

1. Разработка схемы базирования заготовки
1.1. Понятие теоретической схемы базирования
От правильности выбора технологических баз в значительной степени зависит точность взаимного расположения обрабатываемых поверхностей, точность исходных размеров, степень сложности и конструкция приспособлений, производительность обработки.
Для обеспечения неподвижности заготовки в выбранной системе координат на нее необходимо наложить шесть двухсторонних геометрических связей (правило шести точек [ 1 ]), для создания которых необходим комплект баз, состоящий из установочной, направляющей и упорной.
На рис. 1.1 приведена теоретическая схема базирования. Базирование осуществляется непосредственным, реальным контактом опорных поверхностей детали (І, ІІ, ІІІ) с поверхностью опорных штырей приспособления по шести опорным точкам.
Установочная база – лишает заготовку трех степеней свободы – опорные точки 1, 2, 3 (рис. 1.1).
Направляющая база – лишает заготовку двух степеней свободы по опорным точкам 4, 5.
Упорная база – лишает заготовку одной степени свободы – опорной точкой 6 (рис. 1.1).
Схема базирования (по ГОСТ 21495-76) представляет собой эскиз расположения на технологических базах заготовки идеальных опорных точек, символизирующих позиционные связи заготовки с принятой системой координат.
Однако во многих случаях схему базирования заготовки удобно обозначить не на ее поверхностях, а по некоторым условным (скрытым, воображаемым) плоскостям, линиям или точкам (плоскость симметрии, осевая линия, биссектриса угла, центровая точка), называемым, в этом случае, условными или скрытыми базами.
На рис. 1.2 показана установка заготовки 7 в самоцентрирующих тисках, губки 8 и установочными элементами – призмами. Установочная явная база I (опорные точки 1, 2, 3). Направляющая скрытая база II (обозначена 4, 5) и упорная скрытая база III (обозначена 6).
4 5 6








1 2 3 1,
3 2




4 5

1 3




а)

б)
6
2
Рис. 1.1. Операционный эскиз заготовки с комплектом баз:
а) условное изображение опорной точки спереди и сзади; б) в плане
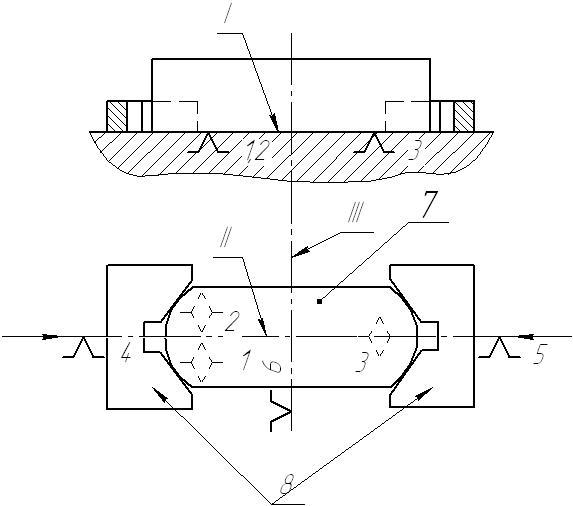
Рис. 1.2. Базирование заготовки в самоцентрирующихся тисках
Ориентация заготовки осуществляется материальными поверхностями обрабатываемой детали и подвижных призм (поз. 8), обеспечивая требуемое расположение в приспособлении плоскости симметрии заготовки (по оси симметрии призм) и других условных (скрытых) баз.
В этом случае скрытые базы II и III ничего не базируют, а только помогают создать конструкцию приспособления, реализующего выбранную схему установки.
При оформлении технологической документации на карте операционных эскизов рекомендуется обозначить не теоретическую схему базирования, а наносить обозначения опор, зажимов и установочных устройств в соответствии с ГОСТ 3.1107-81 (Приложение А).
Д


 опускается
упрощенное обозначение базирования на
операционных эскизах простановкой
символа на базовых установочных
поверхностях заготовки. Следует отметить,
что на ведущих машиностроительных
предприятиях и в авиационном
двигателестроении предпочтительно
применяется упрощенное обозначение
баз в технологической документации. В
Приложении А-1 приведены примеры
конструктивной реализации и обозначения
на технологических эскизах схем
базирования операций, выполняемых на
токарных и расточных операциях.
опускается
упрощенное обозначение базирования на
операционных эскизах простановкой
символа на базовых установочных
поверхностях заготовки. Следует отметить,
что на ведущих машиностроительных
предприятиях и в авиационном
двигателестроении предпочтительно
применяется упрощенное обозначение
баз в технологической документации. В
Приложении А-1 приведены примеры
конструктивной реализации и обозначения
на технологических эскизах схем
базирования операций, выполняемых на
токарных и расточных операциях.
Очевидно, что конструктору станочных приспособлений понимание и осмысливание теоретической схемы базирования существенно облегчает выбор варианта конструкции установочных элементов и устройств и разработку компоновки приспособления.