

25-03-2015_20-04-22 / ИНЖГрафика
.pdf.30.01.04.НГиГК01.01 |
|
|
|
|
|
|
||
|
|
|
126 |
|
|
|
|
|
|
|
95 |
|
|
|
10 |
|
|
|
14 |
10 |
2•45Å |
|
Å |
|
|
|
|
|
|
5 |
|
|
|
||
|
|
|
2фаски |
4 |
|
|
Ç18 |
|
|
|
|
|
|
|
|
||
M8 |
|
|
|
|
|
Ç15 |
|
|
|
|
|
|
|
|
|
||
À |
|
|
Á |
|
|
|
|
2 |
|
|
|
|
|
11 |
|
Òr22• |
|
|
|
|
|
|
|
|
||
12 |
9 |
|
|
|
|
|
||
|
|
|
|
|
|
|||
Ç |
|
|
|
|
|
|
|
|
А(Увеличено) |
Б(Увеличено) |
|
|
|||||
|
|
3,2 |
11,5 |
3 |
|
|
|
|
|
|
1,5 |
|
|
|
|
|
|
|
|
Ç |
|
|
|
|
|
|
|
|
Ç6 |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
45Å |
R |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R0.5 |
|
|
|
|
|
R0.6 |
|
|
|
|
|
|
|
|
|
|
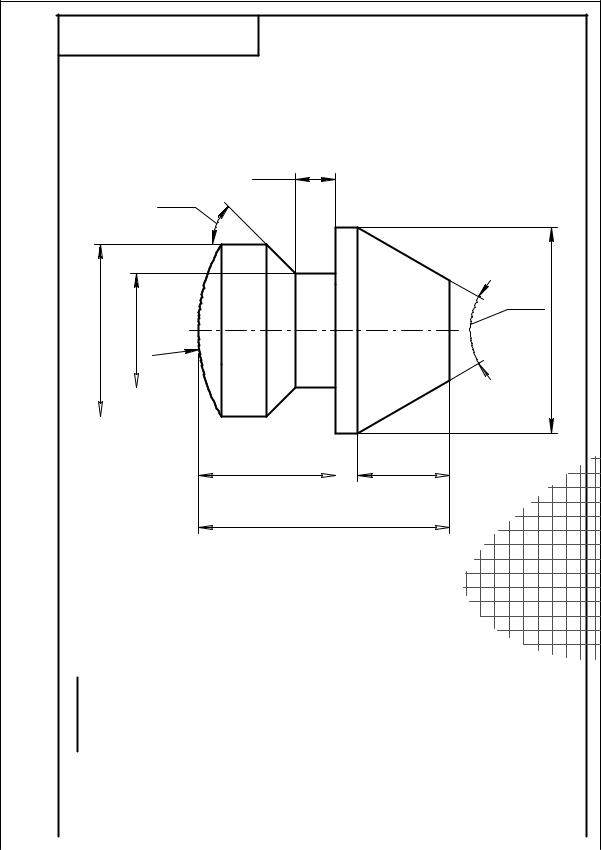
КНГиГ.04.01.03.01.01 |
|
|
|||
Èçì.Ëèñò |
¹ документа Подпись Дата |
Øòîê |
|
|
Ëèò. |
Масса |
Масштаб |
|
|
|
|
|
|
||||
Разраб. |
Иванов |
|
|
|
|
|
|
|
Проверил |
Сидоров |
|
|
|
|
|
|
|
Т.контр. |
|
|
|
|
|
Ëèñò |
Листов |
|
Н.контр. |
|
ËÑ59-1 ÃÎÑÒ 17711-93 |
ÏÃÓ, ãð.04ÒÂ-1 |
|||||
Óòâ. |
|
|
|
|
|
|
|
|
|
|
|
Рис. 4.12 |
|
|
|
|
|
|
|
|
161 |
|
|
|
|
|
.30.01.04.НГиГК02.00 |
|
|
|
|
|
|
|
||
|
|
|
|
38 |
|
|
|
|
|
|
|
3 |
|
|
Å |
|
|
|
|
|
|
0 |
0 |
|
|
|
|
||
|
|
|
Å |
3 |
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
À |
|
