

Раздел II
«Расчет и конструирование станков»
Процесс конструирования станков
Процесс создания нового станка состоит из нескольких основных этапов:
Конструирование
Технологическая подготовка производства
Изготовление и сборка отдельных узлов и всего станка
Конструирование – наиболее сложный и трудоемкий процесс (по некоторым данным 60% затрат). При конструирование должно быть рассмотрено большое количество вариантов. Создано значительное количество оригинальных конструкций узлов и элементов с учетом большего числа взаимосвязанных факторов и не только технического порядка. Все это возможно осуществить только на основе ЭВМ и создании систем автоматизированного проектирования (САПР). Сроки проектирования сокращаются от 3-4 лет до 1 года.
Весь процесс конструирования можно условно разделить на ряд последовательных этапов: Рис.1

Рис. 1 Этапы процесса разработки нового станка
Уточнение служебного назначения станкапроводят на основе анализа размеров, формы, совокупности поверхностей, материалов обрабатываемых деталей и качества обработки. К исходным данным относятся также количество обрабатываемых деталей и их разнообразие. В результате анализа размерных характеристик деталей их разбивают на группы по общим признакам и даже для каждой группы выбирают деталь – прототип (представитель) (см. схему).

Далее разрабатывают оптимальные типовые техпроцессы изготовления деталей – представителей на станке. При этом определяют не только последовательность обработки деталей, но и число режущих инструментов и его номенклатуру, режимы резание (V,S,t) силу и мощность резания. Данные параметры позволяют определить не только служебное назначение станка, но и его технологические характеристики.
II.Определение технических характеристик
1) Размерные характеристики станка
2) Скоростные характеристики привода главного движения и привода подач.
3) Скоростные характеристики привода вспомогательных движений
4) Силовые характеристики приводов (главного, подач, вспомогательного)
Скоростные характеристики привода главного движения
Скорости рабочих движений определяются допустимыми скоростями резания с учетом их роста в перспективе (сейчас же это м/мин просты, но есть инструмент позволяющий резать металлы со скоростью 500-800 м/мин).
Частоты вращения шпинделя станка зависят так же и от размеров обрабатываемых деталей или режущего инструмента.
Для токарных станков:
![]()
![]()
Данные статистического анализа большего числа станков этой группы показали, что диапазон изменения диаметров обработанных на них деталей равен 4-6, т.е.
![]()
Для фрезерных
станков и станков сверлильной группы
предельные числа оборотов инструмента
определяются по тем же формулам по
![]() и
и![]() относятся к инструменту (фреза, сверло).
относятся к инструменту (фреза, сверло).
Характеристика скоростей вспомогательных движений
С увеличением скорости вспомогательных перемещений растет и погрешность позиционирования рабочего органа станка.
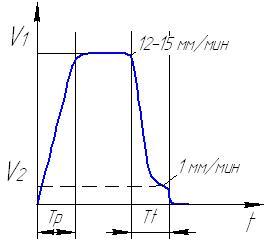
Р.о. разгоняется
до скорости
![]() ,
а затем поступает команда на снижение
скорости
,
а затем поступает команда на снижение
скорости![]() получает и Р.о. останавливается. Однако
если команда на торможение поступает
с погрешностью, то р.о. останавливается
с погрешностью позиционирования. Поэтому
привод быстрого перемещения выбирается
с учетом требуемой точности
позиционирования. (15-20 мм/мин).
получает и Р.о. останавливается. Однако
если команда на торможение поступает
с погрешностью, то р.о. останавливается
с погрешностью позиционирования. Поэтому
привод быстрого перемещения выбирается
с учетом требуемой точности
позиционирования. (15-20 мм/мин).