

5.3. Задачи для самостоятельного решения
Типовое условие задач 5.1 – 5.15.
Заданы эскизы обработки заготовки и станочного приспособления. В случае необходимости назначить размеры установочных элементов, размеры и допуски расположения основных элементов приспособления, выбрать схему наладки и назначить параметры точности оборудования (биение шпинделя, допуск позиционирование инструмента).
ЗАДАЧА № 5.1
ЗАДАЧА № 5.2.

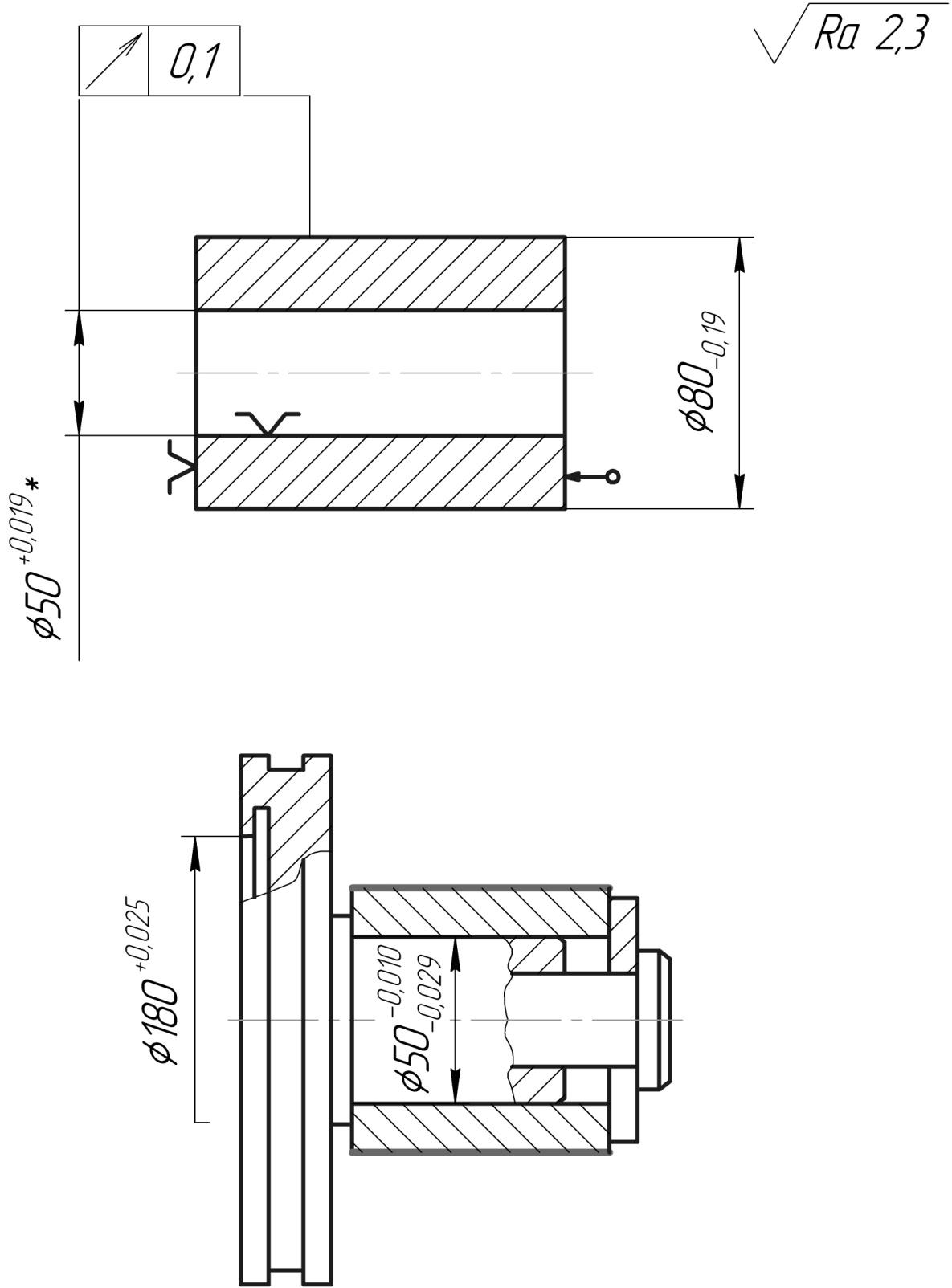
ЗАДАЧА № 5.3
ЗАДАЧА № 5.4
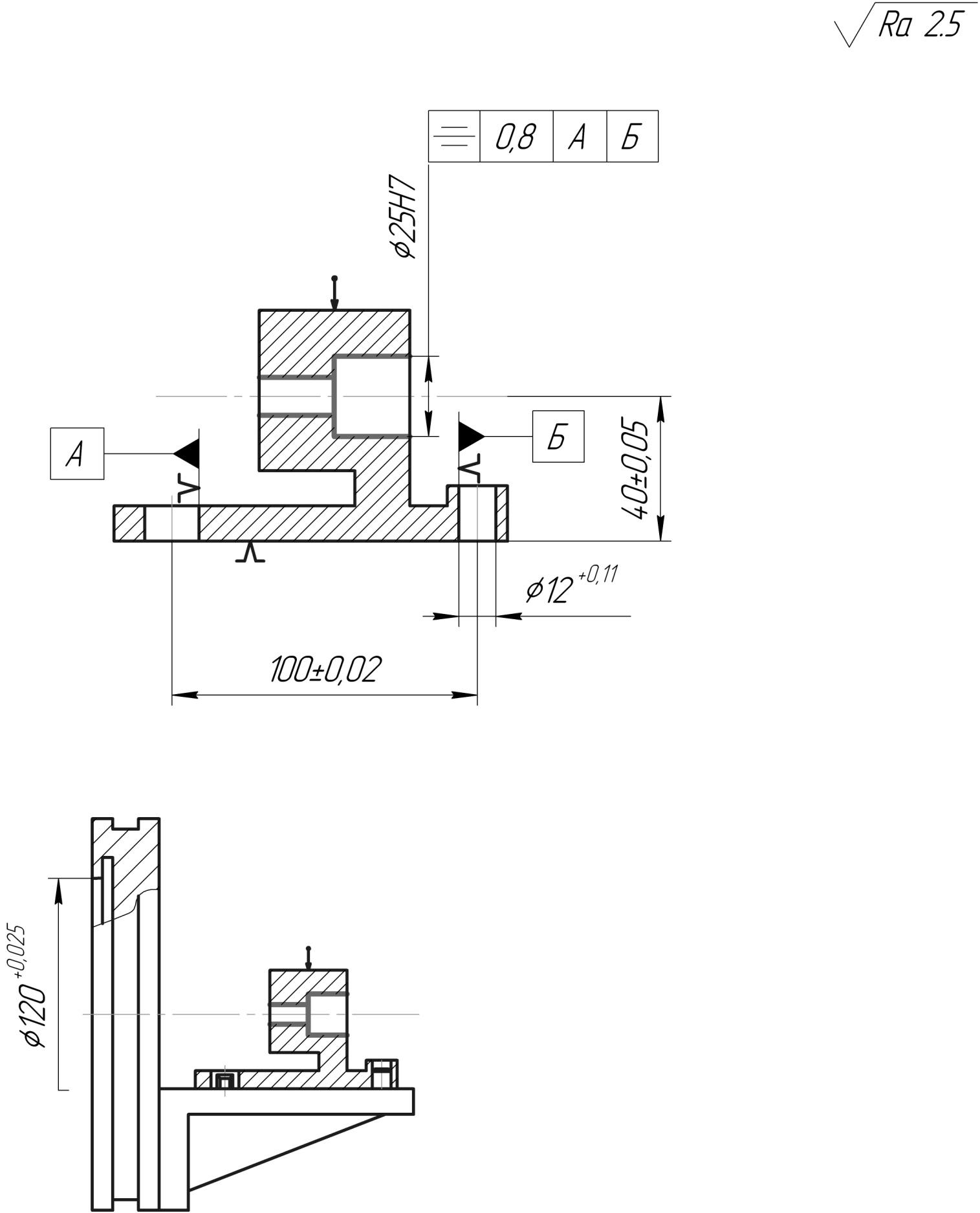
ЗАДАЧА № 5.5
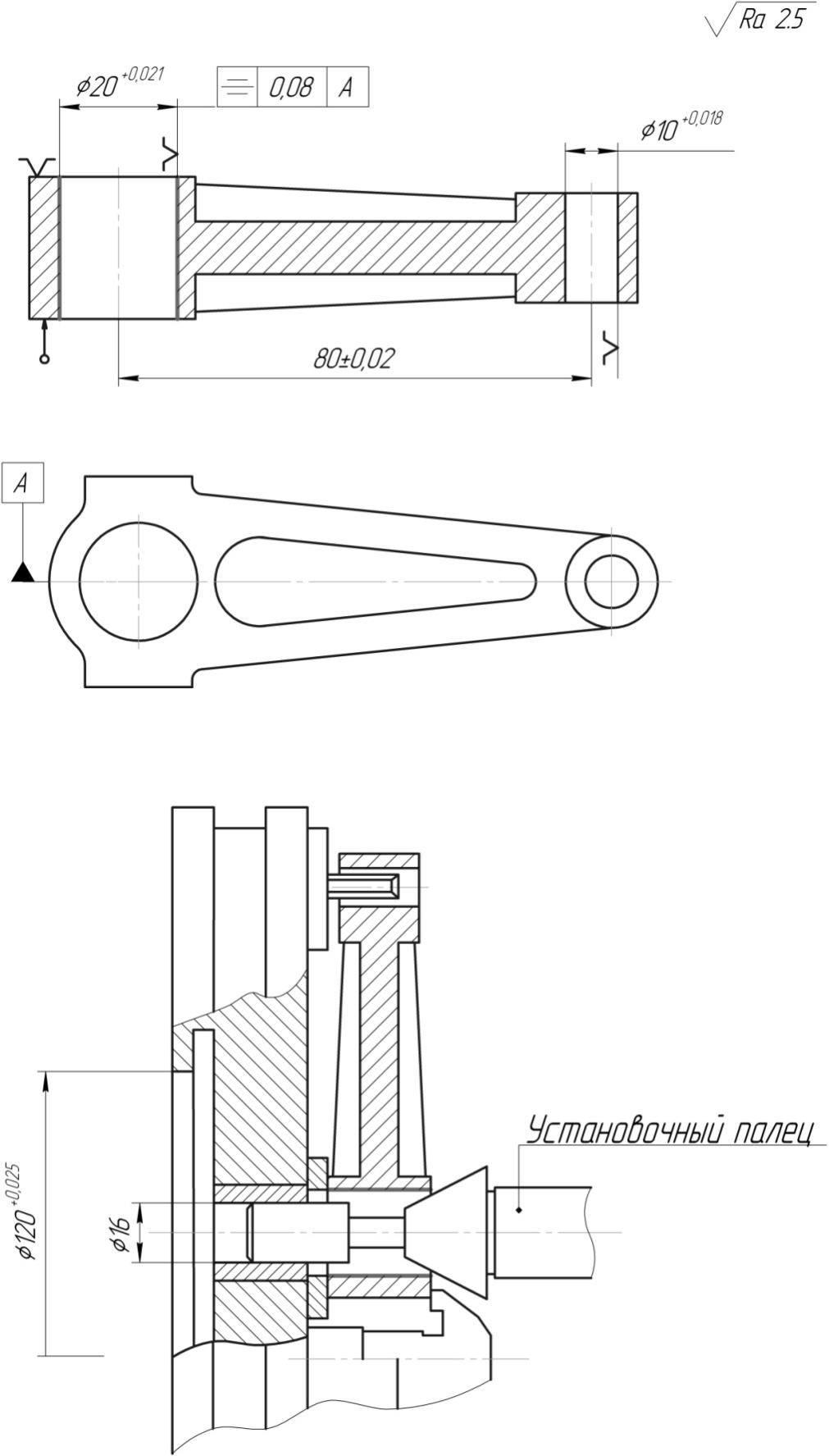
ЗАДАЧА 5.6

