

3.4.3. Ремонт дискових батарей (секцій)
Дискові батареї (секції) розбирають і збирають за допомогою накидного або трубного ключа, притримуючи їм батарею за шпульку, щоб вона не проверталась. Ремонтую квадратну вісь.
Квадратну вість в місцях зносу наплавляють і обпилюють до нормального розміру. Зірвану різьбу на кінці осі відновлюють газовим наплавленням і нарізають нову різьбу. Не рекомендується нарізати різьбу зменшеного розміру. Зігнуту і скручену вісь нагрівають і виправляють. Прогин осі допускається не більше 3 мм.
Під час складання секцій необхідно встановити на останній диск під гайку спеціальну пружинну шайбу, а гайку затягувати до відказу і шплінтувати.
Ремонт підшипників. Зношені чавунні або дерев’яні вкладиші підшипників заміняють. В місцях роз’єднання підшипників встановлюють прокладки з листової сталі товщиною 0,5 – 1 мм. Дерев’яні вкладиші підшипників дискових батарей борін виготовляють з твердих (дуб, бук) порід дерева і пропитують в гарячому моторному мастилі на протязі 2 – 3 годин в спеціальній масляній ванні. Поламані або з тріщинами кронштейни підшипників зварюють.
3.4.4. Ремонт дисків
Диски в процесі роботи затупляються. У зношенню вирізного диску важкої борони допустима товщина леза дорівнює 2мм, діаметр по вершинам зубців 530мм і диска лущильника суцільного – відповідно 1,4 і 350мм. При затуплені дисків їх лезо заточують, а при досягненні максимального зносу диски вибраковують.
 У
дискових борін (виготовляють зі сталі
65Г і 70Г) зношуються квадратні отвори.
Зношені квадратні отвори ремонтують
приварюючи до них стальні накладки
відповідної товщини з квадратним отвором
нормального розміру.
У
дискових борін (виготовляють зі сталі
65Г і 70Г) зношуються квадратні отвори.
Зношені квадратні отвори ремонтують
приварюючи до них стальні накладки
відповідної товщини з квадратним отвором
нормального розміру.
Суцільні диски лущильників заточують за допомогою спеціального пристосування або на токарному станку твердосплавним різцем за допомогою пристосування.
Вирізні диски важких борін заточують по периметру, використовуючи спеціальні пристосування, у яких заточна головка качається в вертикальній площині, яка проходить через центр диску.
Рис. 3.1. Технічні
умови на ремонт вирізного диска важких
борін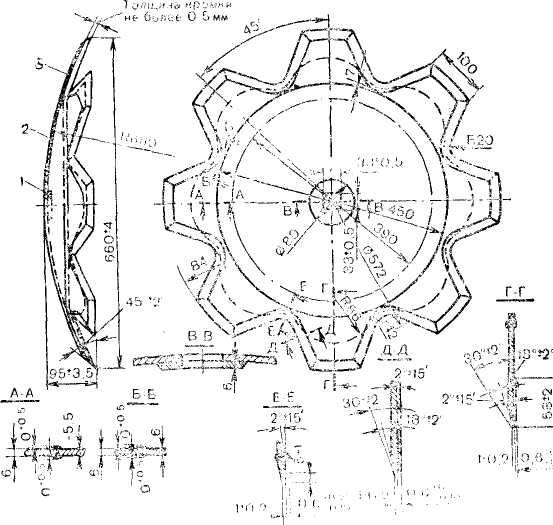
Під час відновлення зношувані місця дисків відновлюють або зміцнюю
Під час відновлення зношувані місця дисків відновлюють або зміцнюють наплавкою твердим сплавом „Сормайт – 1”. Найбільший ефект дає наплавка, яка забезпечує самозаточування диска.
У вирізаних дисків важкої борони з підсиленою попередньою стороною і дисків суцільних (лущильників) з підсиленою задньою стороною середня товщина наплавленого шару 0,5мм, основного шару відповідно 6 і 4 мм, кут клину основного шару – 40, кут самозаточування основного шару після наплавки 300, відношення зносостійкості наплавленого шару до зносостійкості основного – 6.
 Після
зміцнення дисків борони використовують
для всіх ґрунтів, крім кам’янистих, бо
на них відбувається сколювання шару
твердого сплаву.
Після
зміцнення дисків борони використовують
для всіх ґрунтів, крім кам’янистих, бо
на них відбувається сколювання шару
твердого сплаву.
3.5. Технологія наплавки твердого сплаву «Сормайт - 1» на диски лущильників
Для
наплавки використовують твердий сплав
«Сормайт - 1», який випускається у вигляді
прутків діаметром 6 мм і довжиною 400 мм.
Склад сплаву «Сормайт - 1» в % співвідношенні
% хром – 28%, марганець – 1,5 %, вуглець –
3%, нікель – 3 %, кремній – 3,1%, залізо –
61,4%. Твердий сплав наплавляють
 ацетилено-кисневим
полум’ям. Пальник повинен бути
відрегульованим так, щоб полум’я було
білим, відновлювальним (з надлишком
ацетилену). Довжина полум’я повинна в
4-6 разів перевищувати довжину
світло-зеленого його ядра. Надлишок
ацетилену потрібен для того, щоб вуглець
не вигоряв.
ацетилено-кисневим
полум’ям. Пальник повинен бути
відрегульованим так, щоб полум’я було
білим, відновлювальним (з надлишком
ацетилену). Довжина полум’я повинна в
4-6 разів перевищувати довжину
світло-зеленого його ядра. Надлишок
ацетилену потрібен для того, щоб вуглець
не вигоряв.
Для наплавки необхідно попередньо нагріти диск. Пальник під час нагрівання необхідно тримати перпендикулярно до площини, нагріваючи ділянку довжиною 80-90 мм до 8000-10000 (від світло-вишневого до оранжевого кольору гартування), потім посипати нагріту ділянку прокаленою бурою до розчинення окалини. Наплавити «Сормайт - 1». Наплавку зручніше вести справа наліво. Під час наплавки пальник необхідно тримати під кутом 600 до площини диску. Для того, щоб не трапилось перепалення металу не можна затримувати полум’я пальника на ріжучій кромці, його треба розподіляти по всій поверхні диска. Після закінчення наплавки закрити крани пальника, спочатку ацетиленовий, а потім кисневий.
Вирівняти лезо на заточному станку або на токарному станку в спеціальному пристосуванні.