

6.42-Сурет. Параллельдіктен ауытқу
Жазықтықтардың перпендикулярлықтан ауытқуын индикатормен тексеру плиткасы үстінде бақылайды, бірақ та бұрыш өлшеуіш немесе беттік призмалар, тексеру плитасына перпендикуляр беттер қолдануымен.
Өнімді ретнде және сенімді түрде беттердің орналасу ауытқуын, арнайы калибрлермен, форма және конструкциясын, бөлшектің формасымен анықтайтын және бақылайтын ауытқу түрімен 6. сурет.

6.43- Сурет. Беттердің орналасуын бақылауға арналған калибрлер
Калибрлерді мамандандырылған жөндеу кәсіпорындарында, жеткілікті үлкен бағдарламада программа қолданған тиімді.
6.11. Бет бүдірін өлшейтін құрал
Бет бүдірін өлшейтін қолда бар құралдар немесе тым сенімділігі өте аз және үлкен қателіктер жібереді немесе жеткілікте түрде күрделі, тек лабораторияларда ғана қолданады.
Өңдірістік жағдайда шамалап бағалау үшін бет бүдірі үлгілері қолданылады, қайсыларын бөлшек беттерін визуалді түрде салыстырады. Аздаған беттерін ойқырлылықтары бүдірін өлшеуге болады немесе лабораторияда бөлшектің өзінен немесе дақ әдісімен бөлшек бетінен алынған, соңынан лабораторияда өлшенген.
Лабораториялық жағдайда бүдірді өлшеу үшін қосақталған Линика микроскопын МИС11 6. сурет қолданады. Жарық беретін микроскоп 1, о бұрышпен бөлшек бетіне , тар саңылау арқылы және объектив , жарық шоғыры пучок түседі. Бөлшектер бетімен жарық жолағы полоса қиылысу сызығы тегіс емес, тек сол қимадағы беттер тегіс еместігін көшіріп береді.
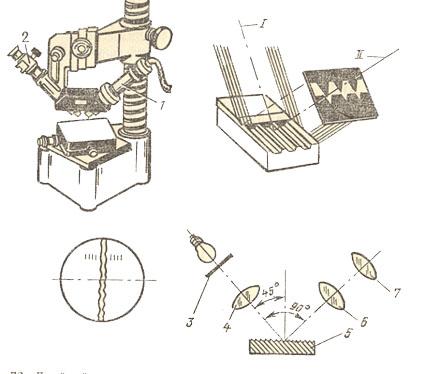
Сурет-6.44
Объектив 6 арқылы үлкейтілген және окуляр 7, тегіс емес мөлшер түрде визуалді окулярлі микрометр немесе фотонасадка көмегімен анықтайды.
Төрт ауысымды микрообъективтер көмегімен 87 ден 517 дейін бейнені ұлғайтуға болады, өлшеу қателігі бұл жағдайда 7, тен арасында болады.
Екі жақты микроскоптың жетіспеушілігі көру өрісі онша үлкен емес, сондықтан да бет бүдірі барлық базалық ұзындықта өлшенбей, тек жекелеген участоктерде өлшенед.
Профилографтар профилометрлер блоктағы құрылмалардың бет бүдірін өлшеу үшін ең жетілдірген аспап. Аспап бірыңғайланған блоктардан тұрады 6.-сурет: кареткалы тағанмен, әмбебапты столик , датчик коромыслада, қайсысында алмас ине бекітілген, мотожетек , электронды блоктың көрсететін аспабы мен 1 және жазатын аспап. Қармалау ощупов. инені бөлшектер беті бойынша жылжытқанда оның теңселуі, электр тоғынан кернеу өзгеруіне индуктивті әдіспен түрленеді. Инененің аз қысым күші өлшенетін бөлшек бетінде, бөлшек бетін бүлдірмей бет бүдірін, түсті металлдарды, пластмасты және басқадай металл емес материалдарды өлшеуге ықпал етеді.

6.45–Сурет. Блокты конструкциялы профилограф-профилометр
Аспаптың осы сапасы қиын қол жететін жерлердегі бет бүдірін өлшеу үшін, дақ түсіру әдісін кең қолдануға жол ашады.
Датчиктің магнит жүйесіне қосарланған Штәрізді өзек 6. б. сурет екі катушкамен 1, және коромысла пластинасы , қармалау ине жалғасқан. Катушкалар 1 датчиктің және бірінші орамның екі жартысы, дифференциалды кіретін трансформатор 6, байланысты көпір құрайды, қайсысы дыбыс жиілікте , генератордан қоректенетін. Ине тербелісі өлшенетін бетпен жылыстап, коромысла пластинасын өзек арқылы тербеліске келтіреді, ол өз кезегінде катушка датчигімен және коромысла пластина арасы ауа саңылаудың өзгертеді. Бұл жағдайда дифференциалды трансформатордың шығуында кернеу өзгереді, қайсысы электронды блок күшейтіледі, және көрсеткіш аспап немесе жазып алатын , беріледі.
Базалық ұзындық , ден ,мм дейін болғанда көрсететін аспап бет бүдірін Ra параметрмен бағалайды. Профилограмма бойынша стандартпен қарастырылған бет бүдірінің барлық параметрлері анықталуы мүмкін, алайда, бұл оларды өңдеуде үлкен уақыт шығынын талап етеді. Профилограмды жазғанда көлденең ұлғаю мыңға жетуі мүмкін, ал тікше ұлғаю мың ретке дейін. Өлшеу қателігі 1 аспайды.
Жоғарыда келтірілгендерден басқа әр түрлі құрылма қолданылады механикалық, оптикалық, бет бүдірін электрлік құралдармен өлшеу. Бірақ оларды қолдану күрделі болғандықтан, әрі сенімділігі аз және өлшеуде үлкен қателіктері болғандықтан, олар кең түрде таралым алған жоқ.