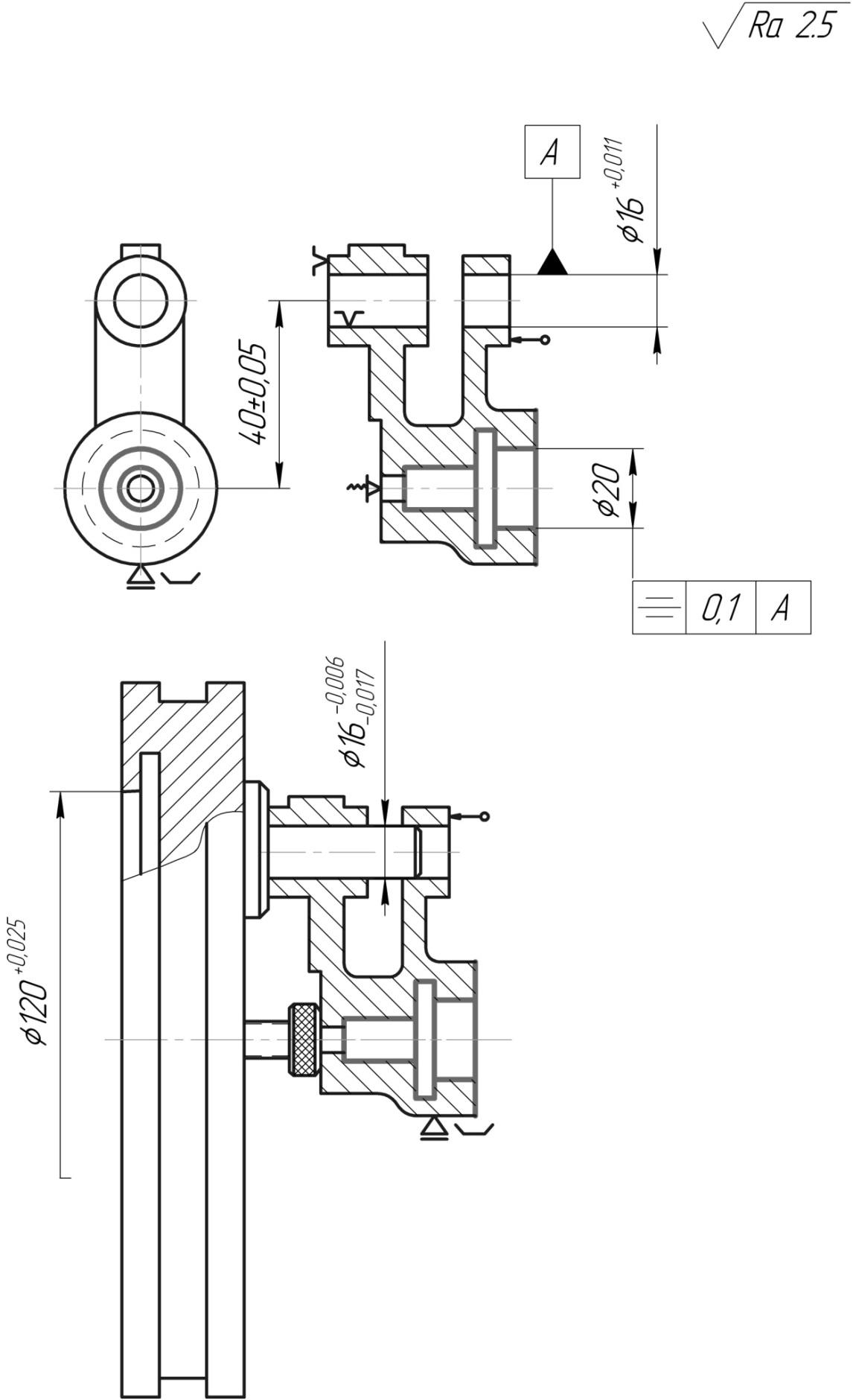
ЗАДАЧА 5.7

ЗАДАЧА 5.8

ЗАДАЧА 5.9

ЗАДАЧА5.10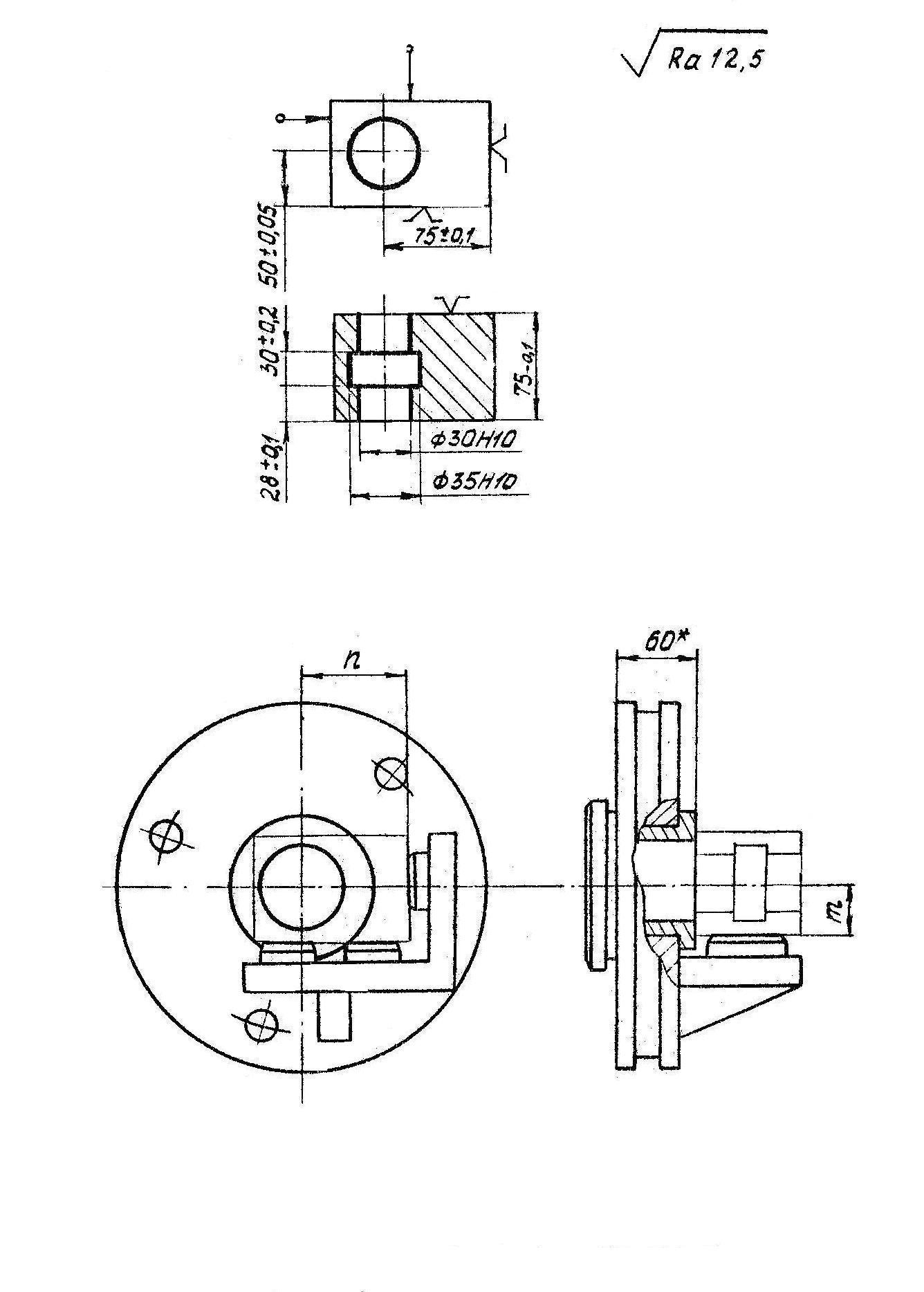
ЗАДАЧА 5.11

ЗАДАЧА 5.12
ЗАДАЧА 5.13

ЗАДАЧА 5.14

ЗАДАЧА 5.15

ЗАДАЧА 5.16
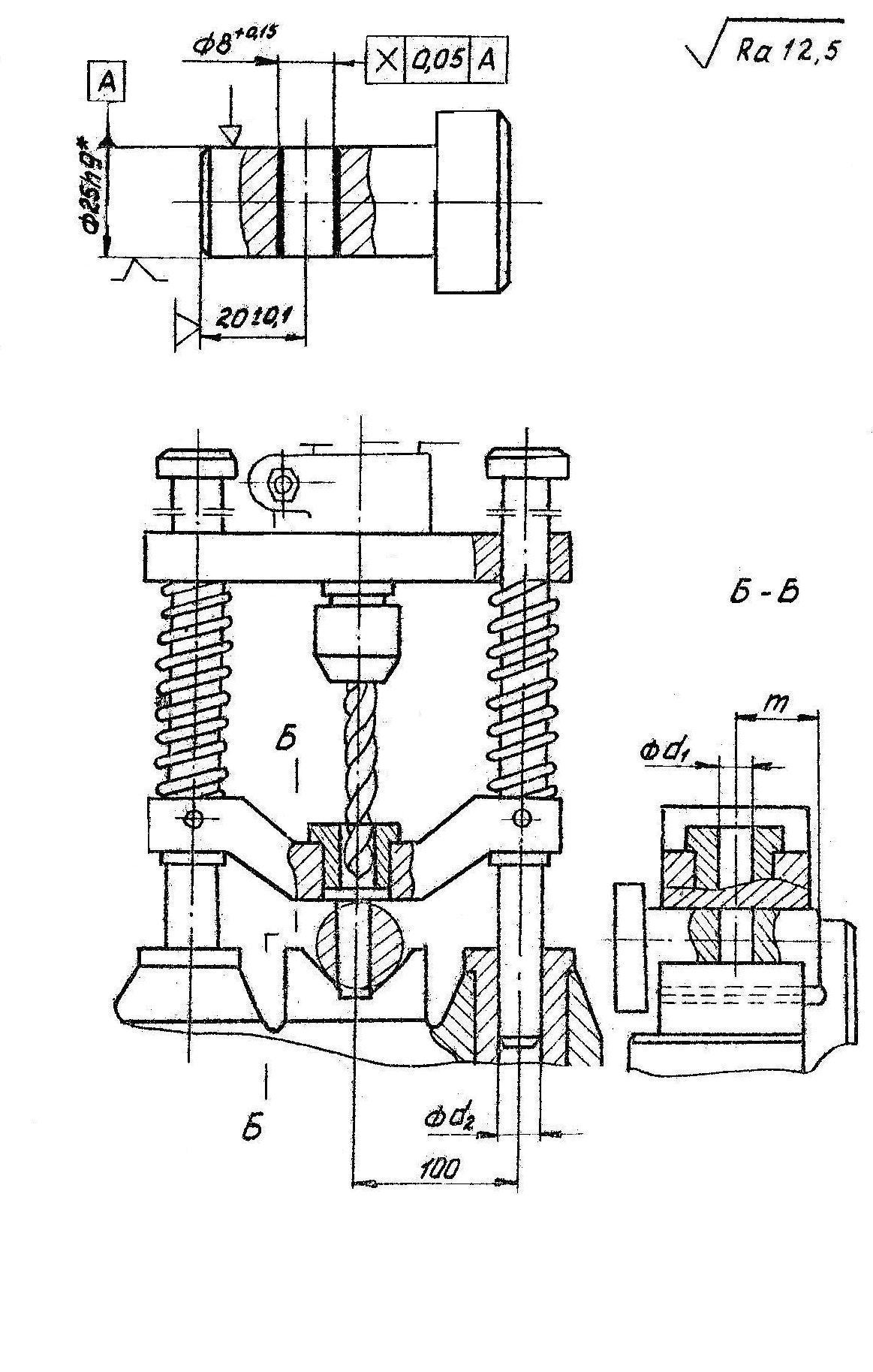
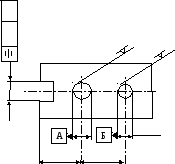
Операция фрезерования паза выполняется на многостаночном приспособлении на горизонтально-фрезерном станке трехсторонней дисковой фрезой. Настройка инструмента производится с помощью установа.
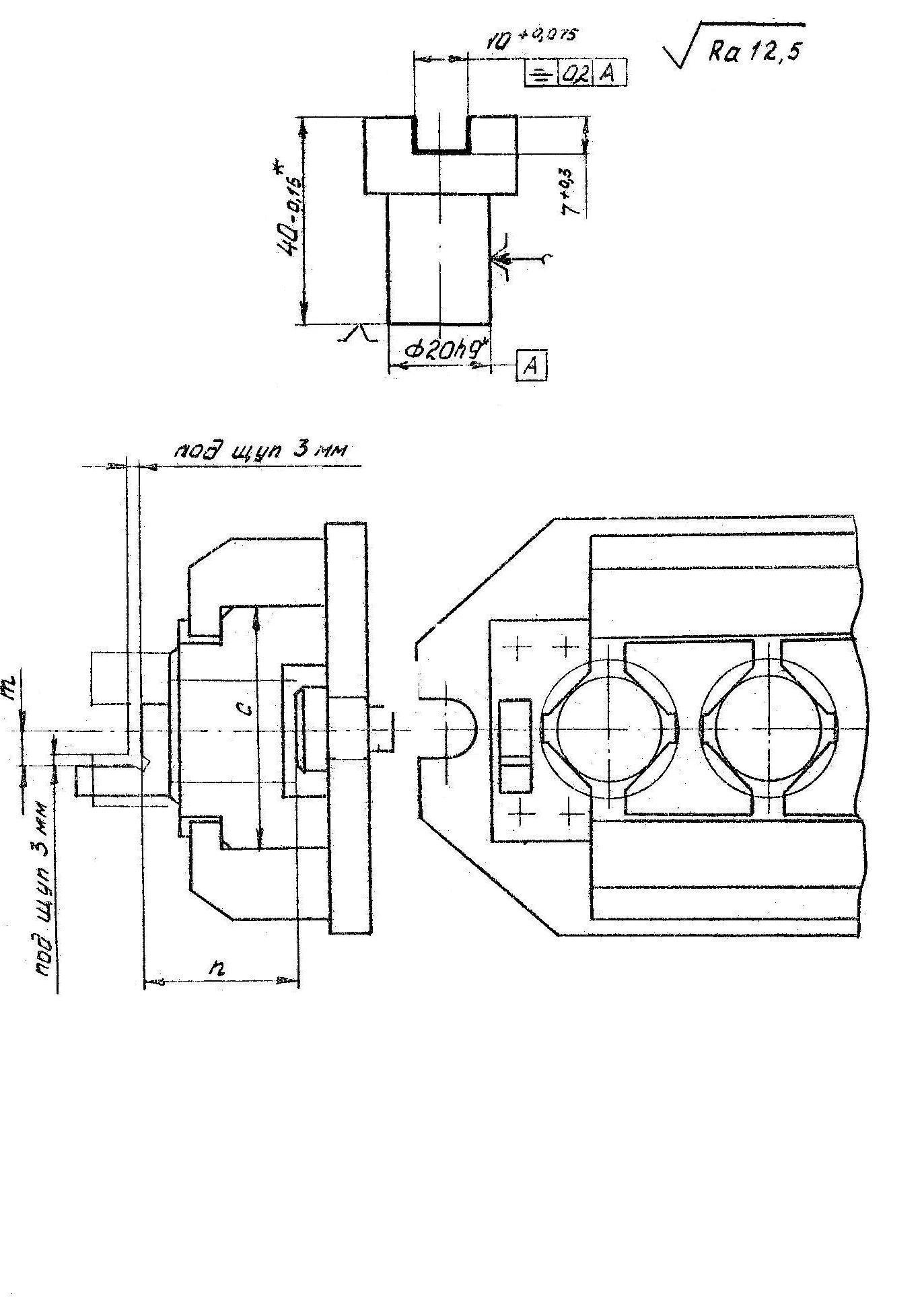
ЗАДАЧА 5.17

Операция фрезерования паза выполняется на многостаночном приспособлении на горизонтально-фрезерном станке трехсторонней дисковой фрезой. Настройка инструмента производится с помощью установа.
