

Металдармен қорытпалардың макроқұрылымдық талдауы.
Жұмыстың мақсаты: болат ақауларын және макроқұрылымды шығарып қарау әдiстерiмен макроажарлауларды дайындау әдiстемлерiн оқып үйрену.
2. Теориялық мағлұматтар.
Макроталдауды металдың дендриттi құрылысын, газдық көпiрiктерiн, жарықтарын, шлакты қоспаларын, күкiрт пен фосфордың ликвациясын, пiсiру қосылысының сапалығын бақылап шығаруға қолданады. Макроталдау кезiнде макроқұрылымды зерттеу жүргiзiледi. Макроқұрылым дегенiмiз ол металдың және қорытпалар құрылысын көзбен немесе лупаны қолданып (30 – 40 рет үлкейтiлген) қарауды айтады.
Макроқұрылым бөлшектер мен өңдемелердiң беткi бөлiгiнде зерттеуде жүргiзiледi: сынықта немесе көп жағдайда iстелетiн, кесiлген үлгiде, оның ажарлаудан және әдейi реактив қышқылмен өңдеуден кейiн.
Макроқұрылымды дайындалған үлгiнiң бетiн макроажарлау дейдi.
2.1.Сынық әдiс. Металды қысым жасаудан өткенiн, өңдеудегi дәннiң үлкендiгiн, шойынның iшкi құрылысының ақауларын (жарық, саңылау және т.б.) бақылап шығарады.
Сынықты оқып үйрену – металл мен қорытпалардың кристаллдық құрылысын бақылайтын ең оңай әдiс. Сынықты оқып үйрену үшiн үлгiнi сындырады, сынған жерiн лупаның көмегiмен немесе көзбен қарайды. Сынықтың түрiн болаттың сынғыш сыну анықтамасы ретiнде қолданады.
2.2. Макроажарлау әдiсi. Макроталдауға арналған үлгiнi белгiлi орында және белгiлi жазықтықта кеседi, ол қандай зат зерттелуге дайындалғанына байланысты – құйма, шыңдалғы, штамптау, қақтау, пiсiрiлген немесе термиялық өңделген бөлшек және оқып үйрену және шығару – бiрiншi кристалдану, ақаулар, металдың бiркелкiлiгiн бұзатындарды, құрылысының бiр тектi еместiгiн. Сондықтан үлгiлердi бiр немесе бiрнеше жерден құйманы, бөлшектi және дайындаманы көлденең және көлбеу бағытта кеседi.
Макроталдауға арналған үлгiнiң бетiн фрезерлiк немесе кесу станоктарында (егер материал аз жылдамдықты) немесе жалпылама ажарлау станогында (егер материал қатты болса) өңдейдi. Үлгiнiң бетi жақсы, жалтыр болу үшiн оны қолмен ажарлайды.
Ажарлау кезiнде үлгiнiң бетiн, ағаш бөлiкке оралған ажарлау терiшiктi жүргiзедi. Ажарлауды қатты минералды түйiршiктi дәнi бар терiшекпен бастайды, содан кейiн баяу ұсақ түйiршiктi дәндерi бар терiшiктерге аустырады. Бiр нөмiрден екiншiге ауысқанда ажарлау бағытын 900 өзгертедi. Ажарлаудан кейiн үлгiнi мақтамен сүртiп, қышқылмен өңдеуге ұшыратады.
Металды қысыммен өңдегенде пайда болған талшықтықты 70-1000 С қыздырылған үлгiнiң ажарланған бiр бетiн терең қышқылмен шығарады. Осы уақытта дәндер шекарасына жиналған қоспалар, негізгі металдан тез ери бастайды, соның қорытысында жұқа талшық түрінде рельефті бет пайда болады.
Бөлшектің кесіндісінің түрімен сәйкес келетін талшықтық, ол қысыммен өңдеудің дұрыс технологиясын куәландырады (сурет 1.1.). Бөлшектің жиегімен сәйкес келмейтін талшық орындары бір түрден екінші түрге ауысқанда қысым тудырады, ол пайдалану мерзімін азайтады.
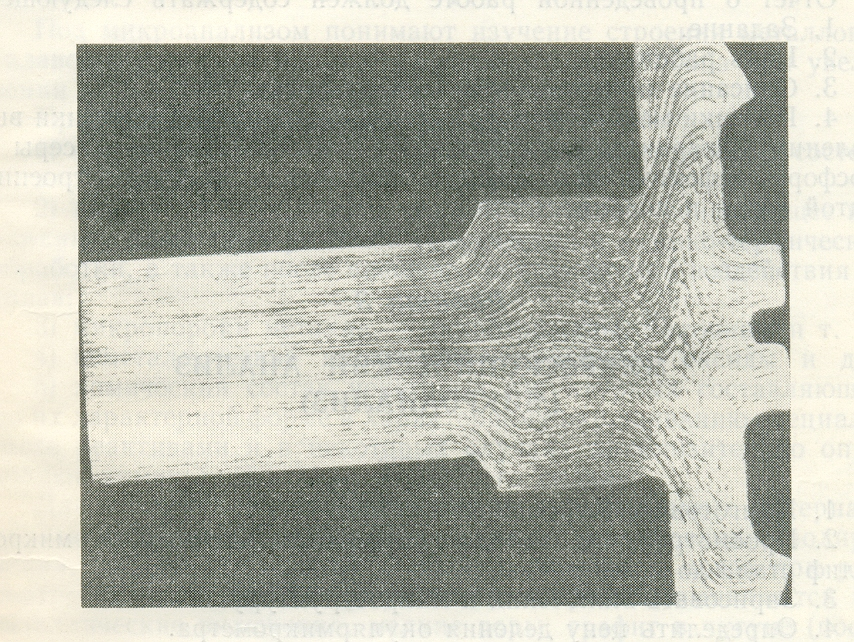
Сурет 1.1. Автомашинаның жартылай өсінің шыңдалғысының макроқұрылымы. Талшықтардың бағыты шыңдалғының сыртқы түрін қайталайды: 50% тұзды қышқылмен өңделген.
Болатта күкірттелген темір, темірмен жеңіл ерігіш эвтектиканы құрайды, ол дәндер шекарасында орналасады және 985 – 10000 С-те балқиды. Сондықтан болаттың ыстық қысыммен өңдеуінде 10000 С-тан жоғары температураларда эвтектика тез балқиды, ол дәндерді бұзады және металда саңылаулармен жарықтар пайда болады. Мұндай көріністі қызылсынғыш деп атайды. Күкірттің болатқа кері әсері күшие түседі, егер ол үлгінің кесіндісіне бір қалыпсыз таралатын болса (ликвация).
Ликвация дегеніміз қорытпалардың химиялық құрамының біртекті еместігі.
Көп жағдайларда ликвация керек емес құбылыс, себебі қорытпа кесіндісінің химиялық құрамының бір текті еместігінен оның қасиеттері әр түрлі болады. Мысалы, 1.2 суретте күкіртпен фосфордың бір тексіз таралған рельстің макроажарлау үлгілері келтірілген.