|
|
|
M36•2 Ç44 |
|
|
|
|
Ç13 |
|
|
|
|
|
|
|
|
|
Á |
|
|
|
|
2•45Å |
|
|
|
|
|
|
|
32 |
|
|
|
|
|
|
À |
Ç43 |
|
|
|
Б(Увеличено) |
|
||
|
|
|
|
|
7,3 |
|
|
|
|
|
|
|
|
Ç36,5 |
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
53 |
|
|
|
|
|
R1 |
|
|
|
|
46 |
|
|
|
|
|
|
|
|
|
|
|
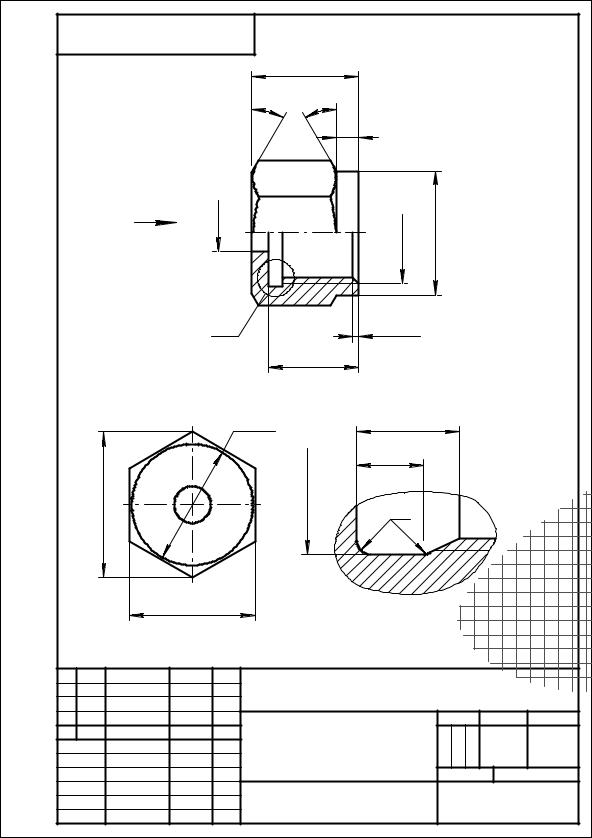
КНГиГ.04.01.03.00.02 |
|
|||||
Изм.Лист ¹ документа Подпись Дата |
|
|
|
|
|
Ëèò. |
Масса |
Масштаб |
|
Гайка накидная |
|
|
|
||||||
Разраб. |
Иванов |
|
|
|
|||||
Проверил Сидоров |
|
|
|
|
|
|
|
|
|
Т.контр. |
|
|
|
|
|
|
Ëèñò |
Листов |
|
Н.контр. |
|
ËÑ59-1 ÃÎÑÒ 17711-93 |
ÏÃÓ, ãð.04ÒÂ-1 |
||||||
Óòâ. |
|
|
|
|
|
|
|
|
|
|
|
Рис. 4.14 |
|
|
|
|
|||
|
|
|
163 |
|
|
|
|
|
|
иГНГК00.03.01.04.03. |
|
|
|
||
|
|
20 |
|
|
|
|
|
15 |
|
|
|
Ç32 |
Ç12 |
|
Ç26 |
|
|
|
|
|
3 |
|
|
|
|
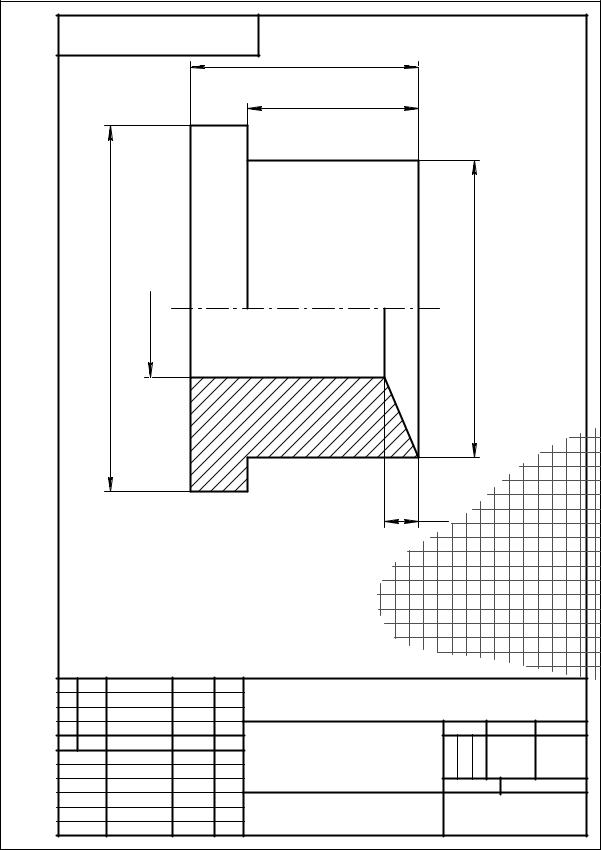
КНГиГ.04.01.03.00.03 |
|
|
|
Èçì.Ëèñò |
¹ документа Подпись Дата |
|
Ëèò. |
Масса |
Масштаб |
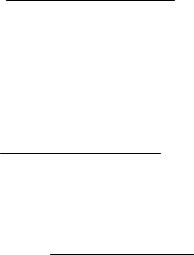
Втулка |
|
|
|
||
Разраб. |
Иванов |
|
|
|
|
Проверил |
Сидоров |
|
|
|
|
Т.контр. |
|
|
Ëèñò |
Листов |
|
Н.контр. |
|
ËÑ59-1 ÃÎÑÒ 17711-93 |
ÏÃÓ, ãð.04ÒÂ-1 |
||
Óòâ. |
|
|
|
|
|
|
|
Рис. 4.15 |
|
|
|
|
|
164 |
|
|
|

.иГНГК00.03.01.0404. |
9 |
|
|
|
|
|
|
Ç22 |
|
|