ЗАДАЧА 5.18
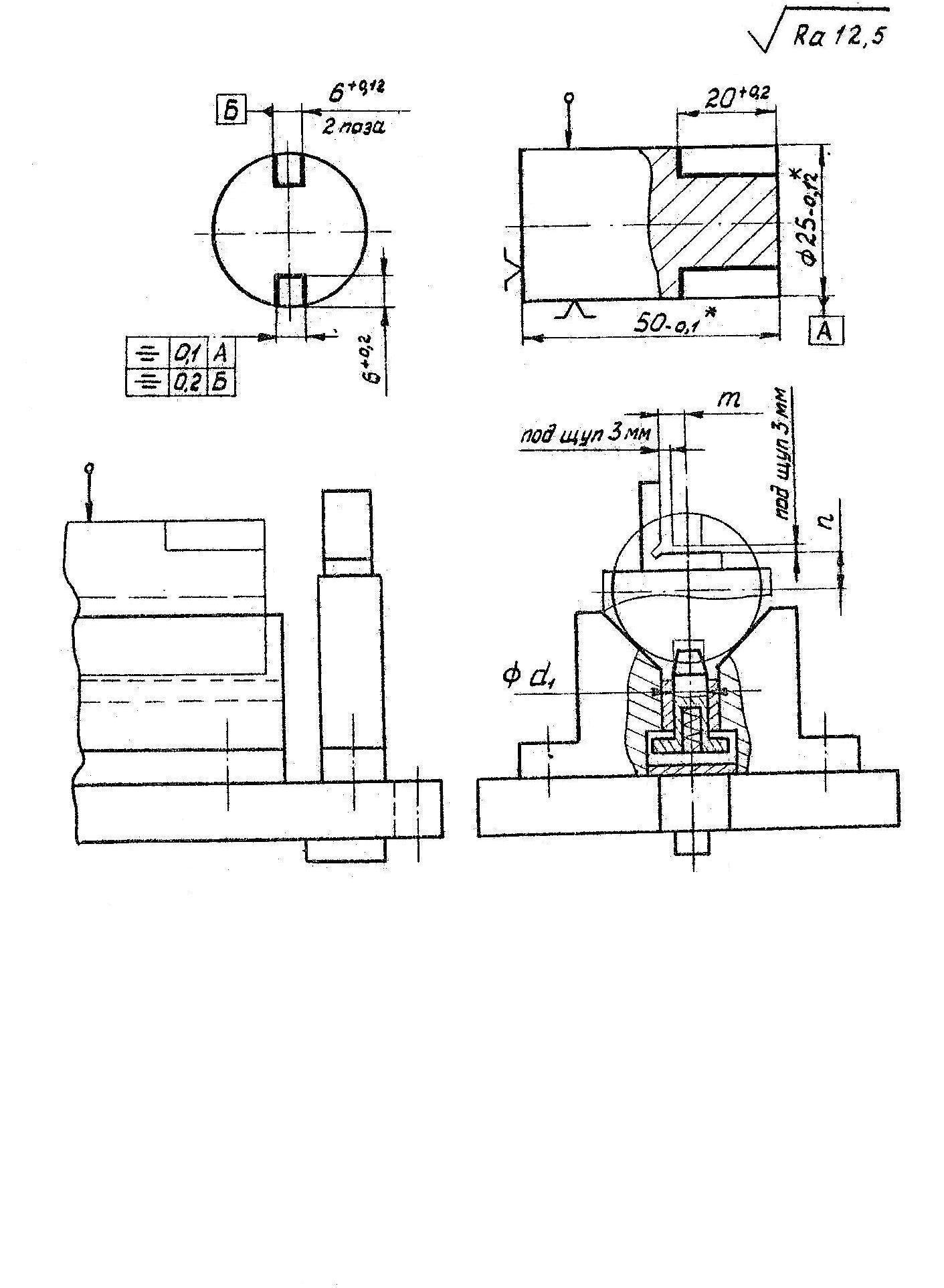
Операция фрезерования двух пазов выполняется концевой фрезой на вертикально-фрезерном станке. Настройка инструмента производится с помощью установа.
ЗАДАЧА 5.19

Операция фрезерования четырех пазов выполняется на вертикально-фрезерном станке с ЧПУ концевой фрезой.
ЗАДАЧА 5.20

Операция фрезерования двадцати пазов выполняется на фрезерном станке с ЧПУ трехсторонней фрезой.
ЗАДАЧА 5.21
Операция долбления 40 зубьев у заготовки выполняется на зубодолбежном станке. Долбяк дисковый, модуль m = 2,5, число зубьев долбяка z = 40.
ЗАДАЧА 5.22

