

1.3.1 Основные требования к источникам питания сварочной дуги
К источникам питания предъявляются следующие требования:
1. Внешняя характеристика источника питания должна соответствовать статической (вольтамперной) характеристике дуги.
2. Напряжение холостого хода должно быть достаточным для легкого зажигания дуги, но не превышающим нормы техники безопасности. Величина напряжения холостого хода зависит от конструкции и назначения сварочного агрегата и составляет (60 ÷ 80) В.
3. Источник должен обладать хорошими динамическими свойствами. С увеличением длины дуги рабочее напряжение должно быстро возрастать, а с уменьшением - быстро падать. Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 0,05 с, а по требованиям минимального разбрызгивания металла - 0,01-0,02 с.
4. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева электрода, оплавления покрытия и разбрызгивания металла, но не должен быть и слишком мал, чтобы не затруднять повторное зажигание дуги. Поэтому для источников сварочного тока принято следующее соотношение между током короткого замыкания и рабочим током:
![]() (1.5)
(1.5)
5. Мощность источника сварочного тока должна быть достаточной для выполнения сварочных работ соответствующим способом.
6. Источник должен иметь устройство для плавного регулирования силы тока.
1.3.2 Источники питания сварочной дуги переменным током
Существуют два основных принципа построения сварочных трансформаторов:
1) с нормальном магнитным рассеянием и дополнительным индуктивным сопротивлением (дросселем);
2) с искусственно увеличенным магнитным рассеянием.
Трансформаторы первой группы бывают двух основных типов:
а) в двухкорпусном исполнении с отдельным дросселем (рис.1.7,а), между обмотками трансформатора 5, 6 и дросселя 1 имеется только электрическая связь, а величина сварочного тока изменяется путем изменения воздушного зазора 7 между магнитопроводом дросселя 3 и подвижной его обмоткой 2.
б) в однокорпусном исполнении (рис. 1.7,б) между обмотками трансформатора и дросселя существуют как электрическая, так и магнитная связь; трансформаторы этого типа экономичней и удобней в эксплуатации.
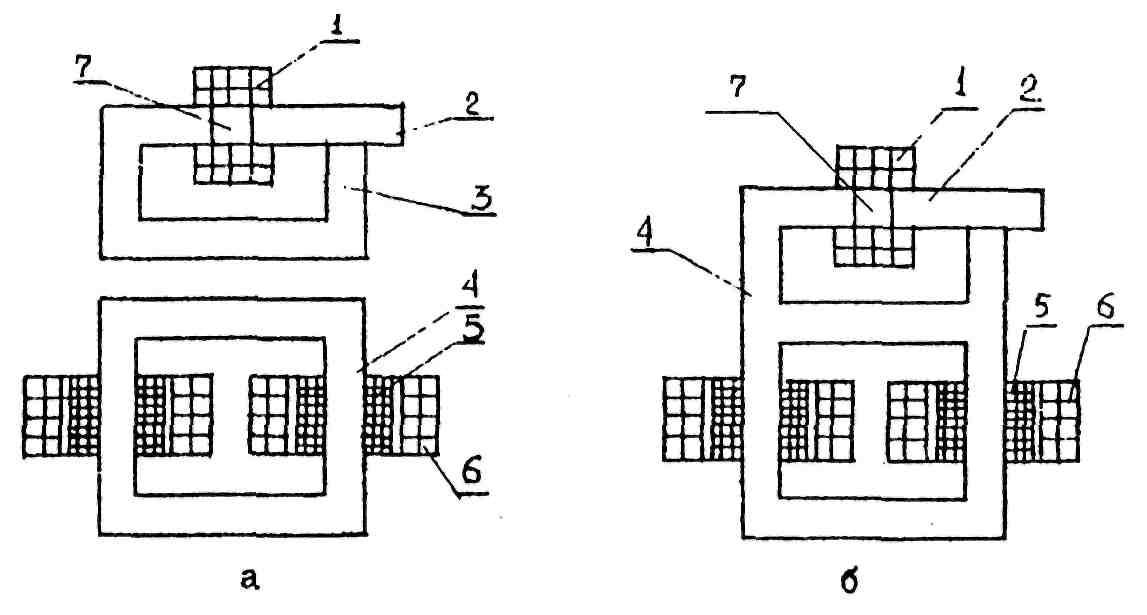
1 - обмотка дросселя; 2 - подвижный сердечник дросселя ; 3 - магнитопровод дросселя; 4- магнитопровод трансформатора; 5,6- первичная и вторичная обмотки; 7 – воздушный зазор
Примером двухкорпусных трансформаторов могут служить СТЭ-24У, СТЭ-34У (созданные еще в 30-х годах XX в.), однокорпусных – СТН-500, ТСД-500-1, ТСД-1000-4 и др., а также современные ТД-102, ТД-306, ТДМ-317, ТДМ-401-1.
