

11.3.3. Расчет нагрева и охлаждения в среде с постоянной температурой по вспомогательным графикам
Расчет времени нагрева и охлаждения как тонких, так и массивных тел удобно вести по специальным графикам, предложенным Гребером, Шаком и др. Наиболее точные графики были разработаны Д. В. Будриным. Они составлены для расчета времени нагрева или охлаждения поверхности и средней плоскости пластины (рис. 11.39), а также для поверхности и оси цилиндра (рис. 11.40). По этим графикам можно также путем перемножения температурных критериев определить температуру различных точек поверхности и центра дисков, цилиндров, призм для любого момента времени.
По оси абсцисс отложено значение независимой переменной — относительного времени (критерия Фурье) в логарифмическом масштабе, а по оси ординат — температурный критерий (относительная температура), представляющий собой отношение текущей разности температуры данной точки и окружающей среды к этой же разности до начала нагрева или охлаждения:

Рис. 11.38. Коэффициенты времени нагрева в зависимости от расположения изделий в печи; d – диаметр или сторона квадрата
![]()
Критериальное уравнение будет
![]()
где θ — температурный критерий;
Fo
— критерии Фурье,
![]() ;
;
Bi
— критерии Био,
![]() ;
;
S — половина толщины пластины;
![]() —параметрический
критерии, показывающий положение точки
в теле
—параметрический
критерии, показывающий положение точки
в теле
толщиной S.
Прямые линии на диаграмме, меняющие свое направление, относятся к различным значениям критерия Bi; изделиям большего сечения соответствует большее значение критерия Bi, а изделиям меньшего сечения — меньшее. Промежуточные значения критерия Bi определяются интерполяцией. По значению критериев Bi и Fo на графике определяется критерий Fo, откуда определяется время нагрева. Далее по критериям Bi и Fo по графику для нагрева средней плоскости пластины или оси цилиндра можно определить температурный критерий и температуру средней плоскости пластины или оси цилиндра.

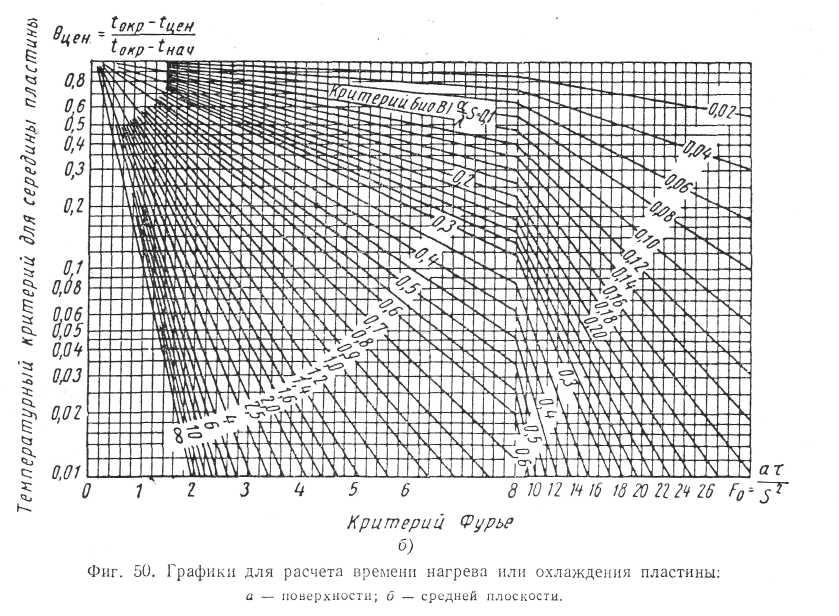
Рис. 11.39. Графики для расчета времени нагрева или охлаждения пластин:
а) – поверхности; б) – средней плоскости

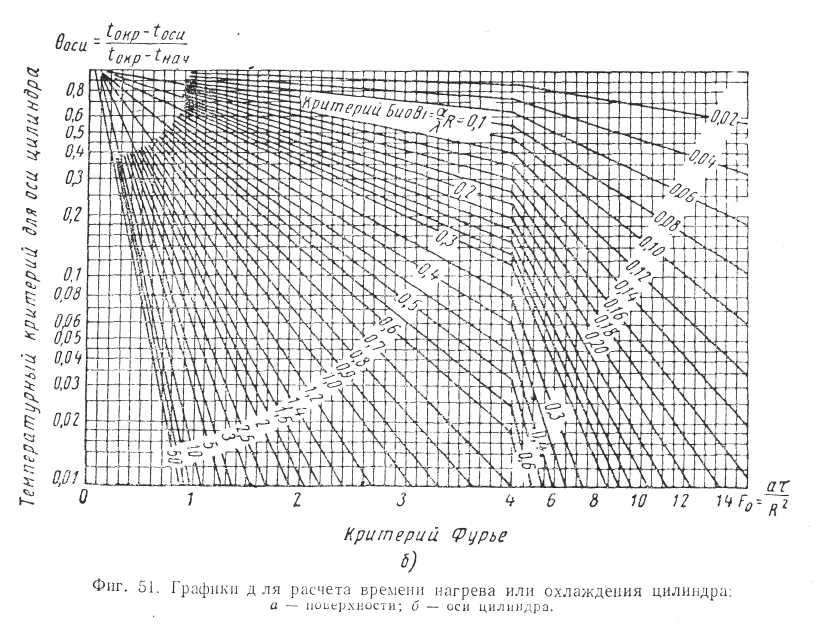
Рис. 11.40. Графики для расчета времени нагрева или охлаждения цилиндра:
а) – поверхности; б) – оси цилиндра
Пример.
В нормализационной печи с постоянной
температурой 860 °С нагревается ось
диаметром 200 мм. Требуемая температура
для нормализации 850 °С. Температура оси
перед посадкой в печь 25 °С. Требуется
определить время нагрева оси и температуру
в центре оси после нагрева. Физические
свойства нагреваемой оси: λ
= 33 ккал/м· час· град; с
= 0,168 ккал/кг·град; γ
= 7850 кг/м3;
а
=
![]() = 0,025 м2/час.
= 0,025 м2/час.
Решение. Суммарный коэффициент теплоотдачи за время нагрева приближенно находим по формуле
![]()
Критерий Bi равен
![]()
Температурный критерий для поверхности цилиндра
![]() .
.
По найденным значениям Bi и θ пользуясь графиками на рис. 11.39 а), определяем критерий
Fo
=
![]()
отсюда
![]() часа, или 2ч 20мин.
часа, или 2ч 20мин.
Пользуясь полученными значениями Bi = 0,43 и Fo = 5,8, по графику на рис. 11.40 б) можно определить температуру в центре оси при нагреве поверхности до 850 °С. Для этого определяем температурный критерий центра оси:
![]()
![]()
отсюда tцентра = 860 — 0,016 (860 — 25) = 847 °С.
Таким образом, перепад температур оси в момент нагрева поверхности до 850 °С и центра оси составит 850 — 847 = 3 °С.