

Оборудование для газовой сварки
Ацетиленовые генераторы (газогенераторы) - это аппараты для разложения карбида кальция водой с целью получения газообразного ацетилена (рис. 5.21).
Согласно ГОСТ 5190-67 ацетиленовые генераторы классифицируются следующим образом:
по производительности: 0,5; 0,75; 1,25; 2,5; 3; 5; 10; 20;... 320 м3/час ацетилена;
по способу устройства: передвижные и стационарные;
в зависимости от системы взаимодействия карбида кальция с водой: "карбид на воду", "вода на карбид", "вытеснения", "комбинированные" (вода на карбид и вытеснение), "сухие";
в зависимости от давления вырабатываемого ацетилена: низкого давления - до 0,1 кгсм/см2; среднего давления - от 0,1 до 1,5 кгсм/см .
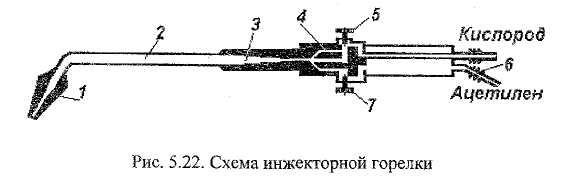
На пути следования ацетилена от генератора к сварочной горелке устанавливают водяной затвор для предотвращения взрыва ацетилена в газогенераторе при обратном ударе пламени. Обратный удар возникает, когда скорость истечения газов становится меньше скорости их горения. Практически это происходит при перегреве горелки и засорении сопла или центрального отверстия инжектора. Для газов-заменителей ацетилена применяются для этой цели обратные клапаны.

. Технология газовой сварки
Качественный шов обеспечивается правильным подбором мощности горелки, вида сварочного пламени, способа сварки, угла наклона горелки, применением соответствующего присадочного материала и флюса.
Мощность сварочного пламени оценивают по расходу ацетилена А, который вычисляют по формуле:
A = K-S,
где S - толщина свариваемых листов, мм;
К - коэффициент; для углеродистой стали и чугуна К=100-120; для нержавеющей стали К=70~80; для меди К=160 -200; для алюминия К=75. По мощности пламени определяют номер наконечника сварочной горелки. Диаметр присадочной проволоки d выбирают в зависимости от толщины S свариваемых листов. При толщине свариваемых листов S < 10 мм можно пользоваться формулой:
d = 0,5·S + l.
При толщине S > 10 мм диаметр присадочного прутка принимают равным 5 мм.
Существуют два основных способа газовой сварки: правый и левый. При толщине металла менее 3 мм применяют левую сварку, при которой горелка движется вдоль стыка справа налево. Присадочный пруток находится слева от горелки. При толщине металла больше 5 мм применяют правую сварку: горелка движется слева направо. Правый способ обеспечивает некоторую термическую обработку выполненного соединения, поэтому его предпочтительно применять для сварки закаливающихся сталей любой толщины.
Угол наклона горелки к свариваемой поверхности зависит от толщины свариваемого металла, рис. 5.25.

При увеличении толщины металла нужна большая концентрация тепла и, соответственно, больший угол наклона горелки.