

11.1.5.2. Азотирование
Азотирование (Аз) – процесс химико-термической обработки стальных деталей, обуславливающий их насыщение азотом на определенную глубину от поверхности.
Азотирование осуществляется путем нагрева стальных деталей в присутствии аммиака NH3 до температуры в пределах 520…650 °С.
При указанной температуре проводится или изотермическая, или ступенчатая (при разных температурах) выдержка в зависимости от требуемой глубины азотированного слоя с последующим охлаждением с любой скоростью.
Азотирование является конечным процессом цикла термической обработки и применяется с целью повышения износоустойчивости и предела выносливости деталей машин (табл. 11.30).
Процесс азотирования в первые разработал русский ученый Н.П. Чижевский, опубликовавший с 1907 по 1913 гг. 14 работ, посвященных изучению влияния азота на свойства железа, стали, некоторых других материалов.
Широкому внедрению процесса азотирования в отечественном машиностроении способствовали работы Н.А. Минкевича, И.Е. Конторовича, С.Ф. Юрьева, В.И. Присвирина. Подробные исследования по выяснению физических основ процесса азотирования проведены в последние годы Ю.М. Лахтиным.
При взаимодействии азота с металлами образуются нитриды, а при взаимодействии азота с железом – фазы внедрения (табл. 11.31, 11.32).
Распределение фаз по глубине слоя от поверхности в качестве примера приведено на рис. 11.16: при температуре ниже 591 °С – ε–γ’–α; выше 591 °С – ε–γ’–γ–α.
Диффузия азота подчиняется ранее указанной закономерности (табл. 11.33):
![]() (рис.
11.17).
(рис.
11.17).
Коэффициент диффузии азота снижается с повышением содержания углерода у стали. Углерод тормозит диффузию азота в ε- и α-фазах.
Таблица 11.30
Влияние азотирования на предел выносливости стали
|
Марка стали |
Термическая обработка |
Механические свойства | ||||||
|
HV |
σв, кг/мм2 |
δ, % |
Ψ, % |
KCU , Дж/см2 |
σ-1, кг/мм2* |
σ-1к , кг/мм2** | ||
|
18ХНМА
ЭИ355 |
3,860°С, возд. ОВ, 520 °С; 3, 860°С,возд. ОВ,520 °С Аз, 520 °С δ = 0,45 мм;
3,860°С,возд. 3, 860 °С ОВ,520 °С; 3,860°С,возд. ОВ, 520 °С Аз, 520 °С δ = 0,35 мм |
345
677-727
345
766-825 |
121,5
121,5
125,0
125,0 |
15,2
15,2
14,8
14,8 |
61,0
61,0
57,2
57,2 |
100
100
66
66 |
54,0
69,4
50,0
67,4 |
22,7
51,7
17,8
65,5 |
|
*σ-1 при изгибе гладкого образца Ø 7,52 мм. **σ-1к при изгибе образца с надрезом глубиной 0,24 мм, r = 0,05 мм, угол надреза 60°. | ||||||||
Таблица 11.31
Атомно-кристаллические и концентрационные характеристики
основных фаз азотированного слоя
|
Наименование фазы*
|
Стехиометрическое соотношение |
Предел изменения концентрации азота 100∙СN , % |
Тип решетки |
Характер атомных связей |
Изменение параметра решетки при 20°С, А
|
Коэффициент расширения β ∙108 |
Значение удельного объема фаз vc |
|
α-фаза – твердый раствор азота в α-железе γ фаза - соединение переменного состава ε-фаза - соединение переменного состава |
-
Fe4N (при 5,9 % N2)
Fe2N (при 11,2 % N2) |
0,42 (при 591°С)
0,015 (при 20°С)
5,50-5,93 (при 591°С) 8,0-11,2 и выше |
ОЦК
ГЦК
ГП
|
Тв. раствор внедрения
Тв. раствор внедрения (фаза внедрения) Тв. раствор железа в Fe2N |
(å)α=(2,861÷ 2,62)СN
(å)γ’=(3,59÷ 4,05)СN
(å)ε =(2,51÷ 2,54)СN (ċ)ε =(4,21÷ 2,0)СN |
13,3
7,9
22,2 |
0,12715 + +0,222СN+ +5,07t∙10-6 0,1 1813+ +0,274СN+ +2,79∙10-6 0,11052+ +0,388СN+ +7,36t∙10-6 |
|
*При температуре выше 591°С образуется γ-фаза - твердый раствор азота в γ-железе: при 591°С и концентрации азота 2,35 % γ-фаза образует азотистый эвтектоид α+γ'. | |||||||
Легирующие элементы – переходные металлы (вольфрам, молибден, хром, марганец, никель), а также кремний в сильной степени уменьшает глубину азотированного слоя.