Операция сверления 4 отверстий выполняется на вертикально-сверлильном станке.
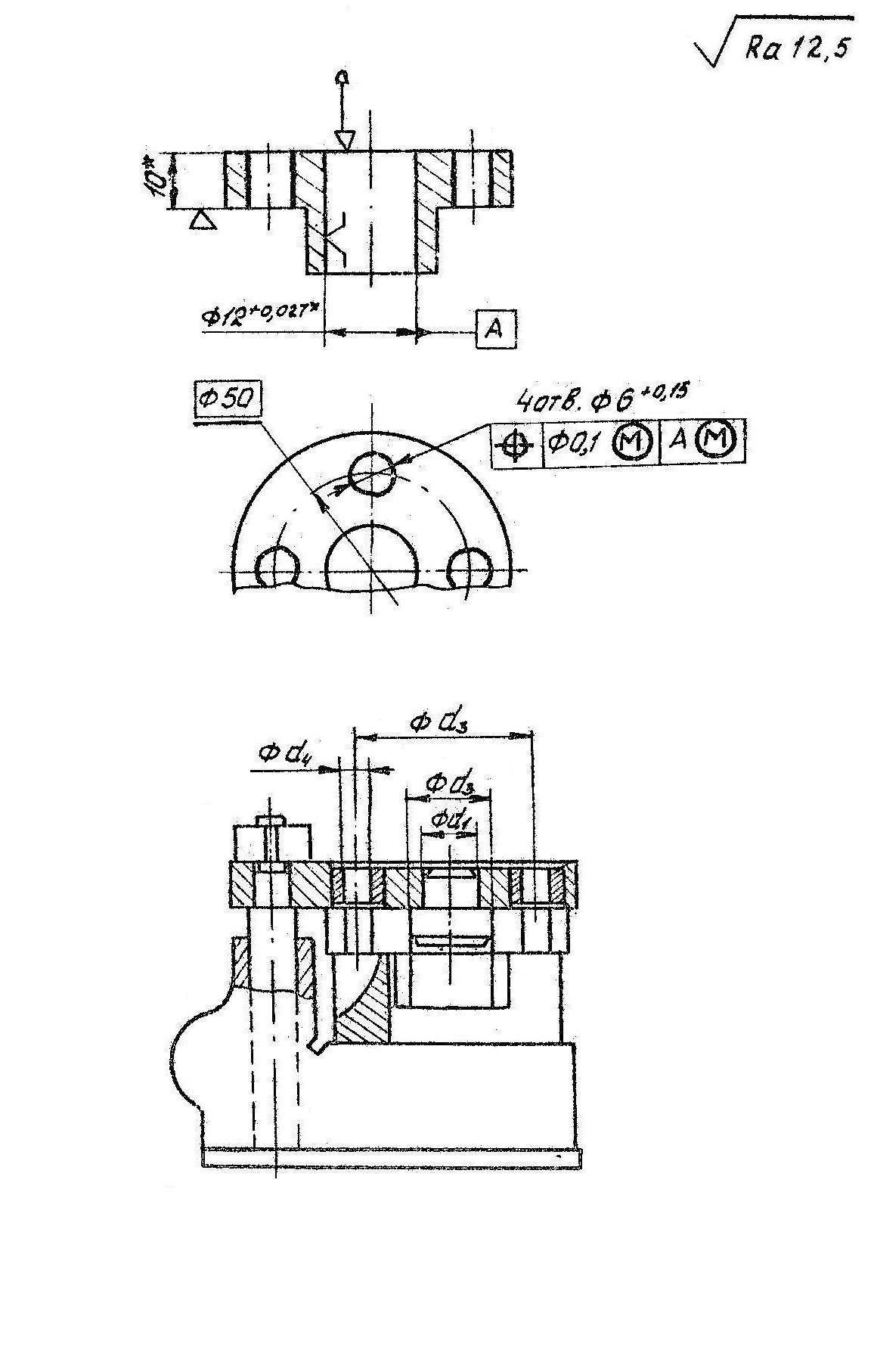
ЗАДАЧА 5.23

Операция сверления 6 отверстий выполняется на приспособлении с делительным устройствам на вертикально-сверлильном станке.
ЗАДАЧА 5.24
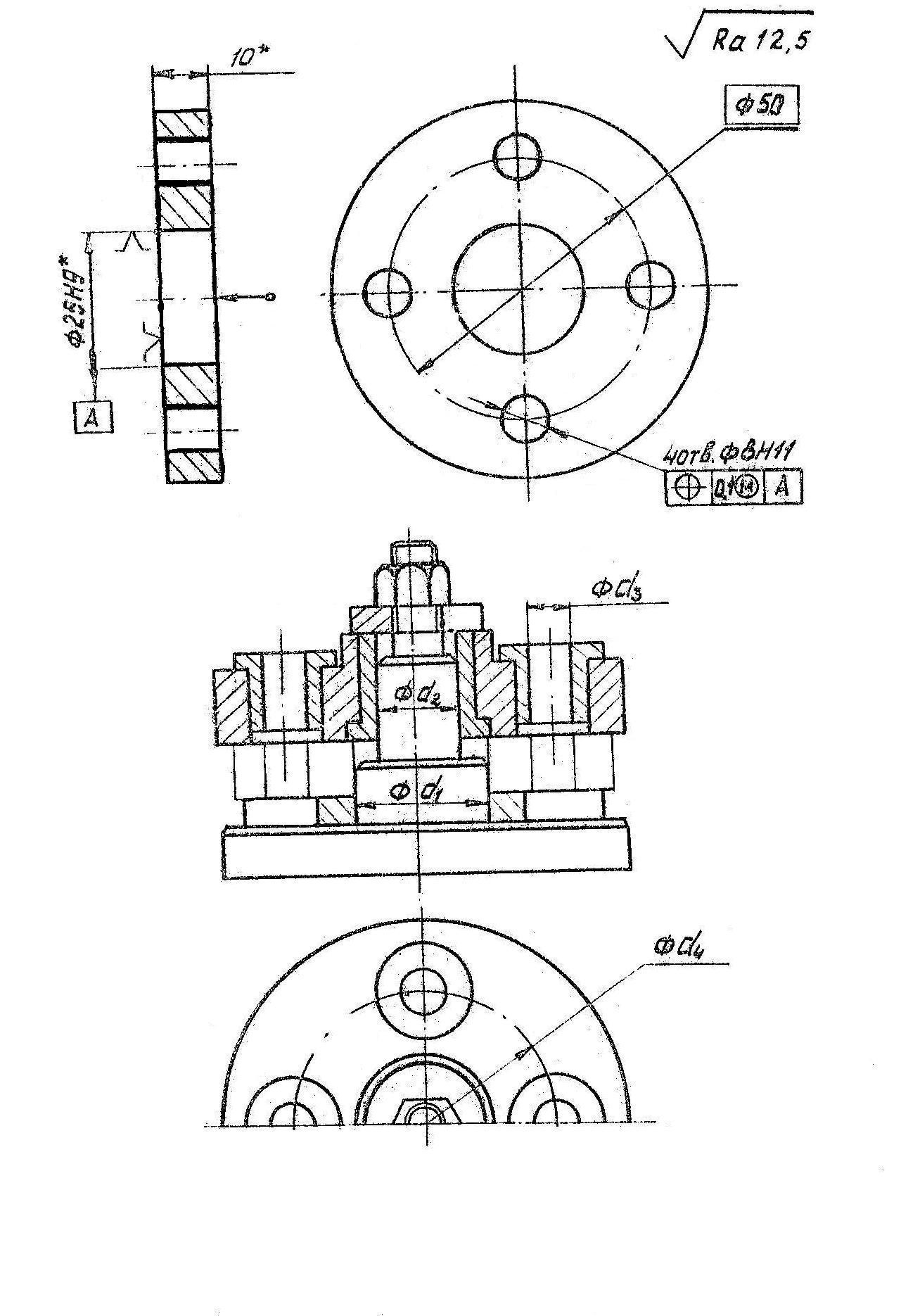
Операция сверления 4 отверстий выполняется на вертикально-сверлильном станке.
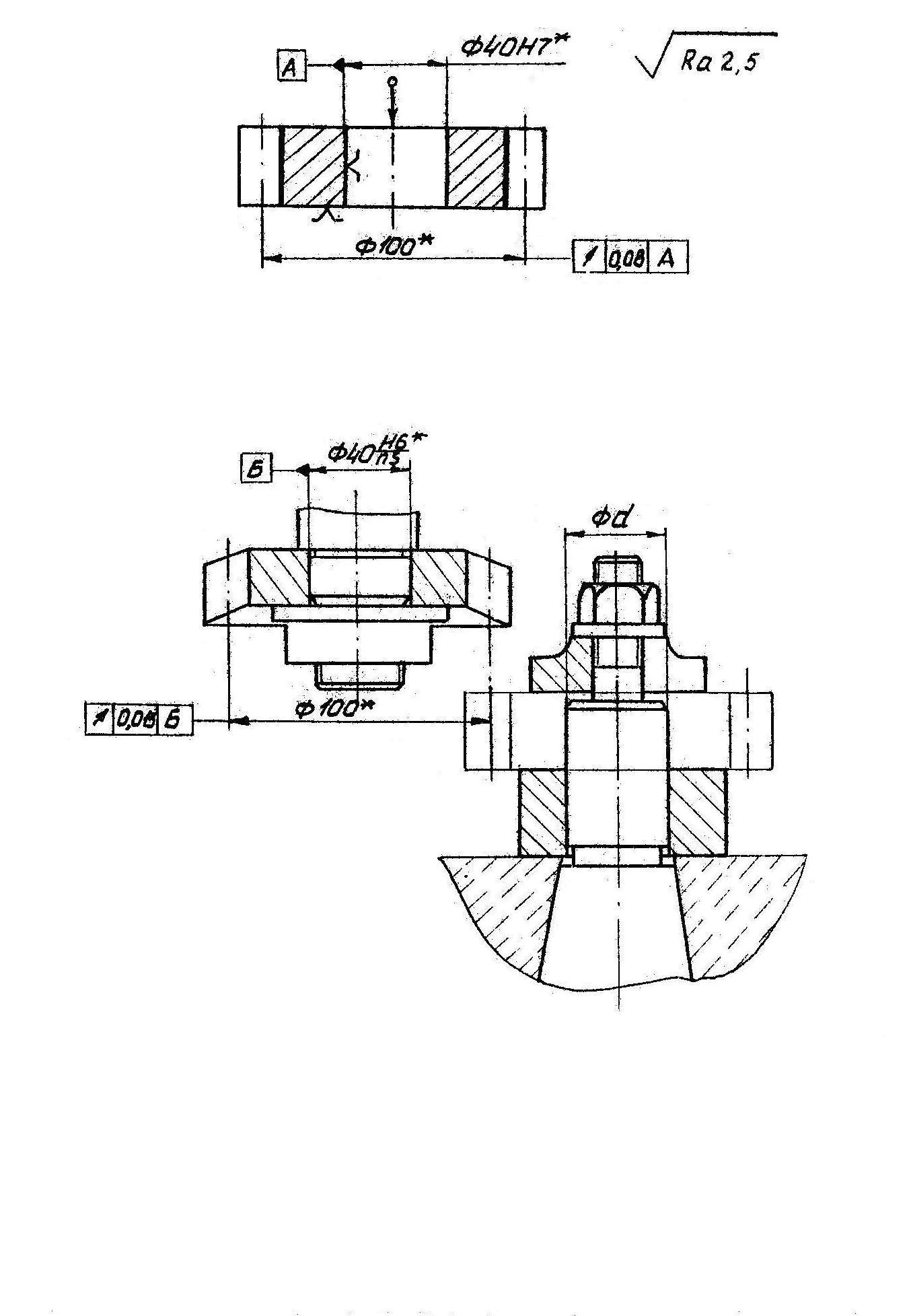
ЗАДАЧА 5.25

