

Таблиця 1.8 – Технологічна характеристика пристосувань
|
Найменування пристосування |
Марка, виготовлювач |
Клас швейної машини, підприємство-виготовлювач |
Графічне зображення шва, ТУ виконання |
|
1 |
2 |
3 |
4 |
|
Для обкантовування зрізів деталей |
MAN-0280G-OAO „Джукі” (Японія) |
DLN-415-5-2B/210/AK-2 „Джукі” (Японія)
|
|
Таблиця 1.9 – Технологічна характеристика пресового обладнання
|
Обладнання, підприємство-виготовлювач |
Марка (тип) |
Продуктивність, циклів/год. |
Зусилля пресування, кН |
Тип приводу |
Тип нагрівання подушки |
Температура нагрівання подушки, 0С | ||
|
верхньої |
нижньої |
верхньої |
нижньої | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Прес гладильний з програмним керуванням „Легмаш” (Росія) |
ППУ-1 |
до 75 |
20 |
пневматичний |
електричний |
паровий |
100-200 |
105-110 |
Продовження таблиці 1.9
|
Обладнання, підприємство-виготовлювач |
Встановлена потужність, кВт |
Витрата повітря, м/год. |
Витрата пару, кг/год |
Кількість повітря, що відсмоктується, м/год. |
Час розігріву робочих органів, хв. |
Тривалість автоматичного циклу, с |
Габарити, мм |
Маса без подушок, кг | ||
|
Довжина |
Ширина |
Висота | ||||||||
|
1 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
Прес із програмним керуванням „Легмаш” (Росія) |
до 10 |
0,82 |
12 |
70 |
40 |
90 |
1400 |
1180 |
1300 |
400 |
Таблиця 1.10 - Технологічна характеристика прасувального обладнання
|
Обладнання, підприємство-виготовлювач |
Марка (тип) |
Тип нагрівання поверхні |
Температура нагрівання поверхні, оС |
Встановлена потужність, кВт |
Витрата пару, кг/год. |
Час розігріву робочих органів, хв.. |
Габарити, мм |
Маса, кг | ||
|
довжина |
ширина |
висота | ||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Праска электропарова Орловський машинобудівний завод (Росія) |
УПП-3М |
|
100-240 |
1 |
3 |
10 |
240 |
125 |
153 |
3 |
2.2 Технологічні карти на виготовлення вузлів виробу
Технологічні карти складаються на 5-6 вузлів виробу за узгодженням з керівником роботи у вигляді схеми зборки із зазначенням деталей, що входять у вузол, видів їхнього з’єднання і технологічних режимів обробки. Технологічні карти необхідно представити в пояснювальній записці на аркушах формату А4 (210 х 297мм). Зразок оформлення приведений у додатку Б.
2.4 Розробка технологічної послідовності виготовлення виробу
Оформляти технологічну послідовність необхідно з виділенням етапів та вузлів обробки у формі таблиці 2.6.
Таблиця 2.6. – Технологічна послідовність обробки жіночої сукні з
вовняної тканини
|
Номер та зміст неподільної операції |
Спеціальність |
Розряд |
Витрата часу, с |
Обладнання, пристосування, інструменти |
|
1 |
2 |
3 |
4 |
5 |
|
Запуск деталей у потік |
|
|
|
|
|
1 |
|
|
|
|
|
2 |
|
|
|
|
|
Заготівельні операції Обробка коміра |
|
|
|
|
|
3 |
|
|
|
|
|
4 |
|
|
|
|
|
… |
|
|
|
|
|
32 |
|
|
|
|
|
Обробка кишень |
|
|
|
|
|
33 Намітити місце|місце-милю| розташування кишень на пілочках |
Р |
3 |
36 |
Крейда, лекало |
|
34 Намітити місце|місце-милю| розташування підкладок з виворітного боку пілочок |
Р |
3 |
34 |
Крейда, лекало |
|
35 Наколоти верхні підкладки кишень з виворітного боку пілочок |
Р |
2 |
40 |
Шпильки |
|
36 Пришити листочки, підкладки до пілочок з|із| одночасним розрізанням пілочок по лінії входу в кишені |
Н\ А |
4 |
48 |
APW-240| «Джукі»
|
|
37 Надсікти пілочки в кінцях кишень |
Р |
4 |
20 |
Ножиці |
|
38 Вивернути листочки і підкладки на виворітний бік, виправити кінці листочок |
Р |
1 |
20 |
|
|
39 Настрочити зрізи листочок на верхні підкладки кишень |
М|м-код| |
2 |
24 |
DLN-415-5-2B/210/АК-2 «Джукі» |
|
40 Закріпити вхід в кишені |
М|м-код| |
2 |
30 |
DLN-415-5-2B/210/АК-2 «Джукі» |
|
41 Закріпити кінці кишені |
М|м-код| |
4 |
60 |
DLN-415-5-2B/210/АК-2 «Джукі» |
|
42 Обмітати припуски швів пришивання нижньої підкладки до пілочок |
З|із| |
2 |
18 |
МО-2516Е-FF6 «Джукі» |
|
43 Зшити зрізи підкладки кишень з|із| одночасним обметуванням |
З|із| |
2 |
50 |
МО-2516Е-FF6 «Джукі» |
|
44 Припрасувати кишені в готовому вигляді|виді| |
У|біля,в| |
3 |
30 |
Cs-394E+Cs-392| «Паннонія» |
|
Разом: |
|
|
410 |
|
|
… і т.д. по усіх вузлах |
|
|
|
|
|
Разом по заготівельним операціям: |
|
|
t |
|
|
Монтажні операції … |
|
|
|
|
|
Разом по монтажним операціям: |
|
|
t |
|
|
Оздоблювальні операції … |
|
|
|
|
|
Разом по оздоблювальним операціям: |
|
|
t |
|
|
Разом по виробу: |
|
|
Тобр2 |
|
ЗАПРОПАНОВАНИЙ ВИРІБ НЕОБХІДНО ВИГОТОВИТИ У НАТУРАЛЬНУ ВЕЛИЧЕНУ.
