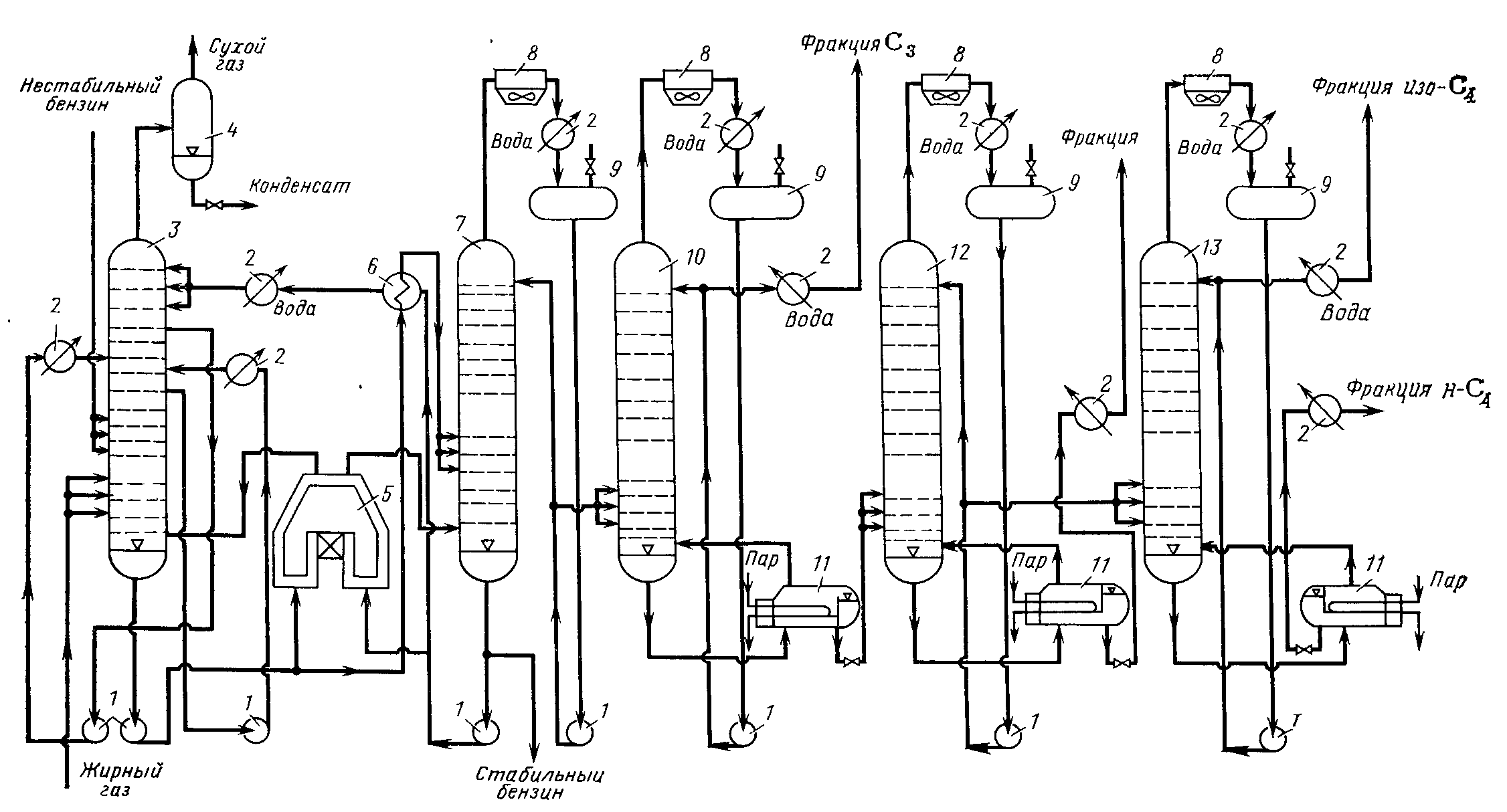
РИС. VI-2. Принципиальная схема абсорбционно-газофракционирующей установки (АГФУ):
1 — насосы; 2 — холодильники; 3 — фракционирующий абсорбер; 4 — сепаратор-каплеотбойник; 5 — трубчатая печь; 6 — теплообменник; 7, 10, 12, 13 — ректификационные колонны; 8 — аппараты воздушного охлаждения; 9 — приемники: 11 — подогреватели-кипятильники.
