

ткм
.pdfГЛАВА 16. ОСНОВЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ. НАПЫЛЕНИЕ МАТЕРИАЛОВ
16.1. Основы порошковой металлургии
Порошковая металлургия – это подотрасль металлургии, включающая производство порошков металлов и изделий из них, их смесей и композиций с неметаллами. Порошки получают механическим измельчением или распылением жидких исходных металлов, высокотемпературным восстановлением и термической диссоциацией летучих соединений, электролизом и другими методами.
Изделия получают прессованием порошков с последующей термической обработкой – спеканием или термомеханической обработкой, т. е. совмещением двух процессов – прессования и спекания. В последнем случае основным процессом производства изделий, особенно из тугоплавких соединений, является метод горячего прессования, который осуществляют в графитовых формах при высоких температурах и давлении 1 500–4 000 MПа (150–400 кгс/см2). Подлинным прогрессом в области горячего прессования тугоплавких соединений явилась разработка изостатического горячего прессования в газовых средах при высоких температурах. Этот метод не требует прессформ и осуществляется при давлениях и температурах, по крайней мере, 20 ГПа (2 000 кгс/см2) и 1 600 oС соответственно. В результате спекания получаются поликристаллические материалы более или менее пористые, а при особых условиях – даже беспористые. Процесс спекания протекает без расплавления основного компонента.
Методы порошковой металлургии позволяют изготавливать изделия из материалов, получение которых другими способами невозможно. Например, из несплавляющихся металлов, композиций металлов с неметаллами, боридов, карбидов, нитридов и других тугоплавких соединений. С помощью порошковой металлургии получают тугоплавкие и твѐрдые сплавы, пористые, фрикционные и другие материалы и изделия из них.
Порошковая металлургия позволяет повысить коэффициент использования металла и повысить производительность труда. Благодаря сокращению или полному исключению механической обработки достигается значительная экономическая эффективность. Однако, вследствие высокой стоимости прессформ, изготовление деталей машин методами порошковой металлургии эффективно только в массовом производстве. Применение порошковых материалов рекомендуется при изготовлении деталей простой формы, малых массы и размеров.
16.2. Напыление материалов
Порошкообразные материалы широко применяют в качестве исходного сырья для нанесения покрытий. Напыление покрытий газотермическими и вакуумными конденсационными методами позволяет изготавливать изделия с широким диапазоном свойств поверхности. Использование напылѐнных покрытий многоцелевого назначения позволяет резко сократить расход
металлов за счѐт повышения надѐжности и долговечности в эксплуатации деталей машин, оборудования и сооружений. Важным является использование газотермических порошковых покрытий для восстановления изношенных деталей.
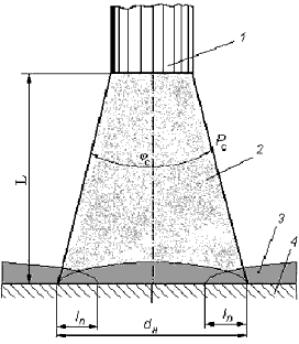
Обобщѐнная схема газотермического и вакуумного конденсационного напыления представлена на рис. 40, где L – дистанция напыления; φc – конус распыления; Рс – давление окружающей среды; dн – диаметр пятна напыления; ln – величина перекрытия.
В качестве источника нагрева и распыления материала широко используют плазменную струю. Обладая высокой скоростью истечения и температурой, она обеспечивает возможность напыления практически любых материалов. Плазменную струю получают различными способами. В одних случаях используют дуговой нагрев газа, в других – высокочастотный индукционный. Известны и другие способы получения плазменных струй, например, лазерным нагревом.
Основными достоинствами плазменного напыления являются: высокая производительность процесса (2–8 кг/час для плазмотронов мощностью 20–60 кВт и до 50–80 кг/час для плазмотронов мощностью 150–200 кВт); широкий диапазон видов распыляемых материалов, возможность регулирования в широких пределах качества
напылѐнных покрытий. К недостаткам метода следует отнести: невысокие значения коэффициента использования энергии, наличие пористости и других видов несплошностей, невысокая прочность покрытия.