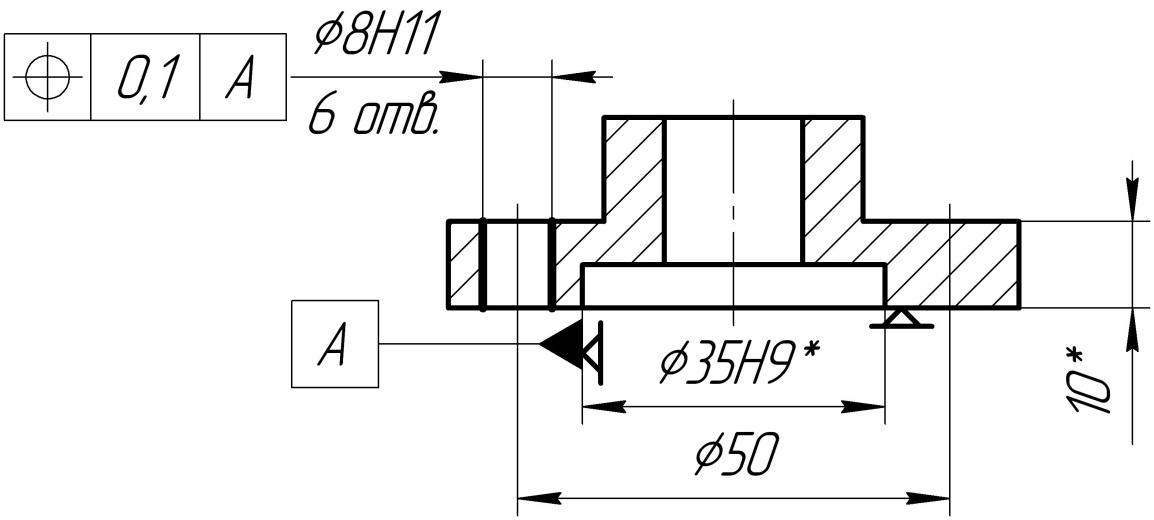
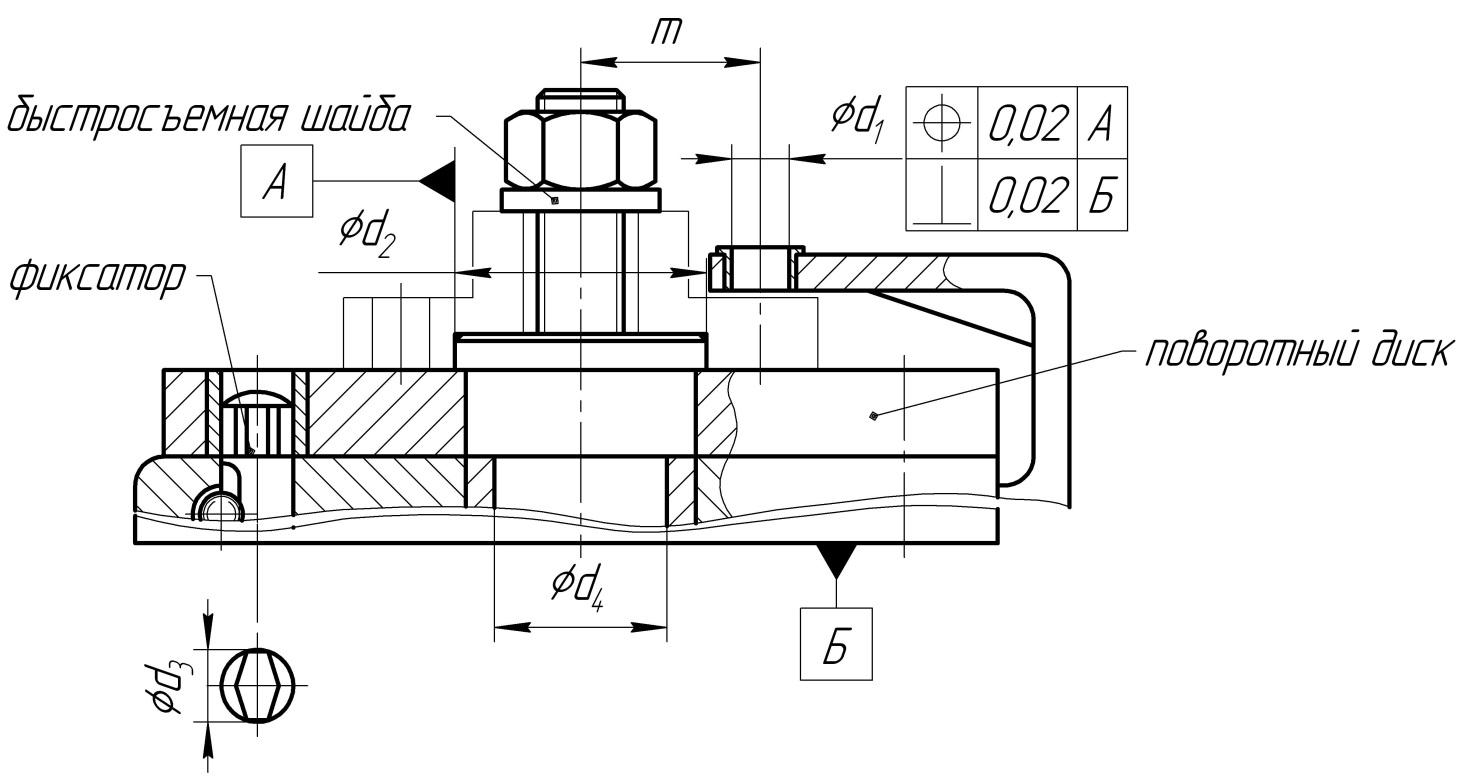
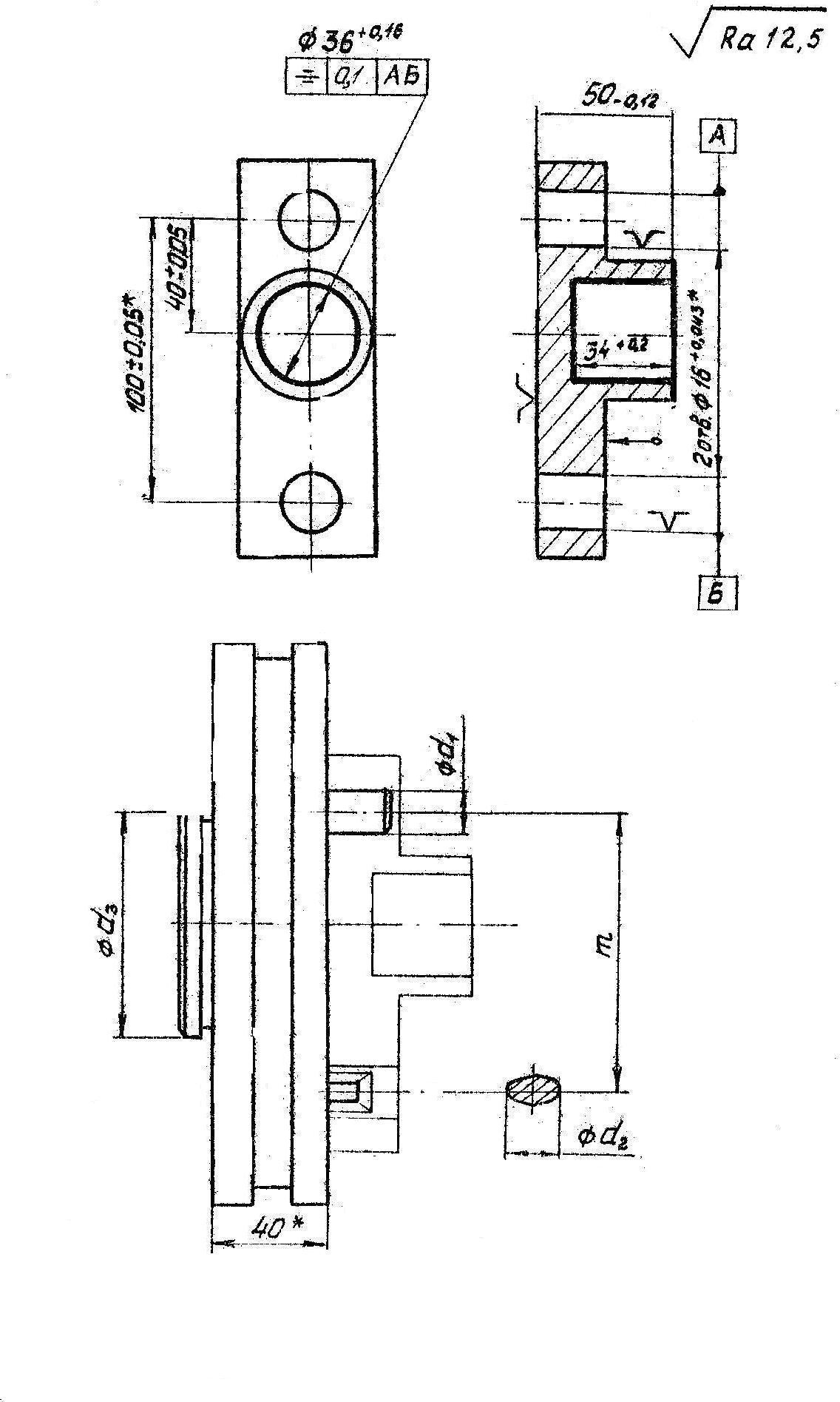
Операция обработки отверстия выполняется на вертикально-сверлильном станке.
ЗАДАЧА 5.26

Операция сверления отверстия выполняется на вертикально-сверлильном станке.
ЗАДАЧА 5.27
Операция сверления отверстия выполняется на вертикально-сверлильном станке.
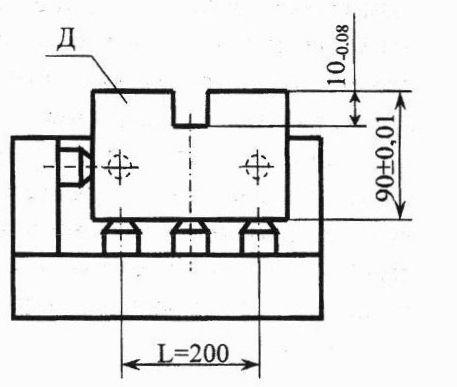
ЗАДАЧА 5.28

Операция обработки отверстия выполняется на вертикально-сверлильном станке.
ЗАДАЧА 5.29
Операция сверления 4 отверстий выполняется на вертикально-сверлильном станке.
ЗАДАЧА 5.30

Операция обработки 6 отверстий выполняется на вертикально-сверлильном станке.
ЗАДАЧА 5.31
Операция обработки отверстия выполняется на вертикально-сверлильном станке.
ЗАДАЧА № 5.32
Установить
возможность получения размера 55-0,15
у всех деталей партии при фрезеровании
лыски и установке деталей в призме.
Принять погрешность
закрепления равной 0,03 мм, погрешность
настройки технологической системы
0,02 мм.
ЗАДАЧА № 5.33
В каких пределах
следует ожидать колебания размера 5
у деталей при фрезеровании лыски и
установке деталей в призме.
Принять погрешность
настройки технологической системы
равной 0,01 мм, износ в направлении,
нормальном к рабочим поверхностям
призмы, 0,03 мм.