|
|
4 |
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
Ç72 |
|
|
Ç42 |
|
|
|
|
|
|
|
|
R15 |
|
|
|
|
|
5îòâ.Ç16 |
|
|
|
|
R6 |
|
|
|
1. Неуказанные литейные радиусы 1...3 мм |
|
|
||
|
2. Формовочные уклоны 3Å |
|
|
|
|
|
|
КНГиГ.04.01.03.00.04 |
|
||
Èçì.Ëèñò |
¹ документа Подпись Дата |
|
Ëèò. |
Масса |
Масштаб |
Маховик |
|
|
|
||
Разраб. |
Иванов |
|
|
|
|
Проверил |
Сидоров |
|
|
|
|
Т.контр. |
|
|
Ëèñò |
Листов |
|
Н.контр. |
|
ÀÊ12 ÃÎÑÒ 1583-93 |
ÏÃÓ, ãð.04ÒÂ-1 |
||
Óòâ. |
|
|
|
|
|
|
|
Рис. 4.16 |
|
|
|
|
|
165 |
|
|
|
иГНГК00.03.01.04.05. |
|
|
|
|
||
|
|
|
5 |
|
|
|
|
Ç26 |
Ç12 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
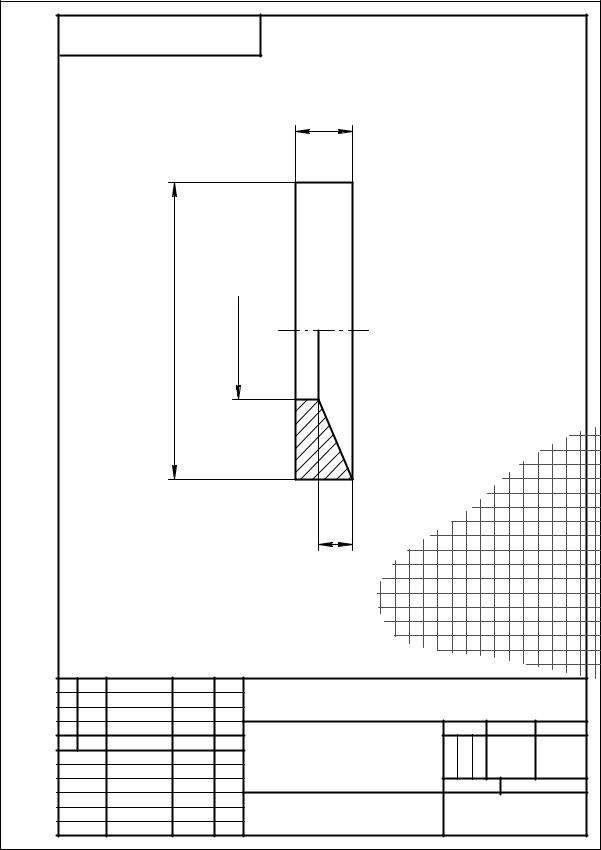
КНГиГ.04.01.03.00.05 |
|
|
|
Èçì.Ëèñò |
¹ документа Подпись Дата |
|
Ëèò. |
Масса |
Масштаб |
|
Кольцо упорное |
|
|
|
|||
Разраб. |
Иванов |
|
|
|
|
|
Проверил |
Сидоров |
|
|
|
|
|
Т.контр. |
|
|
|
Ëèñò |
Листов |
|
Н.контр. |
|
|
ËÑ59-1 ÃÎÑÒ 17711-93 |
ÏÃÓ, ãð.04ÒÂ-1 |
||
Óòâ. |
|
|
|
|
|
|
|
|
|
Рис. 4.17 |
|
|
|
|
|
|
166 |
|
|
|
Примеры условных обозначений некоторых неметаллических материалов приведены ниже.
1.Текстолит марки ПТ, толщиной 3 мм, первого сорта:
Текстолит ПТ-3, сорт I ГОСТ 5-78.
2.Гетинакс марки – 1, толщиной 12 мм:
Гетинакс 4-1, 12 ГОСТ 2718-74.