Технологию напыления различными методами принято рассматривать по группам материалов, обладающих сходными физико-химическими свойствами. К таким группам относят: чистые металлы, металлические сплавы, соединения металлидного (интерметал-лидного) типа; металлоидные соединения и оксиды, а также бескислородные тугоплавкие соединения.
ЧАСТЬ III. ТЕОРИЯ И ПРАКТИКА ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК ГЛАВА 17. ПРОИЗВОДСТВО ЗАГОТОВОК СПОСОБОМ ЛИТЬЯ
Процесс литья заключается в заливке расплавленного металла (сплава) в литейную форму, внутренняя полость которой должна соответствовать конфигурации и размерам будущей детали.
Достоинствами литейной технологии являются универсальность, дающая возможность получать отливки сложной конфигурации из широкой номенклатуры сплавов массой от нескольких граммов до сотен тонн, а также экономичность процесса.
Недостатками можно считать пониженные прочность и пластичность по сравнению с деталями, полученными методами обработки давлением. Кроме того, значительны затраты на охрану окружающей среды и технику безопасности.
Статистические данные свидетельствуют, что масса литых деталей в машиностроении составляет примерно 50 % от массы машин и механизмов, а в станкостроении около 80 %.
17.1. Технологические основы литейного производства
Литейной формой служит конструкция, состоящая из частей, образующих рабочую полость, при заполнении которой расплавом получается отливка. Литейные формы подразделяются: по числу заливок на разовые и многократные, по материалу – на песчаные, песчано-цементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Металлические формы из чугуна и стали являются многократными, так как выдерживают тысячи заливок. Песчаные, оболочковые формы и формы, изготовляемые по выплавляемым моделям, являются разовыми.
Для изготовления разовой литейной формы необходима модель, обеспечивающая образование отпечатка в литейной форме, соответствующего наружной конфигурации и размерам отливки. Размеры модели должны быть увеличены по сравнению с размерами отливки на величину усадки и припусков на механическую обработку.
По сравнению с деталью, модель имеет выступающие части (стержневые знаки), с помощью которых стержень, оформляющий внутреннюю полость, крепится к форме. Процесс изготовления литейной формы называется формовкой. Литейная форма должна быть прочной, газопроницаемой, податливой и огнеупорной.
17.1.1.Технологические особенности литья в песчаные формы
17.1.2.Изготовление песчаных форм
Формовка бывает ручной и машинной. Ручная применяется в единичном и мелкосерийном производстве, как правило, в двух опоках по разъѐмной модели.
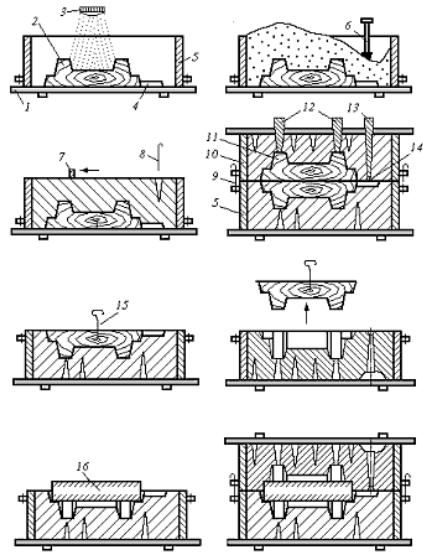
Технологический процесс состоит из нескольких операций: изготовление нижней полуформы, изготовление верхней полуформы, подготовка полуформ к сборке и сборка формы (рис. 41).
В качестве плавильных печей, используемых в литейных цехах машиностроительных заводов, чаще всего можно встретить вагранку (для плавки чугуна), дуговую трѐхфазную электропечь ДСТ (для плавки стали), барабанную качающуюся электродуговую печь ДМК (для плавки медных сплавов) и тигельные электропечи и даже тигельные горны для плавки алюминиевых, магниевых и других сплавов.
