

Передовые методы ультразвукового контроля: ToFD и фазированные решетки.
Более высокая потребность в проведении точных измерений размеров дефектов непосредственно в конструкции, чем имеющаяся в распоряжении для традиционного ультразвукового метода стала очевидной в 1960-ых, особенно в атомной и химической отраслях промышленности. При обнаружении дефектов на таких объектах ремонт поврежденных изделий или их участков порой был очень затруднительным или невозможным. В ядерной энергетике часто возникают проблемы с доступом и высоким уровнем радиации. Закрывать или заменять такое предприятие - очень дорого. По этой причине Национальный Центр неразрушающего контроля в Харуэлле (затем часть Управления по атомной энергии Великобритании - UKAEA) обратился к доктору Морису Силку (Dr. Maurice Silk) и его коллективу с просьбой отыскать ультразвуковой метод, более точный, чем существующий традиционный эхо-импульсный метод.
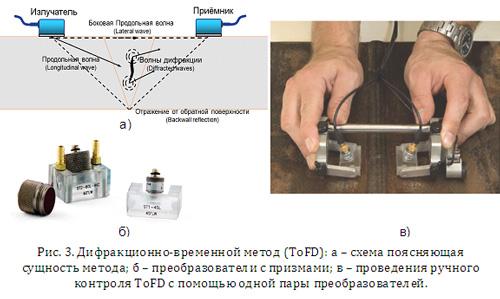
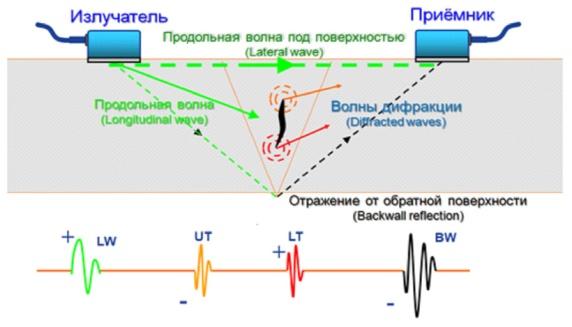
В начале 1970-х годов доктор Морис Силк со своим коллективом разработал метод, известный как дифракционно-временной метод (TоFD). ToFD основан на приёме волн, рассеянных на вершинах дефекта .Причём могут излучаться и приниматься как продольные, так и поперечные волны. Главная информационная характеристика – время прихода сигнала. Этот метод также называют времяпролетным в дословном переводе английского названия Time of Flight Diffraction (ToFD). Появление данного метода вводит новые понятия. Например, боковая продольная волна (lateral wave) – это продольная волна, которая распространяется прямолинейно от излучателя до приёмника в конфигурации ToFD. В течение многих лет TоFD оставался в значительной степени лабораторным инструментом, но реализация его была важна и было предложено проведение контроля PWR Реактора в Великобритании в начале 1980-х, с той целью доказать, что это самый лучший метод контроля ультразвуковой дефектоскопии для сосудов высокого дав-ления и других основных компонентов реактора.
Феномен дифракции на краях дефекта – это очередная техника проведения контроля в программе общей акустики с использованием ультразвуковых частот. Метод ToFD основан на использовании двух ПЭП, работающих в раздельном режиме (рис. 3б, в). ToFD обнаруживает и регистрирует как дифракционные сигналы от границ, так и отражённые сигналы от дефекта, при этом происходит определение местоположения и размеров дефекта.

Отображение A-развёртки и представление D-развёртки делают картину образов дифракционных сигналов более ясной (рис. 4). В такой ситуации очень важна функция усреднения сигналов. Эта функция улучшает отношение сигнал-шум. И это ещё одна из причин, по которой реализовать TоFD с использованием аналогового дефектоскопа невозможно, так как на таком дефектоскопе доступна только одна единственная A-развертка.
Метод TоFD стал более общепризнанным и используемым во второй половине 1980-х после появления мощных портативных компьютеров. С начала 2000 года благодаря своим преимуществам по отношению к традиционному методу ультразвукового контроля становится лидирующим как в Европе, так и в Америке. Технология ToFD позволяет проводить контроль изделий толщиной от 6 мм и более. Метод ToFD полностью не заменяет традиционный ультразвуковой метод, но делает его вспомогательным или дублирующим.
Наиболее существенные ToFD отличия от стандартного эхо-импульсного метода:
-
Возможность достижения более высокой точности при проведении измерений, как правило, ±1мм, а при повторном обследовании ±0,3 мм.
-
Почти полная независимость вероятности обнаружения дефекта от его углового положения.