ЗАДАЧА № 5.34
Можно
ли гарантировать выполнение размера
15-0,05
у всех деталей партии при установке
детали в призме на операции фрезерования
лыски? Считать,
что на выполняемый параметр оказывает
влияние только погрешность базирования
детали.
ЗАДАЧА № 5.35
На детали,
установленной в призме, фрезой выполняется
паз. Ось вала должна находиться в
плоскости симметрии паза.
В каких пределах
будет иметь место несовпадение оси
вала с плоскостью симметрии паза, если
погрешность настройки технологической
системы на выполняемый параметр 0,02 мм,
погрешность закрепления 0,01 мм.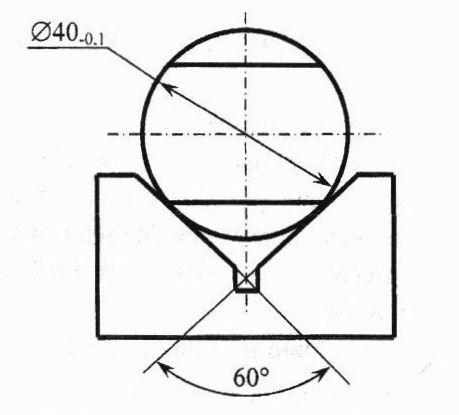
ЗАДАЧА № 5.36
На детали типа
трубы набором фрез обрабатываются
лыски. Ось отверстия должна находиться
в плоскости симметрии лысок.
Определить величину
несовпадения оси с плоскостью симметрии
лысок, если эксцент-риситет трубы равен
7 мкм, погрешность настройки техно-логической
системы 5 мкм.
ЗАДАЧА № 5.37
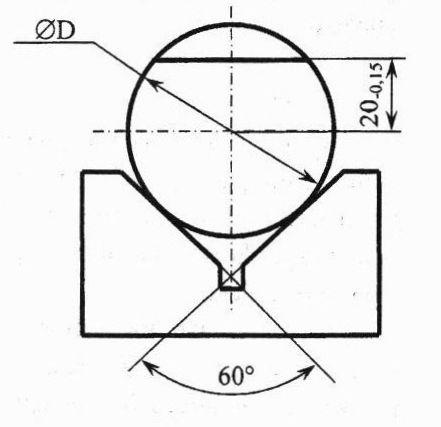
При каком наибольшем
допуске на диаметр D
детали у всех деталей обрабатываемой
партии размер 20-0,15
будет выдержан? Считать, что на
выдерживаемый размер оказывает влияние
только погрешность базирования детали
в призме. Изменится ли ситуация при
использовании призмы с углом 90°?
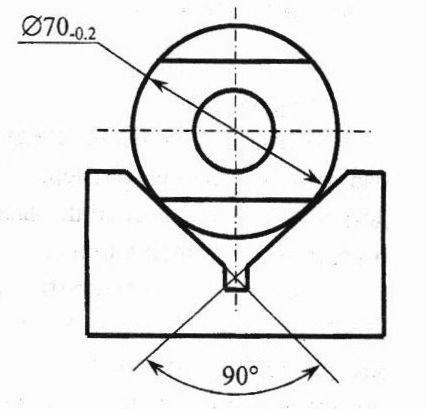
ЗАДАЧА № 5.38 Можно
ли обеспечить у всех деталей обрабатываемой
партии при фрезеровании лыски с
установкой деталей в призме размер
8-0,3?
Погрешность настройки технологической
системы равна 0,05 мм. Изменится
ли ситуация при использовании призмы
с углом60°?
ЗАДАЧА № 5.39
Определить
максимально возможную величину смещения
оси отверстия, по отношению к оси детали,
при установке заготовки в призме на
операции сверления.
Износ в направлении,
нор-мальном к рабочим поверхнос-тям
призмы, 0,004 мм, погреш-ность настройки
0,01 мм. Изме-нится ли ситуация при
использо-вании призмы с углом 60°?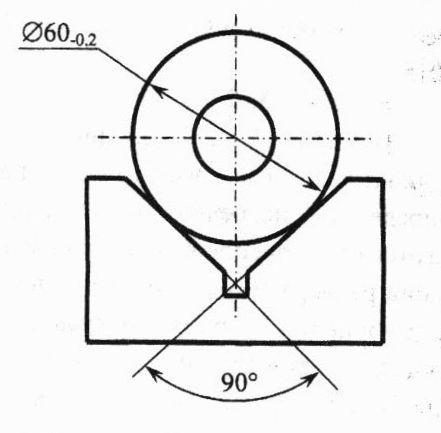
ЗАДАЧА № 5.40
При каком наибольшем
допуске на диаметр D
можно у всех деталей партии выдержать
размер от оси отверстия до лыски.
Детали базируются
по наружной цилиндрической по-верхности
в призме. Несовпаде-ние осей отверстия
и наружной цилиндрической поверхности
0,008 мм. Погрешность настрой-ки 0,02 мм.
Угол призмы 60°.

ЗАДАЧА № 5.41
В детали D,
установленной в координатный угол,
фрезеруется паз. Определить погрешность
установки заготовки в приспособлении
в направлении размера 12-0,05,
соответствующего глубине получаемого
паза. Оценить возможность его получения
с заданной точностью, если погрешность
закрепления равна 0,006 мм, погрешность
износа установочных элементов 0,015 мм.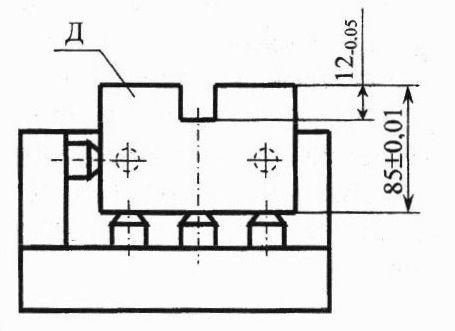
ЗАДАЧА № 5.42
В детали D
, установленной в координатный угол,
фрезеруется паз. Определить погрешность
установки заготовки в приспособлении
в направлении размера 10-0,08,
соответст-вующего глубине паза. Принять
погрешность износа установоч-ных
элементов 0,005 мм, непараллельность
плоскости установочных элементов по
отношению к плоскости стола станка
0,02 мм на участке L
.
ЗАДАЧА № 5.43
В детали D
, установленной в координатный угол,
фрезеруется паз. Определить возможность
получения размера 40-0,06
. Принять погрешность износа установочных
элементов 0,005 мм. Для направления фрезы
используется установ и щуп, допуск на
размещение установа 0,01 мм; допуск на
изготовление щупа 0,008 мм, погрешность
настройки инструмента 0,002 мм.
ЗАДАЧА № 5.44
В детали D
, установленной в координатный угол,
фрезеруется паз по размеру А.
Настройка на размер выполняется по
установу с использованием щупа толщиной
0,2+0,002
мм. Определить настро-ечный размер В
и допуск на него, если известно, что
погрешность закрепления равна 0,003 мм,
погрешность износа устано-вочных
элементов 0,015 мм.
ЗАДАЧА № 5.45
В детали D
, установленной по отверстию в корпусе
приспособле-ния, фрезеруется паз.
Определить погрешность установки
заготовки в приспособлении в направлении
выдерживаемого размера 8-0,04,
соот-ветствующего глубине получаемого
паза. Погрешность износа установо-чного
элемента 0,015 мм, погреш-ность настройки
инструмента 0,002 мм.
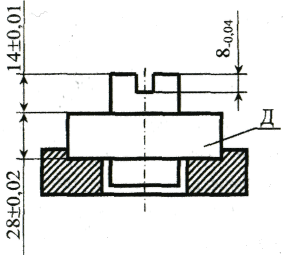
ЗАДАЧА № 5.46
В детали D,
установленной по отверстию в корпусе
приспособления, фрезеруется паз.
Определить погрешность установки с
точки зрения совмещения оси паза и оси
поверхности Ød.
Установить возможность выполнения
операции при допуске 0,05 мм.
Погрешность износа
посадочного отверстия корпуса 0,004 мм,
погрешность смеще-ния инструмента
0,002 мм, погрешность метода обработки
0,008 мм, погрешность настрой-ки 0,01 мм,
эксцентриситет детали 0,02 мм.
ЗАДАЧА № 5.47 Для
фрезерования лыски заготовка
устанавливается по отверстиям на два
пальца – ром-бический 1 и цилиндрический
2. Установить
возможность получения размера 70-0,04
у всех деталей партии, если погрешность
метода обработки 0,01 мм, погрешность
настройки 0,006 мм, погрешность износа
пальцев 0,002 мм, погрешность установки
пальцев в приспособлении 0,005 мм.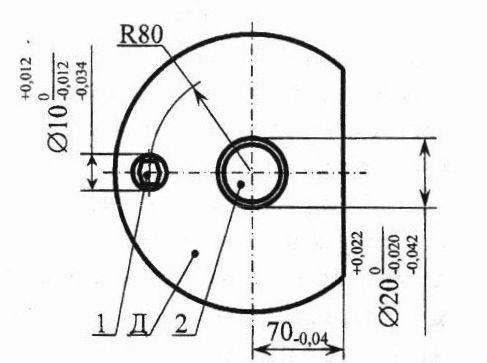
2 – цилиндрический палец,
Д – деталь
ЗАДАЧА № 5.48
Для фрезерования
лыски по размеру А заготовка
устанавливается по отверстиям на два
пальца – ромбический 1 и цилиндрический
2.
Определить поле
рассеяния размера А, если погрешность
износа пальцев 0,008 мм, погрешность
установки пальцев в приспособлении
0,01 мм.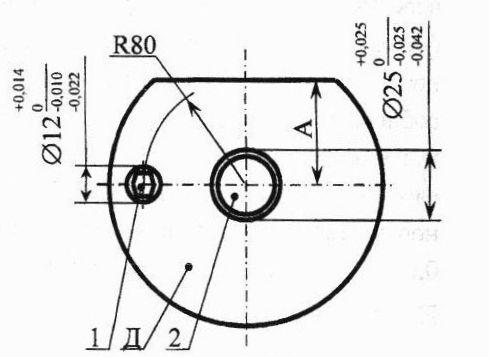
1 – ромбический палец,
2 – цилиндрический палец,
Д – деталь
ЗАДАЧА № 5.49
Для фрезерования
лыски заготовка устанавливается по
отверстиям на два пальца – ром-бический
1 и цилиндрический 2.
Можно ли в данном
приспособлении обеспечить требование
перпендикулярности лыски к оси симметрии
заготовки? В расчетах учесть только
погрешность базирова-ния. Наружный
диаметр заготовки Ø 200-0,4.
2 – цилиндрический палец,
Д – деталь
ЗАДАЧА № 5.50
Определить поле
рассеяния размера 30 при фрезеровании
лыски на детали типа трубы. Труба
устанавливается на разжимной центрирующей
оправке. Эксцентриситет детали 0,02 мм,
погрешность настройки технологической
системы на выполняемый размер 0,005 мм.
Размер 30 задан от центра наружной
поверхности трубы.