Додаток А
|
|

Деталі верху
|
|
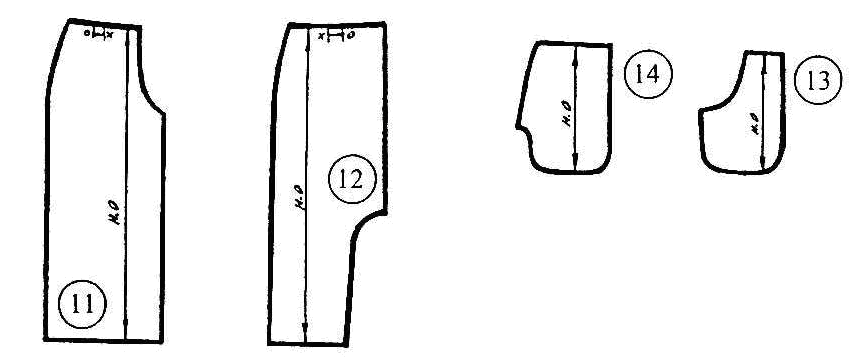
Деталі підкладки
|
|
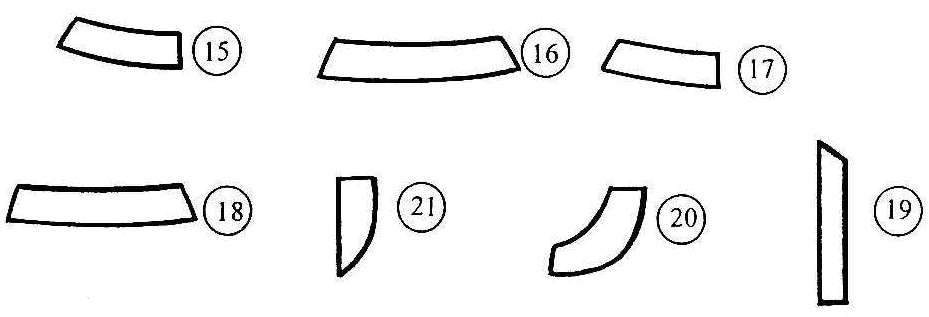
Деталі прокладки
Рисунок 4 – Деталі крою спідниці жіночої з напіввовняної тканини
Додаток Б
Error: Reference source not found
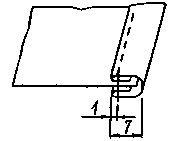
Рисунок 5 – Обробка кишені у шві переднього полотнища спідниці
|
7 |
Прокладка обшивки кишені |
Клеєна прокладочна полотнина арт. 935508 |
2 |
|
6 |
Нижня підкладка кишені |
Підкладкова арт. 32382 |
2 |
|
5 |
Верхня підкладка кишені |
Підкладкова арт. 32382 |
2 |
|
4 |
Обшивка кишені |
Напіввовняна арт.21531 |
2 |
|
3 |
Заднє полотнище спідниці |
Напіввовняна арт.21531 |
2 |
|
2 |
Бочок переднього полотнища спідниці |
Напіввовняна арт.21531 |
2 |
|
1 |
Переднє полотнище спідниці |
Напіввовняна арт.21531 |
2 |
|
№деталей |
Найменування деталей |
Вид та артикул матеріалу |
Кількість деталей |