Жирный газ, состоящий преимущественно из предельных углеводородов, поступает с установок первичной переработки нефти AT и АВТ, гидрокрекинга, каталитического риформинга и некоторых других. Жирный газ, состоящий из непредельных углеводородов, поступает с установок каталитического и термического крекинга, пиролиза и коксования. Состав сырья определяет режим процесса, причем это влияние состава сырья одинаково при фракционировании предельных и непредельных углеводородов. Наибольшее влияние на работу фракционирующего абсорбера оказывает изменение концентрации углеводородов C1—C3 в жирном газе. Например, с повышением содержания углеводородов С3 в сырье необходимо увеличить расход абсорбента на 10—15 % (масс.). Кроме того, следует повысить расход водяного пара в подогревателе колонны для отпаривания большего количества пропана и усиления режима охлаждения при конденсации паров с верха этой колонны, а также перевода питания колонны на лежащие выше тарелки.
Технологическая схема установки приведена на рис. VI-2. Компримированный в две ступени (на схеме не показано) до давления 1,2—2,0 МПа жирный газ поступает в среднюю часть фракционирующего абсорбера 3. Несколькими тарелками выше из резервуарного парка сырьевым насосом подается по одному из трех вводов (в зависимости от содержания пентановых углеводородов) нестабильный бензин. Обычно в абсорбере 3 имеется 40—50 тарелок, распределенных примерно поровну между абсорбционной и десорбционной секциями. Из используемых в абсорберах тарелок наиболее эффективными являются клапанные. Применение секционирования тарелок, уменьшающего эффект поперечного перемешивания, и внедрение прямоточного взаимодействия фаз позволяет в 2—3 раза повы-
сить производительность оборудования. Давление во фракционирующем абсорбере —от 1,2 до 2,0 МПа.
С верха абсорбера 3 уходит сухой газ с содержанием углеводородов С3—С5 не более 10—15 % (об.). В сепараторе 4 от него отделяется конденсат, а сухой газ направляется в заводскую топливную сеть. Абсорбер оборудован системой циркуляционных орошений для съема тепла абсорбции. Тепло для отпаривания углеводородов C1 — С2 подается в низ абсорбера с помощью «горячей струи». Для этого продукт с низа абсорбера забирается насосом 1, проходит один поток трубчатой печи 5 и вводится в абсорбер 3 под первую ректификационную тарелку.
Регенерированный абсорбент (ненасыщенный стабильный бензин) через теплообменник 6 и холодильник 2 подается на верх абсорбера в один из трех вводов (в зависимости от содержания углеводородов С1—С2 в жирном газе и во избежание уноса абсорбента).
Деэтанизированный бензин, насыщенный фракциями С3 — C5, после подогрева в теплообменнике 6 подается по одному из трех вводов в стабилизационную колонну 7 для отделения сжиженного газа — рефлюкса (углеводороды —пропан, бутан и пентан). Пары рефлюкса (головная фракция стабилизации) с верха колонны 7, сконденсировавшись в холодильнике 2, поступают в приемник 9.
Тепло для отпаривания легких углеводородов от стабильного бензина вводится в низ колонны «горячей струей». Для этого бензин с низа этой колонны забирается насосом 1, и часть его нагревается в змеевиках трубчатой печи 5 (второй поток) и поступает под нижнюю ректификационную тарелку колонны 7 (другая часть стабильного бензина направляется на орошение абсорбера 3).