Рис. 41. Изготовление литейной формы в двух опоках по разъѐмной модели:
1 – подмодельный щиток; 2 – нижняя часть модели; 3 – сито; 4 – модель питателя; 5 – нижняя опока; 6 – трамбовка; 7 – линейка; 8 – игла; 9 – штырь; 10
–верхняя опока; 11 – верхняя часть модели; 12 – модели выпоров; 13 – модель стояка; 14 – верхняя часть модели питателя; 15 – подъѐмник; 16 – стержень
17.1.3.Заливка форм, охлаждение, выбивка и очистка отливок
Заливку сплава в форму производят из ковшей непрерывной струѐй до наполнения литниковой чаши. Продолжительность охлаждения отливок колеблется от нескольких минут до нескольких суток в зависимости от их массы, состава сплава и свойств формовочной смеси. Затем форму разрушают и

извлекают из неѐ отливку. Операция обрубки производится с помощью дисковых и ленточных пил, пневматических зубил, а также электродуговой или газовой резкой. Очистка отливок производится следующими способами:
 во вращающихся барабанах за счѐт трения друг о друга деталей и чугунных «звѐздочек», загружаемых вместе с отливками;
во вращающихся барабанах за счѐт трения друг о друга деталей и чугунных «звѐздочек», загружаемых вместе с отливками;
вгидропескоструйных установках струѐй воды с песком;
вдробемѐтных барабанах и камерах струѐй чугунной или стальной
дроби.
Технологическая схема производства отливок приведена на рис. 42. Характерными видами дефектов для литья в песчаные формы являются: газовые и усадочные раковины, трещины, перекосы, разностенность, коробление, неслитины и др.

Рис. 42. Технологическая схема производства отливок
Литьѐм в песчаные формы можно получать отливки из чугуна, стали, алюминиевых, цинковых и медных сплавов.
17.1.4.Специальные способы литья
17.1.5.Литьѐ в оболочковые формы
Способ получения отливок свободной заливкой расплава в оболочковые формы из термореактивных смесей называется оболочковым литьѐм.
По сравнению с литьѐм в песчаные формы литьѐ в оболочковые формы даѐт большую чистоту поверхности и позволяет снизить припуск на механическую обработку в 1,5 раза.
Оболочковые формы изготовляют из песчано-смоляных смесей. В качестве связующего вещества используют пульвербакелит (фенолформальдегидная смола с добавками уротропина).
При 100–120 оС смола плавится, покрывая поверхность зѐрен песка тонкой клейкой плѐнкой. Нагрев до 200–250 оС вызывает еѐ необратимое затвердевание, что повышает прочность формы. Оболочковые формы получают с помощью нагретых металлических моделей. Каждая форма состоит из двух соединѐнных оболочковых полуформ. Технология изготовления оболочек включает следующие операции:
нагрев модельных плит до 200–
250оС;
 нанесение на рабочую поверхность плиты разделительного состава (силиконовая жидкость), который предотвращает прилипание к плите формовочной смеси;
нанесение на рабочую поверхность плиты разделительного состава (силиконовая жидкость), который предотвращает прилипание к плите формовочной смеси;
 нанесение песчано-смоляной смеси на модельную плиту;
нанесение песчано-смоляной смеси на модельную плиту;
 формирование и отверждение оболочки необходимой толщины;
формирование и отверждение оболочки необходимой толщины;
 съѐм оболочковой полуформы с модельной плиты с помощью толкателей.
съѐм оболочковой полуформы с модельной плиты с помощью толкателей.
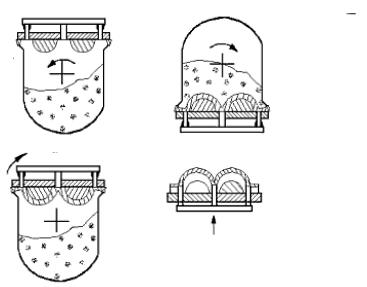
Схема изготовления оболочковой формы представлена на рис. 43.
