

13.Контроль качества батарей
13.1 Зачистка полюсных выводов
13.1.1 Подготовить оборудование к работе:
- включить установку зачистки полюсных выводла,
- настроить машину на заданный тип батарей ,
13.1.2 Произвести зачистку полюсных выводов.
Примечание: Необходимо производить чистку зачистных головок, каждый раз после прохождения около 1000 батарей,
13.2 Контроль батарей большим током,
13.2.1 Подготовить оборудование к работе:
-включить установку контроля батарей большим током,
-установить программу контроля заданного типа батарей.
Установка программы на заданный тип батарей осуществляется с центрального пульта управления. На дисплее ПК нажмите на «Цикл» выберите программу и подтвердите нажав на ОК.
-Для батарей евро полярности «+» слева, полярность назначить «инвертированная» разворот батарей;
-Для батарей евро полярности «+», полярность назначить «нормальная».
Изменение полярности осуществляется следующим образом: на мониторе ПК нажмите левой клавишей мышки на пиктограмму «Изменить» и с помощью стрелочек выберите нужную вам полярность (см. схему 1).
-
нормальная
↑
инвертированная
↓
рис.13.1
-задать амплитуду тока согласно таблице 13.1. Продолжительность импульса тока — 4 сек.
13.2.2 Произвести контроль батарей большим током. Напряжение разомкнутой цепи (Uр.ц.) должно быть в пределах 12,75 — 12,95.
Напряжение батареи в конце разряда должно быть не ниже 7,0 В.
Таблица 13.1
-
Тип батареи
Сила тока проверки, А
6СТ-55 АЗ
700
6СТ-55 А1
700
6СТ-45 АЗ
650
6СТ-45 АН1
650
6СТ-90 А3
1100
6СТ-90 А1
1100
6СТ-88 А3
1000
6СТ-88 А1
1000
6СТ-100 А3
1200
6СТ-100 А1
1200
Контроль батарей высоким напряжением.
13.3.1 Подготовить оборудование к работе:
-включть установку контроля батарей высоким напряжением,
-настроить машину на заданный тип батарей,
-задать амплитуду контрольного напряжения в пределе 6 кВ, ток утечки << 3 мА.
13.3.2 Произвести контроль батарей высоким напряжением.
13.4 Маркировка батарей прошедших контроль.
13.4.1 Подготовить оборудование к работе:
-включить установку маркировки батарей;
-настроить машину на заданный тип батарей;
Произвести маркировку батарей согласно КД на батарею и рис.13.2
Маркировка аккумуляторной батареи
р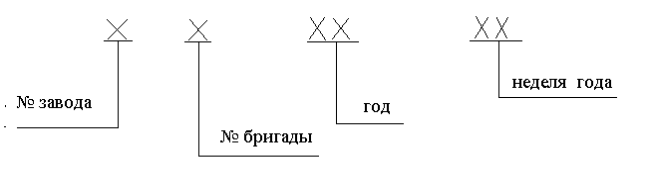 ис.13.2
Маркировка аккумуляторной батареи
ис.13.2
Маркировка аккумуляторной батареи
14. Литейный цех
14.1Общее описание процесса
Оператор загружает в котел слитки свинцового сплава. В котле слитки плавятся, расплав нагревается до заданной температуры и подаётся насосом по трубопроводу в качающий ковш. При опрокидывании ковша, порция расплава заливается в литейную форму, кристаллизуется и принимает формы технологической отливки двойного токоотвода. После окончания кристаллизации отливки, литейная форма размыкается, технологическая отливка выталкивается из литейной формы на ленточный конвейер. Ленточным конвейером, проходя под правильными рамками, отливка подаётся на штамп.
В штампе производится вырубка двойного токоотвода из технологической отливки. Обрезь технологической отливки возвращается нижней конвейерной лентой в котёл для повторной переплавки. Сдвоенные токоотводы подаются на приемные направляющие накопители. Оператор, по мере накопления сдвоенных токоотводов на направляющих, снимает и укладывает их стопками на поддон. Литейный автомат работает в автоматическом режиме.
Содержание химических элементов в литейных сплавах должно соответствовать данным приведённым в табл.1- для сплавов производства ООО «Укрсплав» и в табл. 14.2 – для сплавов производства ОАО «Мегатекс».
Таблица14.1
|
Марка сплава |
Содержание элементов, % вес. | ||||||||||||
|
Pb |
Sb |
Se |
Sn |
Ag |
As |
Bi |
Cu |
Fe |
Ni |
S |
Zn |
Cd | |
|
PbSb1,8Se |
Ост. |
1.7-1.9 |
0.020-0.025 |
0.020-0.030 |
не огр. |
0.10-0.14 |
≤0.030 |
≤0.02 |
≤0.005 |
≤0.002 |
0.001-0.002 |
≤0.001 |
≤0.001 |
|
PbSb3,5 |
Ост. |
3.3-3.8 |
≤0.001 |
0.003-0.010 |
не огр. |
0.02-0.05 |
≤0.030 |
0.01-0.06 |
≤0.001 |
≤0.002 |
0.003-0.01 |
≤0.001 |
≤0.001 |
|
PbSb4,5 |
Ост. |
4.5-4.8 |
≤0.005 |
0.005-0.150 |
не огр. |
0.03-0.05 |
≤0.032 |
0.005-0.040 |
≤0.005 |
≤0.005 |
|
≤0.020 |
≤0.005 |
Табл. 14.2
|
Марка сплава |
Содержание элементов, % вес. | ||||||||||||
|
Pb |
Sb |
Se |
Sn |
Ag |
As |
Bi |
Cu |
Fe |
Ni |
S |
Zn |
Cd | |
|
PbSb1,8Se |
Ост. |
1.7-1.9 |
0.018-0.025 |
0.025-0.030 |
не огр. |
0.10-0.14 |
≤0.030 |
0.02-0.06 |
≤0.005 |
≤0.002 |
≤0.002 |
≤0.001 |
≤0.001 |
|
PbSb3,5 |
Ост. |
3.2-3.8 |
≤0.002 |
0.4-0.55 |
не огр. |
0.07-0.11 |
≤0.030 |
≤0.04 |
≤0.001 |
≤0.002 |
0.003-0.01 |
≤0.001 |
≤0.001 |
|
PbSb4,5 |
Ост. |
4.0-4.8 |
≤0.001 |
≤0.01 |
не огр. |
0.01-0.05 |
≤0.032 |
≤0.08 |
≤0.005 |
≤0.005 |
≤0.01 |
≤0.001 |
≤0.001 |
Табл.14.3
Основные технологические параметры изготовления токоотводов
|
Наименование параметра |
Значение параметров |
|
1.Температура в котле, ºС |
450-520 |
|
2.Температура в трубопроводе, ºС |
470-530 |
|
3.Температура в опрокидывающемся ковше, ºС |
470-540 |
|
4.Температура охлаждающей воды, ºС |
40-80 |
|
5. Температура литейной формы, ºС |
140-185 |