

5.3. Средства механизации (подъемно-транспортное оборудование)
В термических цехах для выполнения различных работ загрузки и разгрузки шахтных печей, для передачи поддонов и деталей от разгрузочного конца печи к загрузочному, для передачи деталей с одной операции на другую применяют различное подъемно-транспортное оборудование: тали, краны, конвейеры, ручные тележки и т.д.
Простейшим подъемным механизмом являются тали с ручным приводом. По конструкции они делятся на тали с червячными и зубчатыми передачами. Более широкое распространение получили тали с червячными передачами (рис. 5.3.).
Движение тяговой цепи 6 заставляет вращаться беговое колесо 7 и червяк 5. Вращение червяка вызывает вращение червячного колеса 9 и ведущей звездочки 8. Цепь 4, служащая для подъема груза, приходит в движение. Для предотвращения вращения ведущей звездочки в обратном направлении предусмотрено храповое колесо 3 с собачкой 10. Храповое колесо свободно сидит на червячном валу и приводится в движение через упор 2. Обойма 1 служит для крепления подшипников червяка 5 и червячного колеса 9. Грузоподъемность ручных червячных талей от 0,5 до 3 тс.

Рис. 5.3.Ручная червячная таль
В электрических талях подъем грузов производится с помощью электродвигателей. Груз поднимается стальным канатом, который наматывается на барабан. Грузоподъемность электрических талей от 0,25 до 5 тс.
Электроталь, подвешенную к монорельсовой тележке, которая перемещается вручную или электродвигателем, называют электротельфером (рис. 5.4).
Перемещение поддонов у печей непрерывного действия, а также транспортировка цементационных ящиков или корзин с деталями осуществляется с помощью роликовых конвейеров. Роликовый конвейер состоит из сварной рамы и роликов, которые изготовляют из труб диаметром 60-150 мм, со стенками толщиной 4,5-5 мм. Длина роликов выбирается в зависимости от ширины тары. Роликовые конвейеры можно переносить в любое место цеха.
Передача деталей от закалочных баков к отпускным печам, к моечным машинам и на участок контроля производится цепными конвейерами. Движение цепного конвейера происходит по замкнутой трассе.
Цепной конвейер (рис. 5.5.) состоит из подвесного рельса 1, тяговой цепи 2, рабочей каретки 3 и холостой каретки 4. К рабочей каретке крепятся корзины с деталями 5. Для предохранения работающих в цехе от возможного выпадения деталей из движущихся корзин предусмотрено сетчатое ограждение 6.
Характеристика некоторых талей типа ТВ приведена в табл. 5.4.
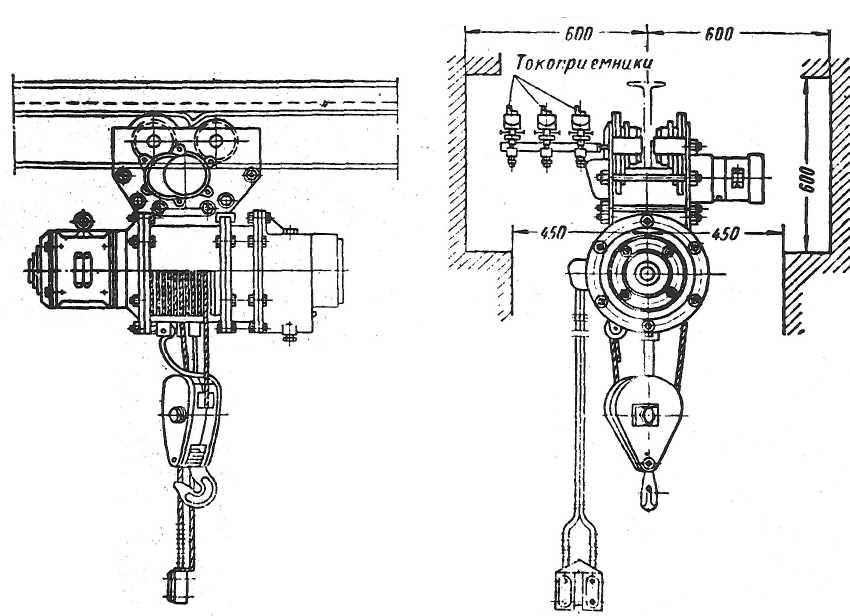
Рис. 5.4. Электротельфер типа ТВ
Таблица 5.4
Характеристика электрических талей
|
Тип тали |
Грузоподъемность, т |
Высота подъема, м |
Скорость, м/мин |
Масса, кг |
Электродвигатель для подъема |
Диаметр каната, мм |
Электродвигатель для передвижения | |||
|
подъема |
передвижения |
Мощность, кВт |
Число оборотов в мин |
Мощность, кВт |
Число оборотов в мин | |||||
|
ТВ-0,25 |
0,25 |
6 |
8 |
ручное |
70 |
0,45 |
960 |
4,8 |
- |
- |
|
ТВ-0,5 |
0,5 |
6 |
8 |
ручное |
90 |
0,85 |
940 |
6,2 |
- |
- |
|
ТВ-1 |
1,0 |
6 |
8 |
30 |
490 |
1,8-2,7 |
960 |
8,8 |
0,65 |
1410 |
|
ТВ-2 |
2,0 |
6 |
8 |
30 |
510 |
3,0-3,5 |
960 |
11 |
0,65 |
1410 |
Для подъема, загрузки и выгрузки, а также для перемещения тяжелых конструкций и деталей применяют ручные мостовые краны.
На рис. 5.6 показаны конструкции ручных мостовых кранов. Однобалочные ручные мостовые краны имеют грузоподъемность до 5 тс при пролетах до 12 м. Для большей грузоподъемности, а также при пролетах, превышающих 2 м, устанавливают двухбалочные краны.
В электрических мостовых кранах ходовые колеса приводятся в движение электродвигателем.

Рис. 5.5. Схема цепного конвейера
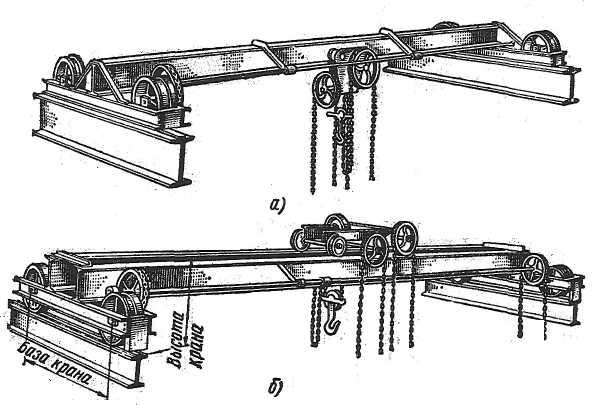
Рис. 5.6. Ручные мостовые краны:
а) - однобалочный, б) - двухбалочный
Некоторое применение, например, для шахтных печей и местного обслуживания другого оборудования, имеют консольные поворотные краны.
Подъемно-транспортное оборудование обычно снабжается различными грузозахватными приспособлениями. Грузозахватные приспособления разнообразны по конструкции и назначению. В целях классификации их можно разделить на группы: для изделий типа штампов и цементационных ящиков, для изделий типа бандажей и ободов; для прутков и профилей, листового материала, для плит и др. изделий.
Транспортировка деталей внутри цеха и между цехами производится с помощью ручных тележек и электрокар. Электродвигатель электрокар питается постоянным током от аккумуляторных батарей. Грузоподъемность электрокар 1,5 и 5 тс. Для электрокар изготовляют специальную тару на ножках. Электрокар захватывает вилочным захватом тару, поднимает ее и перевозит к месту назначения.