Перед заливкой формы с вертикальной плоскостью разъѐма (а также формы крупных размеров) устанавливают в контейнеры и засыпают чугунной дробью во избежание коробления.
Литьѐм в оболочковые формы можно получить отливки из любых литейных сплавов массой от 0,2 до 200 кг. Оболочковое литьѐ даѐт возможность получать тонкостенные отливки сложной формы с гладкой и чистой поверхностью. Однако сравнительно небольшие размеры (до 1 500 мм) отливок, а также выделение вредных газов, вызывающих серьѐзные заболевания, ограничивают применение этого способа.
17.1.6.Литьѐ по выплавляемым моделям
Литьѐ по выплавляемым моделям – это процесс получения отливок в неразъѐмных разовых огнеупорных формах, изготавливаемых с помощью моделей из легкоплавящихся, выжигаемых или растворяемых составов.
Отливки, получаемые этим способом, почти не отличаются по размерам от готовой детали, могут иметь весьма сложную форму. Масса отливок может
быть от нескольких граммов до десятков тонн (например, Медный всадник в Санкт-Петербурге или царь-колокол в Москве).
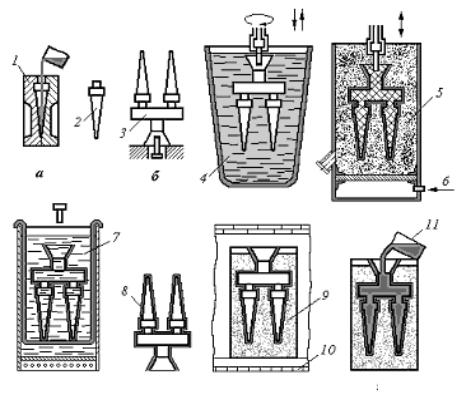
Сущность процесса изготовления отливок по выплавляемым моделям заключается в следующем. В соответствии с чертежом детали изготовляют пресс-форму (рис. 44). В неѐ шприцем запрессовывают в сметанообразном состоянии модельный состав (например, смесь парафина со стеарином). После охлаждения и затвердевания модельного состава в пресс-форме из неѐ извлекают парафино-стеариновую модель будущей отливки. Несколько таких моделей припаивают к парафино-стеариновому стояку и покрывают суспензией. Затем обсыпают песком и сушат. Эти операции повторяются 3–8 раз. Модели отливок со стояком помещают в горячую воду, где модельный состав выплавляется из сформировавшейся вокруг них многослойной оболочки. Далее оболочки сушат и прокаливают при температуре 900–1 000 оС.
а) |
|
б) |
|
|
|
в)
г)
д) |
е) |
ж) |
|
Рис. 44. Литьѐ по выплавляемым моделям:
а) изготовление моделей; б) монтаж модельных блоков; в), г) формирование на модельных блоках керамической оболочки; д) выплавливание
моделей из керамических форм; е) формовка оболочки; ж) заливка;
1 – пресс-форма; 2 – модель; 3 – модельно-литниковый блок; 4 – суспензия; 5 – псевдоожиженный слой зернистого огнеупорного материала; 6 – подача
сжатого воздуха; 7 – расплав модельной массы (или горячая вода); 8 – керамическая оболочковая форма; 9 – опорный наполнитель (кварцевый песок); 10 – печь; 11 – ковш
Прокалѐнные оболочки в горячем состоянии заформовывают в опоки и заливают сплавом. Остывшие отливки в виде «ѐлок» извлекают из опок,
очищают от песка, отделяют от стояка, после чего выщелачивают остатки керамики, контролируют и отправляют на склад. Литьѐм по выплавляемым моделям можно получать отливки из любых сплавов, в том числе труднообрабатываемых, зачастую готовые для сборки с допусками на размер 0,05 мм и шероховатостью поверхностей 3–6 классов. Например, щѐткодержатели электрических двигателей, лопатки реактивных авиационных двигателей.