-
Калибровка основана на времени прохождения пути дифракционных сигналов и не зависит от амплитуды сигнала.
-
Высокая производительность контроля, так как сканирование проводится вдоль одной линии с контролем всего объёма шва.
-
Документирование и хранение результатов контроля.
-
Полная воспроизводимость результатов контроля.
-
Измерение величины эрозии металла обратной поверхности.
-
Замена радиационных методов НК на ToFD + фазированные решётки.
К недостаткам метода ToFD можно отнести:
-
Отсутствие простого амплитудного порога для того, чтобы выбрать дефекты, заслуживающие наибольшего внимания с целью их регистрации.
-
Все полученные данные при контроле TOFD должны быть визуально проанализированы для того, чтобы выбрать заслуживающие наибольшего внимания с целью их регистрации.
-
Дефекты, расположенные близко к поверхности контролируемого изделия могут быть скрыты боковой продольной волной (lateral wave), а так же точность при проведении измерений вблизи поверхности снижается.
Фазированная решетка широко применяется в наземных и космических устройствах радиосвязи, радиолокации, радиоастрономии и получает всё большее распространение и в области ультразвукового неразрушающего контроля.
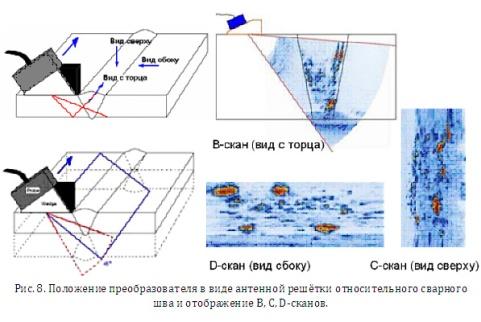
Таким образом, технология с использованием фазированных антенных решеток - это дальнейшее развитие традиционного ультразвукового метода контроля, основанного на анализе амплитуды сигнала с возможностью визуализации и записи дефектов в виде B, C, D-сканов .
Применение фазированных решёток даёт следующие преимущества:
-
Расширяет возможности проведения UT контроля по сравнению с традиционным настолько, что делает его вспомогательным, но не заменяет его.
-
Повышает производительность, т. е. проведение сканирования с высокой скоростью без поперечных перемещений ПЭП.
-
Проведение UT контроля сварных соединений большой тол-щины (более 20мм) за один проход с сектором углов от 390 до 740 где по техническим условиям требуется применение двух ПЭП с разными углами ввода.

Ценность применения дефектоскопов с преобразователями в виде фазированных решёток для специалистов по неразрушающему контролю заключается в том, что при этом обеспечивается:
-
Повышение производительности контроля.
-
Обеспечение проведения сплошного 100% контроля участков путём непрерывного сканирования.
-
Документирование и архивация результатов контроля в виде В, С и D-сканов с дальнейшей возможностью повторного их анализа.
-
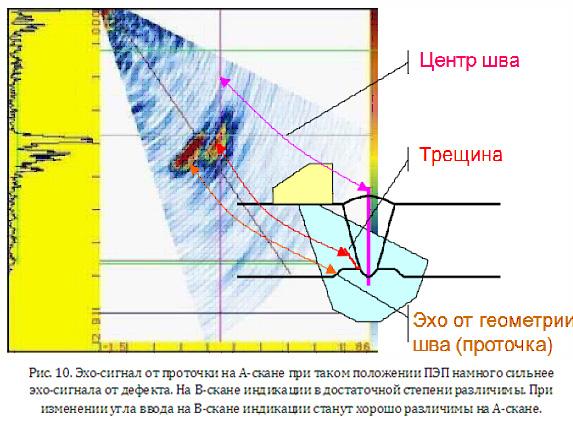
Повышение вероятности обнаружения дефектов (рис. 10).
-
Уверенная интерпретация ложных сигналов.
-
Вселяет большую уверенность при оценке размеров дефектов.
-
Даёт больший объём информации в отведенное время для проведения традиционного ультразвукового контроля.
-
Возможность проведения контроля в местах, которые ранее были недоступными или труднодоступными.
Недостатки, которые ограничивают применение дефектоскопов с использованием фазированных решёток и ToFD в Республике Беларусь:
-
Отсутствие ТНПА на проведение контроля с помощью фазированных решёток. Тем не менее, традиционные браковочные критерии по амплитуде сигнала, протяжённости и количеству дефектов вполне подходят.
-
Высокая стоимость аппаратуры.
-
В Республике Беларусь не проводятся курсы повышения квалификации по данным направлениям.