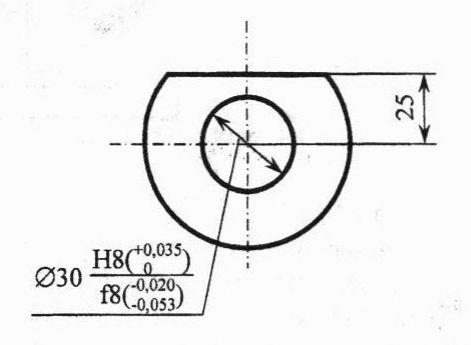
ЗАДАЧА № 5.51
Определить поле
рассеяния размера 25, заданного от оси
наружной поверхности трубы до лыски,
при базировании трубы на жесткой оправке
с зазором на операции фрезерования
лыски.
Погрешность
настройки технологической системы на
выполняемый размер 0,02 мм, эксцентриситет
трубы 0,01 мм.
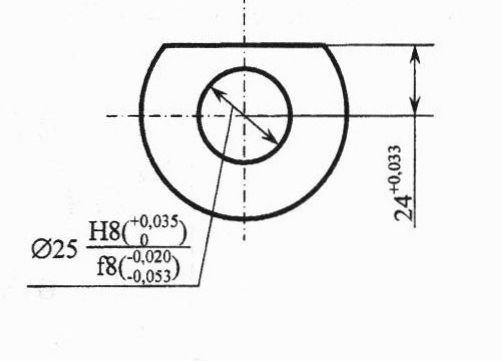
ЗАДАЧА № 5.52
Можно ли гарантировать
выполнение на настроенном оборудовании
у всей партии деталей размера 24+0,033,
заданного от оси наружной поверхности
до лыски. Деталь устанавливается по
отверстию на жесткую оправку с зазором.
Погрешность настройки техно-логической
системы 0,03 мм, эксцентриситет трубы
0,01 мм.
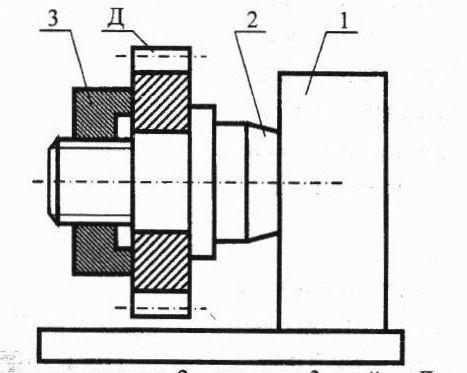
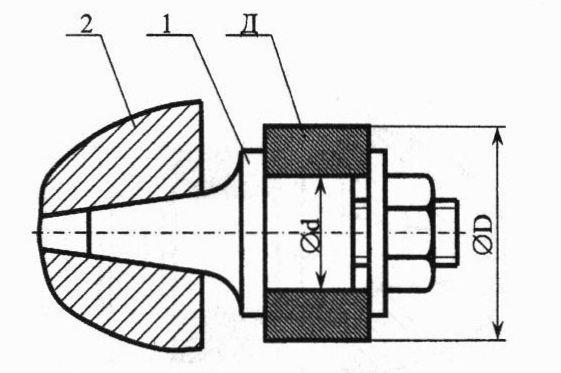
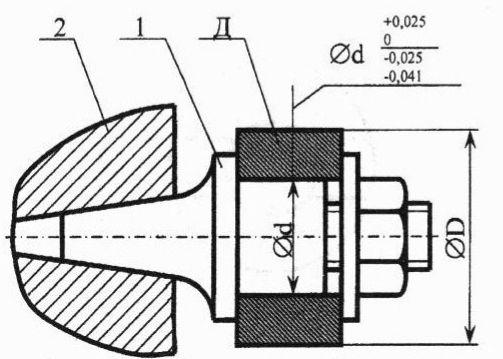
ЗАДАЧА № 5.53
Нарезание зубьев шестерни осуществляется методом копирования с использованием делительной головки и консольной оправки, установленной в коническом отверстии головки. Можно ли обеспечить несовпадение оси делительной окружности с осью отверстия шестерни в пределах 0,08 мм, если несовпадение осей основной и вспомогательной баз оправки 0,015 мм, биение конического отверстия шпинделя относительно оси его вращения 0,04 мм. Диаметр отверстия шестерни 38+0,016, оправки – 38-0,016.
1 – делительная
головка,
2 – оправка,
3 – гайка, Д–
деталь
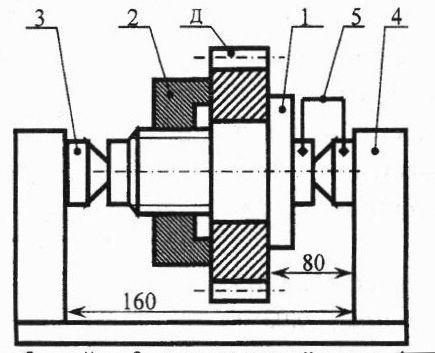
ЗАДАЧА № 5.54
Нарезание зубьев шестерни осуществляется методом копирования с использованием делительной головки и оправки, установленной в центрах. Определить наибольшую величину несовпадения оси делительной окружности с осью отверстия шестерни, если несовпадение оси конического отверстия шпинделя с осью его вращения 0,01 мм, биение вспомогательной базы центра, установленного в отверстие шпинделя делительной головки, относительно его основной 0,07 мм. Диаметр отверстия шестерни 52+0,030, диаметр оправки 52-0,019.
Д – деталь,1 –
оправка, 2 – гайка,
3 – неподвижный
центр,
4 – делительная
головка, 5 – хомутик, связывающий оправку
с центром
ЗАДАЧА № 5.55
У детали Д, установленной на оправке, обрабатывается поверхность ØD. Рассчитать наибольшую допустимую величину зазора в сопряжении Ød, при котором гарантировано получение у всех деталей величины несовпадения осей наружной поверхности и отверстия в пределах 0,05 мм. Принять несовпадение оси отверстия шпинделя и оси его вращения 0,012 мм, несовпадение осей конической и цилиндрической поверхностей оправки 0,01 мм.
1 – оправка, 2 – шпиндель, Д– деталь
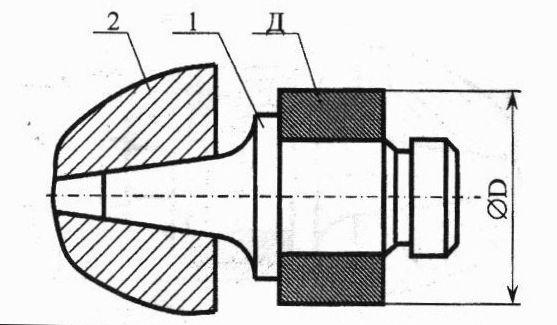
ЗАДАЧА № 5.56
У детали Д с помощью жесткой оправки на токарном станке обрабатывается поверхность ØD. Биение оси конического отверстия шпинделя относительно оси его вращения 0,02 мм. Несовпадение осей конической и цилиндрической поверхностей оправки 0,01 мм. Гарантировано ли выполнение для всех деталей значение несовпадения осей цилиндрических поверхностей детали равное 0,04 мм?
1 – оправка, 2 – шпиндель, Д– деталь
ЗАДАЧА № 5.57
Для обработки поверхности ØD деталь запрессовывается на жесткую оправку. Установить возможность получения у всех деталей биения внутренней поверхности относительно наружной не более 0,08 мм. Несовпадение осей конической расточки шпинделя и оси его вращения равно 0,01 мм. Эксцентриситет оправки 0,02 мм. Износом оправки и погрешностью ее установки пренебречь.
1 – оправка, 2 – шпиндель, Д– деталь
ЗАДАЧА № 5.58
Для фрезерования паза шириной А заготовка устанавливается на разжимной оправке. Определить наибольшую величину смещения оси паза от оси наружной поверхности заготовки, если эксцентриситет заготовки 0,01 мм, радиальное биение оправки 0,002 мм, погрешность настройки инструмента 0,005 мм.
ЗАДАЧА № 5.59
На торце вала с
помощью накладного кондуктора 1 с
кондукторной втулкой 2 обрабатывается
отверстие Ø6 мм. При обработке должна
быть выдержана координата его расположения
8-0,09,
заданная от образующей детали. Можно
ли гарантировать получение заданной
координаты у всех деталей, если диаметр
инструмента Ø6-0,016
мм, коорди-ната расположения отверстия
под кондукторную втулку 8±0,02 мм. Втулка
установлена в плите с натягом, ее
эксцентриситет принять равным нулю.
1– накладной кондуктор,
2 – постоянная кондукторная втулка, Д – деталь
ЗАДАЧА
№ 5.60 На
торце вала с помощью накладного
кондуктора 1 с кондукторной втулкой 2
обрабатывается отверстие Ø6 мм. При
обработке должна быть выдержана
координата его расположения 12-0,1,
заданная от оси детали. Определить
допуск на координирующий размер 12 до
оси отверстия под втулку (отмечен
звездочкой), гарантиру-ющий получение
заданной координаты у всех деталей,
если диаметр инструмента Ø6-0,016
мм. Втулка установлена в плите с натягом,
ее эксцентриситет принять равным 0,01
мм.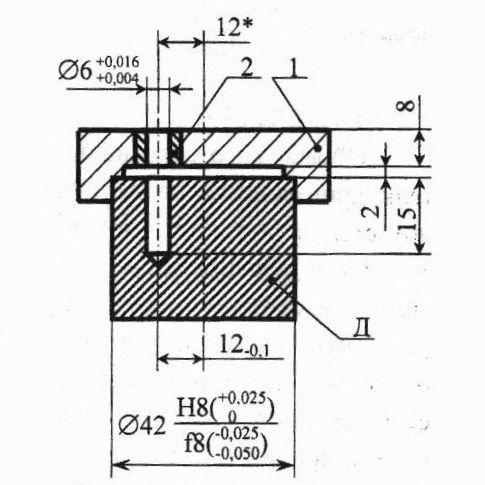
1– накладной кондуктор,
2 – постоянная кондукторная втулка, Д – деталь
ЗАДАЧА № 5.61
В деталь Д типа
диска с помощью кондуктора сверлится
центральное отверстие. Базиро-вание
детали осуществляется в призмах 1 и 2,
перемещающихся симметрично относительно
оси отверстия промежуточной кон-дукторной
втулки 3, в которую устанавливается
сменная кондук-торная втулка 4. Определить
величину наибольшего смещения оси
полученного отверстия отно-сительно
оси симметрии детали. Диаметр инструмента
Ø6-0,016
мм, эксцентриситет кондукторной втулки
0,005 мм, диаметр отвер-стия
![]() мм, сопряжение про-межуточной и сменной
кондук-торной втулки выполнено по
посадке
мм, сопряжение про-межуточной и сменной
кондук-торной втулки выполнено по
посадке![]() .
.
1, 2– подвижные призмы,
3 – промежуточная втулка,
4 – сменная втулка, Д – деталь
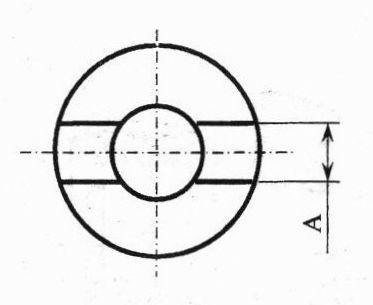
ЗАДАЧА № 5.62
Обработка отверстий
в детали производится на дели-тельном
столе в соответствии с эскизом. Стол
оснащен цилиндрическим фиксатором.
Представить расчетную схему и установить
ожидаемое поле рассеяния расстояния
между соседними отверстиями при
обработке партии деталей Д.
Задачу решить в
общем виде, приняв обозначение величин
по своему усмотрению. 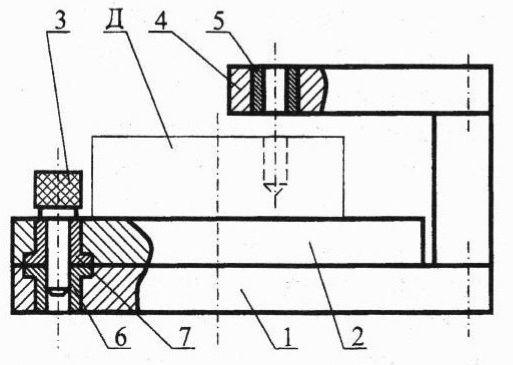
2– поворотная часть стола,
3 – цилиндрический фиксатор,
4 – кондукторная плита, 5 – постоянная кондукторная втулка,
6, 7 – втулки под фиксатор
ЗАДАЧА
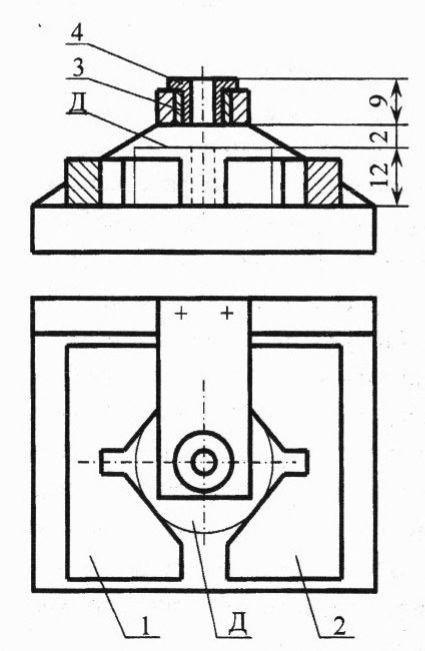
№ 5.63 На
фрезерном станке с использованием
поворотного стола обрабатываются
четыре стороны корпуса. Стол оснащен
делительным устройством с цилиндрическим
фиксатором. Определить
наибольшее отклонение от перпендикулярности
двух смежных сторон корпуса. Допуск на
шаг расположения отверстий под втулки
0,01 мм, эксцентриситет втулок принять
равным нулю, сопряжение фиксатора с
отверстием во втулках выполнено по
посадке
Изменится
ли ситуация, если после перевода
планшайбы в следующую позицию производят
принудительный поворот планшайбы по
часовой стрелке для выборки зазоров в
сопряжении фиксатора с втулками.