В трансформаторах второй группы (в однокорпусном исполнении) необходимые внешние характеристики создаются за счет реактивного сопротивления трансформатора. Это достигается за счет принудительного изменения расстояния между первичной 2 (рис. 1.8,а) и вторичной 3 обмотками или за счет изменения величины рассеяния магнитосиловых линий при помощи магнитного подвижного шунта 4 (рис. 1.8,б), вводимого в зазор между удаленными друг от друга обмотками 2 и 3.
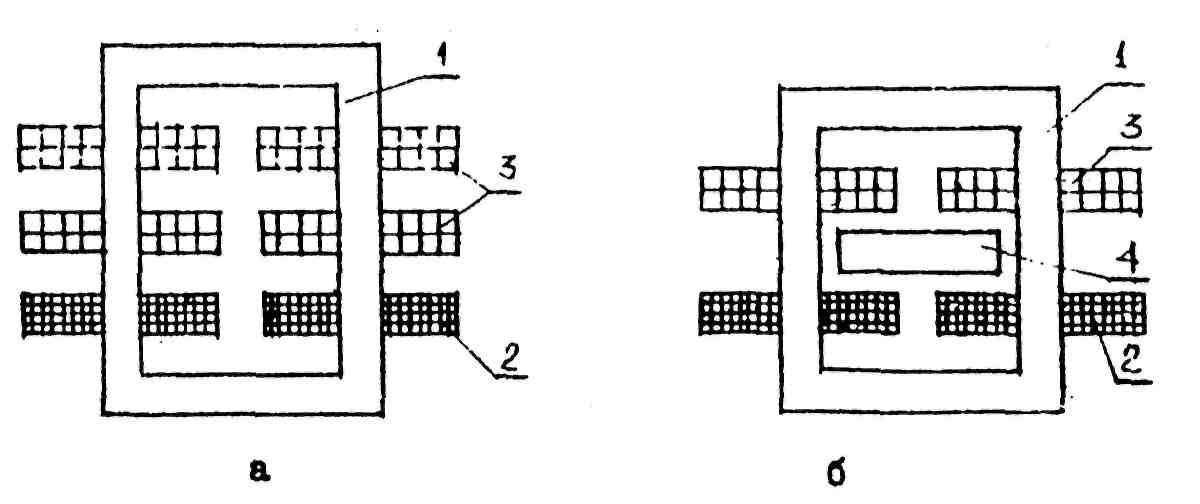
В настоящее время наибольшее распространение получили сварочные трансформаторы с подвижными обмотками (рис. 1.8,а) типа ТС, ТСК, ТД и ТДМ (ТС-300, ТС-500, ТСК-300, ТСК-500, ТД-102, ТД-306, ТДМ-317).
Примером трансформаторов с неподвижными первичными или вторичными обмотками и подвижными магнитными шунтами. Служат сварочные трансформаторы типа ОСТА и СТШ (СТШ-300, СТШ-500 и др.).