Решение вопроса:
Ультразвуковой Дифракционно-временной метод нк
(Time of Flight Diffraction - ToFD)
 Метод
ToFD основан на взаимодействии ультразвуковых
волн с краями несплошностей. Это
взаимодействие приводит к излучению
дифракционных волн в широком диапазоне
углов. Обнаружение дифракционных волн
позволяет установить наличие несплошности.
Метод
ToFD основан на взаимодействии ультразвуковых
волн с краями несплошностей. Это
взаимодействие приводит к излучению
дифракционных волн в широком диапазоне
углов. Обнаружение дифракционных волн
позволяет установить наличие несплошности.
Время прохождения регистрируемых сигналов является мерой оценки высоты несплошности, тем самым позволяя измерить дефект. Размер несплошности всегда определяется временем прохождения дифракционных сигналов. Амплитуда сигнала не используется для определения размера.
Физическая сущность ToFd
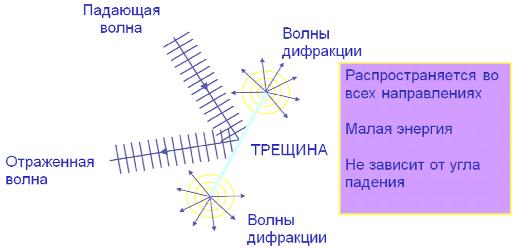
Ультразвуковой дифракционно-временной метод основан на приеме волн, дифрагированных на вершинах дефекта.
Причем излучаются и применяются как продольные, так и поперечные волны. Главная информационная характеристика – время прихода сигнала. Этот метод также называют времяпролетным, буквально переводя английское название Time of Flight Diffraction (ToFD).
Боковая волна (lateral wave): продольная волна, которая распространяется прямолинейно от излучающего до приёмного ПЭП в конфигурации ToFD. Термин обычно используют при контроле стыковых сварных соединений (излучатель и приёмник располагаются на одном уровне).
|
|
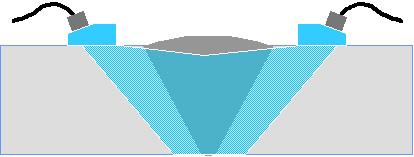
Два наклонных датчика продольной волны, используются для излучения и приема волны с каждой стороны сварного шва. Для большинства случаев достаточно контроля всей толщины за один проход. Для объектов большой толщины требуется контроль за несколько проходов.
ToFD обнаруживает образ дефекта по сигналам дифрагированным с его краев. |
|
|

|
|
Дифракция волн (лат. Diffractus – буквально разломанный, переломанный) – явление, которое можно рассматривать как отклонение от законов геометрической оптики при распространении волн. Для объяснения этого явления необходимо воспользоваться принципом Гюйгенса, в соответствии с которым каждую частицу среды, приходящую в колебание вследствие распространения первичной падающей волны, можно рассматривать как точечный источник, излучающий вторичную элементарную сферическую волну. |
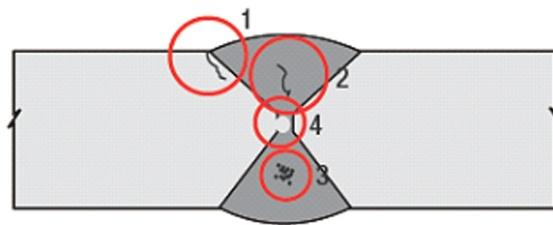
Краткий анализ результатов ToFd & rt
|
|
Выходящая на поверхность трещина (1) в сварном соединении толщиной 50 мм не обнаружена с помощью радиографии (RT).
|
|
Анализ результатов контроля качества сварных швов, по данным ToFD и радиографии, показывает, что ToFD обеспечивает возможность проведения измерений глубины залегания дефекта, а так же информацию о высоте дефекта. |
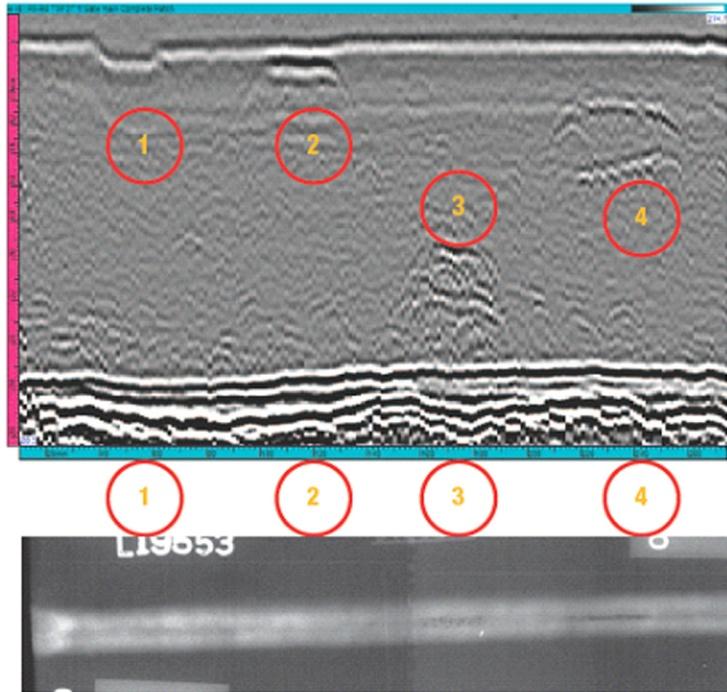
Метод ToFd является более чувствительным к дефектам плоскостного типа трещин в сравнении с rt.