![]() .
.
1– неподвижная часть стола,
2– поворотная часть стола,
3 – цилиндрический фиксатор, 4, 5 – втулки,
Д – деталь
ЗАДАЧА № 5.64
В детали Д,
установленной в кондукторе в соответствии
с эскизом, требуется просверлить
отверстие, расположенное в плоскости
симметрии детали.
Доказать
невозможность выполнения указанного
требования. Определить наибольшую
ожидаемую величину смещения оси
отверстия относительно плоскости
симметрии детали. Задачу решить в общем
виде, приняв обозначение величин по
своему усмотрению. 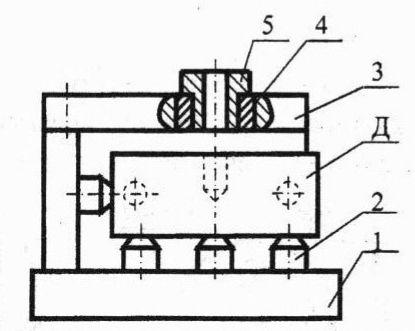
2– установочные элементы,
3 – кондукторная плита,
4–промежуточная кондукторная втулка, 5 – сменная кондукторная втулка
ЗАДАЧА № 5.65
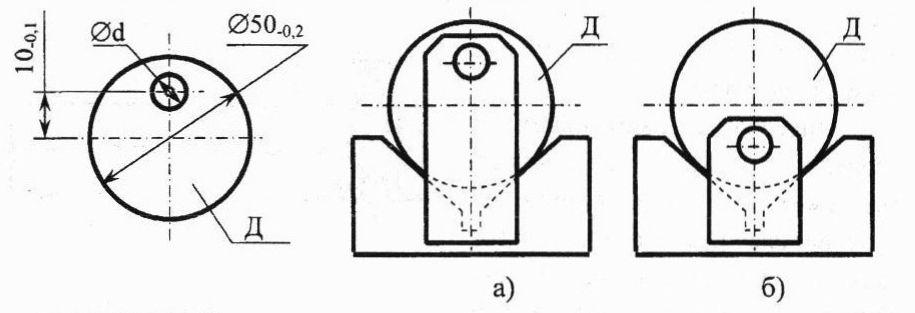
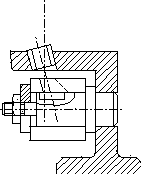
Для обработки отверстия Ød в детали Д предложены два варианта кондуктора а и б. Какому варианту следует отдать предпочтение с точки зрения обеспечения большей точности координаты отверстия?
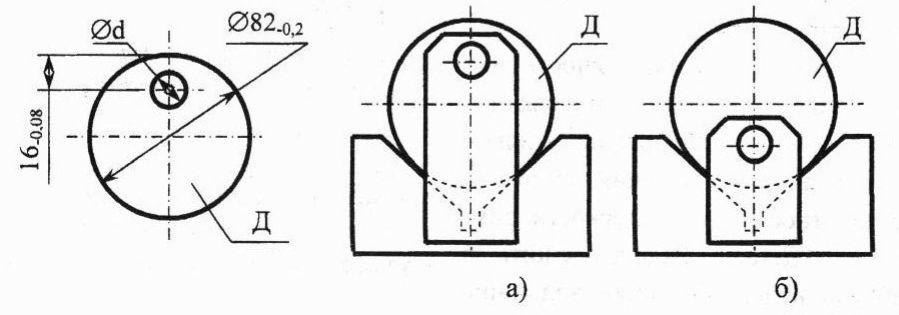
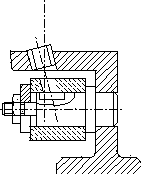
ЗАДАЧА № 5.66
Для обработки отверстия Ød в детали Д предложены два варианта кондуктора а и б. Какому варианту следует отдать предпочтение с точки зрения обеспечения большей точности координаты отверстия?

ЗАДАЧА № 5.67
Для обработки отверстия Ød в детали Д предложены два варианта кондуктора а и б. Какому варианту следует отдать предпочтение с точки зрения обеспечения большей точности координаты отверстия?
ЗАДАЧА № 5.68
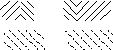
Дан операционный эскиз и варианты установки валика в призме на операции фрезерования лыски. Укажите вариант, при котором погрешность базирования будет наименьшей.
Эскиз детали
![]()

![]()

|
Варианты установки | ||
|
1 |
2 |
3 |
|
α |
|
|






ЗАДАЧА № 5.69
Определите
наименьший гарантированный зазор по
фиксирующему с Ø![]() пальцу при базировании шатуна на
фрезерной операции по двум операциям.
пальцу при базировании шатуна на
фрезерной операции по двум операциям.
Фрагмент операционного эскиза
 Ø
Ø![]() Ø
Ø![]()

![]()
 Эскиз
приспособления
Эскиз
приспособления


 ØDф
ØDф
Ø








![]()
3





















![]()
ЗАДАЧА № 5.70
Определите погрешность установки при фрезеровании паза. Максимальный зазор по центрирующему пальцу Ø30 , S1 = 0,04, по фиксатору Ø20 – S2 = 0,08 .




60 40











Ø30* Ø20*
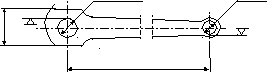
ЗАДАЧА № 5.71
Определите наименьший гарантированный зазор по фиксирующему срезанному пальцу при базировании шатуна на фрезерной операции.
Фрагмент операционного эскиза
 Ø
Ø![]() Ø
Ø![]()

![]()
 Эскиз
приспособления
Эскиз
приспособления
Ø![]()

![]()
ЗАДАЧА № 5.72
Определите величину увода инструмента на сверлильной операции.
Smax
= 0,064























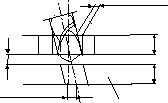

















увод сверла
заготовка
ЗАДАЧА № 5.73
Определите максимальную погрешность увода оси отверстия от неперпендикулярности оси кондукторной втулки к оси жесткого установочного пальца.
номинальное положение
оси втулки






Ø6Н7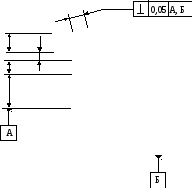

заготовка

установочный палец








увод сверла






Вопросы для контроля знаний
С какой целью проводится расчет приспособления на точность?
Что такое суммарная погрешность обработки? Из чего она складывается?
Что представляет собой погрешность установки? Как можно ее уменьшить?
Что представляет собой погрешность базирования? Как ее найти?
Дайте определение измерительной и технологической базе. Приведите пример.
Чем отличается проектный расчет на точность от проверочного расчета?
Что включает в себя погрешность изготовления приспособления?
Как рассчитать погрешность от инструмента?
В каком случае возникает погрешность установки приспособления на станке?
Как влияет способ наладки на определение суммарной производительной погрешности?
Как учитывается влияние динамических факторов при расчете ожидаемой погрешности?
Как определяется исполнительные размеры и допуски на взаимные расположение элементов приспособления?
Поясните методику наладки технологической системы с использованием установов?
Особенности наладки операций с использованием станков с ЧПУ.
Назовите мероприятия и конструктивные решения, позволяющие сократить время наладки (установки приспособления и инструмента в рабочей зоне станка).
РАСЧЕТ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
НА ТОЧНОСТЬ