17.1.7.Кокильное литьѐ
Кокиль – это металлическая форма, многократно используемая для получения отливок путѐм заливки в неѐ расплава свободной струѐй.
Поскольку изготовление металлических форм является процессом трудоѐмким и дорогим, кокильное литьѐ экономически целесообразно лишь в серийном и массовом производствах. Кокили могут быть разъѐмные и вытряхные, с вертикальными и горизонтальными разъѐмами (рис. 45).
а)
|
|
в) |
|
б) |
|||
|
|
||
|
|
|
г |
д) |
|
|
|
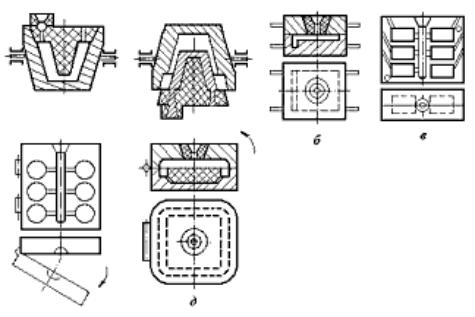
Рис. 45. Разновидности кокилей:
а) вытряхной; б) с горизонтальной плоскостью разъѐма; в) с вертикальной плоскостью разъѐма; г) створчатый; д) створчатый с горизонтальной
плоскостью разъѐма
Для охлаждения формы предусматривается циркуляция воды по специальным каналам наружных стенок. Литьѐ в кокиль широко применяют для получения заготовок из алюминиевых, магниевых, медных и других сплавов. Отливки из чугуна и стали должны быть толстостенными и простыми, исходя из недопустимости появления отбела при литье чугуна и плохой жидкотекучести стали. Масса отливок колеблется от десятков граммов до нескольких тонн. Стойкость кокилей зависит от материала отливок и достигает сотен тысяч для легкоплавких сплавов, нескольких тысяч для чугунных и нескольких сот для стальных.
Технологический процесс кокильного литья включает следующие операции:

 очистку рабочей поверхности кокиля от остатков отработанного покрытия, загрязнения и ржавчины;
очистку рабочей поверхности кокиля от остатков отработанного покрытия, загрязнения и ржавчины;
 нанесение на предварительно подогретые до 100–150 оС рабочие поверхности кокиля специальных теплоизоляционных слоѐв и противопригарных красок;
нанесение на предварительно подогретые до 100–150 оС рабочие поверхности кокиля специальных теплоизоляционных слоѐв и противопригарных красок;
 нагрев кокиля до оптимальной температуры (100–400 оС), зависящей от материала, массы и конфигурации отливки;
нагрев кокиля до оптимальной температуры (100–400 оС), зависящей от материала, массы и конфигурации отливки;
сборку формы; заливку формы сплавом; охлаждение;
разборку кокиля и извлечение отливки.
Металлический стержень извлекается из отливки до еѐ удаления из кокиля. Воздух и газы из рабочих полостей кокиля удаляются через естественные зазоры между элементами формы, а также через специально выполненные каналы глубиной 0,5 мм.
Сами кокили изготовляют, как правило, литьѐм в песчаные формы. Иногда применяют методы порошковой металлургии и методы электрошлакового литья.
17.1.8. Литьѐ с применением внешних воздействий на жидкий и кристаллизующийся металл
Литьѐ под давлением. Литьѐ под давлением представляет собой процесс получения отливки путѐм введения в металлическую форму расплава под большим избыточным давлением (до 300 МПа), где он затвердевает и охлаждается. Затем происходит раскрытие прессформы и удаление отливки с помощью толкателей. Технологический процесс характеризуется коротким циклом и малым числом операций.
Машины для литья под давлением подразделяются по конструкционным и функциональным особенностям узла прессования на три типа:
схолодной (неподогреваемой) вертикальной камерой прессования;
схолодной горизонтальной камерой;
сгорячей вертикальной камерой прессования (рис. 46, 47).