3. Фторопласт-4, сорт I
Ф-4, сорт I ГОСТ 1007-80.
4. Кожа толщиной 3 мм
Кожа 3 ГОСТ 20836-75.
5. Пресс-материал АГ-4 марки В
Пресс-материал АГ-4В ГОСТ 20437-75.
4.5. Составление и оформление сборочных чертежей
Для выполнения сборочного чертежа каждому студенту выдается индивидуальное задание в виде сборочной единицы (вентиль, кран, клапан пусковой и др.). Сборочный чертеж выполняется на листе чертежной бумаги формата А1 или А2 в соответствии с ГОСТ 2.109-73 по эскизам деталей, входящих в сборочную единицу.
К сборочному чертежу составляется спецификация на листах формата А4 согласно ГОСТ 2.108-68.
Ознакомившись с назначением сборочной единицы, принципом работы и взаимодействием всех ее частей и выполнив эскизы всех деталей, можно приступать к составлению сборочного чертежа.
Предлагается следующая последовательность выполнения сборочного чертежа вентиля:
1.Определить необходимое количество изображений.
2.Подобрать формат чертежа и его масштаб с учетом габаритных размеров изделия (сборочной единицы), нанести тонкими линиями четыре прямоугольника для расположения соответствующих видов (рис. 4.18).
3.Нанести осевые и центровые линии и контуры (можно в разрезе корпуса) с учетом установленных Государственными стандартами ус-
169