

7. Организация непоточного производства
Непоточному производству присущи такие признаки: на рабочих местах обрабатываются различные по конструкции и технологии изготовления предметы труда, ибо количество каждого из них является небольшим и недостаточным для нормальной загрузки оборудования; рабочие места размещаются однотипными технологическими группами без определенной связи с последовательностью выполнения операций, например, группы токарных, фрезерных, сверлильных и других станков; предметы труда перемещаются в процессе обработки по сложным маршрутам, вследствие чего есть большие перерывы между операциями. После отдельных операций предметы труда часто поступают на промежуточные склады и ожидают освобождения рабочего места для выполнения следующей операции. Непоточный метод применяется преимущественно в единичном и серийном производствах. В зависимости от номенклатуры изделий и их количества он может иметь различные модификации. Обычно применяются три модификации: единично-технологическая, партийно-технологическая и предметно-групповая (рис. 2).
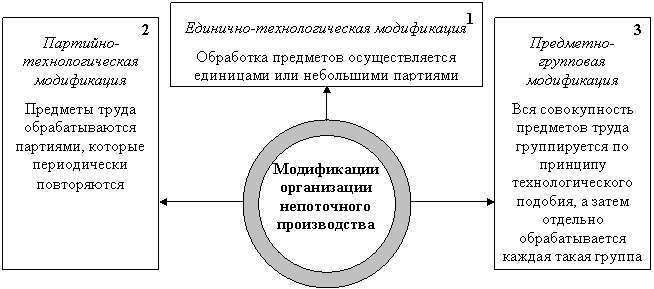
Рисунок 2. Возможные модификации организации непоточного производства.
В условиях единичного производства непоточный метод осуществляется преимущественно в виде единично-технологической модификации, когда отдельные предметы труда единицами или небольшими партиями, которые не повторяются, проходят обработку в соответствии с приведенным выше порядком. В серийном производстве этот метод принимает вид партийно-технологической или предметно-групповой модификаций.
Партийно-технологическая модификация отличается от единично-технологической тем, что предметы труда проходят обработку партиями, периодически повторяющимися. Партия предметов труда является важным календарно-плановым нормативом организации партийного производства и её величина существенно влияет на его эффективность. Это влияние не однозначно. Конечно, увеличение величины партии обеспечивает уменьшение количества переналадок оборудования, вследствие чего улучшается его использование, снижаются затраты на подготовительно-заключительные работы (переналадка, получение и сдача работы, ознакомление с технической документацией и т.п.). Кроме того, упрощается оперативное планирование и учёт производства. Однако обработка предметов большими партиями увеличивает объём незавершенного производства, требует больших складских помещений, а значит, и дополнительных затрат. Уменьшение величины партий предметов оказывает на эффективность производства противоположное влияние. Это объясняет важность определения оптимальной величины партии. В общем виде можно сказать, что оптимальной является такая партия предметов, которая требует минимальных общих затрат на её изготовление. Она исчисляется в процессе оперативного управления производством.
Единичные и партийно-технологические модификации непоточного метода производства являются очень сложными. Их недостатки несколько ослабляются применением предметно-группового метода. Сущность последнего состоит в том, что вся совокупность предметов труда разделяется на технологически подобные группы. Обработка предметов каждой группы осуществляется по приблизительно одинаковой технологии и требует одинакового оборудования. Это позволяет создавать для обработки группы предметно специализированные участки, повышать уровень механизации и автоматизации производства. Предметно-групповые методы создают предпосылки для перехода к поточному производству.
Количество оборудования в непоточном производстве определяется отдельно для каждой группы однотипных, технологически взаимозаменяемых станков:

где М – количество станков (машин) в технологической группе;
п – количество наименований предметов, обрабатываемых на данном оборудовании;
Ni – количество предметов i-го наименования, обрабатываемых за расчетный период (обычно за год);
ti – норма времени на обработку i-го предмета, часов;
Тр – плановый фонд времени работы единицы оборудования за расчетный период;
Кн – коэффициент выполнения нормы времени.
Оборудование в непоточном производстве является преимущественно универсальным, а рабочие – универсалами высокой квалификации. Более высокий уровень специализации оборудования, как отмечалось, используется в случае применения предметно-групповой модификации, поскольку за определённым предметно-специализированным участком может быть закреплено меньшее количество деталей операций.
Для непоточных методов характерно последовательное (редко последовательно- параллельное) сочетание операций, что наряду со сложными маршрутами обработки увеличивает длительность производственного цикла. Однако непоточное производство имеет широкую сферу применения: оно используется в промышленных дискретных процессах. При небольших объёмах изготовления отдельных изделий непоточный метод обеспечивает лучшее использование оборудования, более полную его загрузку во времени и по мощности, поскольку обработку предметов можно распределить между станками группы с учетом их параметров.