Преимущества метода ToFD Наиболее существенные отличия от стандартного эхо-импульсного метода:
-
Возможность достижения более высокой точности при проведении измерений, как правило, ± 1 мм, а при повторном обследовании ± 0,3 мм.
-
Независимость обнаружения дефекта от его углового положения.
-
Измерение параметров дефекта основано на времени прохождения пути дифракционных сигналов и не зависит от амплитуды сигнала.
-
Высокая производительность контроля, так как сканирование проводится вдоль одной линии с контролем всего объёма шва.
-
Документирование и хранение результатов контроля.
-
100% воспроизводимость результатов контроля.
-
Изменение величины эрозии металла внутренней поверхности.
-
Альтернатива радиационному методу НК.
|
Точечные дефекты, вызывающие дифракцию волн (Point diffractors) Точечные дефекты, такие как пористость, служат причиной появления одиночных или множественных сигналов между боковой волной (lateral wave) и отражённой от обратной поверхности (back wall). Они не имеют протяженности, а так же у них отсутствует второй характерный сигнал от вершины дефекта.
|
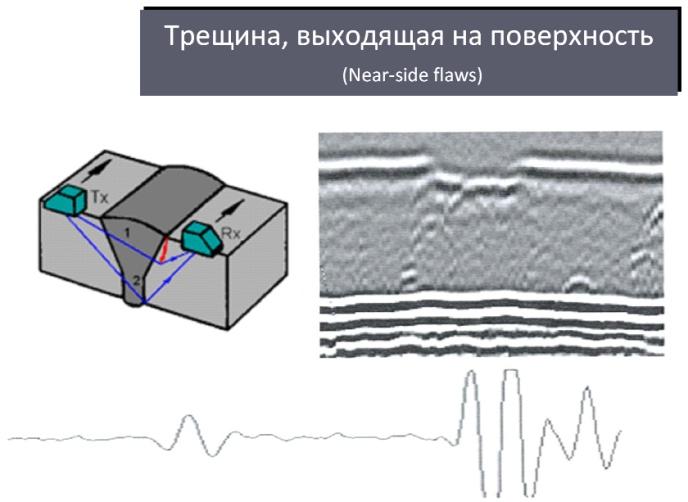
Дефекты выходящие на наружную поверхность (Outside (ID) fare-surface-breaking flaws) Дефект выходящий на поверхность имеет вид индикации в виде прерывания боковой волны (lateral wave). Таким образом, ToFD может использоваться для того, чтобы определить, является ли дефект выходящим на поверхность или нет. При этом присутствует только нижняя часть сигнала.
|
|
Внутренние дефекты расположенные в центре шва (Midwall flaws) Внутренние дефекты не искажают сигналы от боковой волны (lateral wave) и отражённые от обратной стенки. Для плоскостных дефектов присутствуют два характерных дифрагированных сигнала от верхней и нижней части дефекта.
|
Дефекты на обратной поверхности (Inside (ID) fare-surface-breaking flaws).
|

Дифракционно-временной метод ToFD применим, как правило, для материалов с относительно низкими уровнями затухания и рассеяния ультразвуковых волн. В большинстве случаев метод применим для нелегированных и низколегированных углеродистых сталей и сварных соединений, но также возможно его применение для мелкозернистых аустенитных сталей и алюминия. Крупнозернистые материалы и материалы со значительной анизотропией, такие как чугун, аустенитные сварные материалы и сплавы с высоким содержанием никеля, требуют дополнительной валидации и дополнительной обработки информации.
Метод ToFD на сегодняшний момент является самым прогрессивным и надежным методом в мире для выявления дефектов в сварных швах сосудов, работающих под давлением, трубопроводов и металлоконструкций, изготовленных из углеродистых и низколегированных сталей толщиной от 6 мм до 300 мм.