Алюминий, наоборот, способствует повышению концентрации азота, увеличению глубины слоя и повышению его твердости. Наибольшей эффект твердости получается при азотировании стали, содержащий алюминий, молибден и ванадий.
В практике ответственных заводов для азотируемых деталей применяется сталь марки 38ХМЮА. В последнее время целью повышения предела выносливости азотированию подвергается также стали хромистые, хромоникелевые, хромоникелевольфрамовые, хромоникельмолибденовые и др.; например марок 18ХВА, 18ХНМА, ЭИ355. Азотирование этих марок стали дает повышение твердости до 800 HV.
Таблица 11.32
Кристаллическая структура нитридов
|
Стехиометрическая формула |
rN/rM |
Характеристика решетки |
Стехиометрическая формула |
rN/rM
|
Характеристика решетки | ||
|
Тип решетки |
Параметры решетки, Å |
Тип решетки |
Параметры решетки, Å | ||||
|
ZrN ScN NbN TIN W2N WN MoN
Mo2N VN MnN |
0,43 0,47 0,49 0,51 0,51 0,51 0,52
0,52 0,53 0,53 |
К12-6 К12-6 K12-6 К12-6 К12-6 Г8 Г8-6
К12-6 К12-6 К12-6 |
a=4,59 a=4,44 a=4,41 a=4,23 a=4,118 - a=2,86 с: a=0,98 a=4,128÷4,16 a=4,13 a=4,194÷4,207 |
Mn2N Mn4N
CrN Cr2N
Fe2N
Fe4N A1N* |
0,53
0,53 0,56 0,56
0,56
0,56 - |
Г12-6
К12-6 К12-6 Г12-6
Г12-6
К12-6 - |
a=2,773÷2,883 с: a=1,616÷1,601 a=3,84 a=4,14 a=2,747÷2,77 с: a=1,616 a=2,695÷2,767 с: a=1,61÷1,62 a=3,79÷3,80 a=3,11 с: a=1,6 |
|
*Нитрид AlN является фазой замещения: остальные нитриды являются типичными фазами замещения. | |||||||
Таблица 11.33
Коэффициент диффузии азота для отдельных фаз при азотировании стали
|
Фаза |
DN = f(T), см2/сек |
Коэффициент А |
Теплота диффузии Q, кал/г∙атом |
|
ε
γ
α |
|
0,277
0,335·10-2
4,67·10-4 |
35250
34660
17950 |

Азотирование подразделяются:
– по условиям нагрева и выдержки на:
– азотирование изотермическое – Азизо;
– азотирование многоступенчатое – Азм-ст;
– по условию воздействия внешних сред на:
– азотирование газовое - Азг;
– азотирование жидкостное – Азж;
– по условиям применяемости на:
– азотирование прочностное – Азпр;
– азотирование антикоррозионное – Азакр;
Азотирование газовое (Азг) осуществляется путем нагрева стальных деталей в геометрически закрытых муфелях или печах в присутствии аммиака NH3, диссоциация которого допускается вплоть до 65 % (α NH3 = 15…65 %, нормально 15…30 %). Давление аммиака в муфеле 80…120 мм рт.ст.
Азотирование жидкостное (Азж) осуществляется путем пропускания аммиака через соляную ванну с загруженными в нее деталями.
Для защиты деталей от коррозии через соль пропускается постоянный ток плотностью 0,1…0,25 а/дм2 (деталь анод, графит-катод).
В настоящее время в промышленности применяется только газовое азотирование.
Азотирование изотермическое (Азизо) характеризуется выдержкой при одной из наиболее приемлемых, с точки зрения, получения конечных результатов (высокая твердость 1050-1150 HV при отсутствии хрупкой ε-фазы), температур в пределах 480…560 °С.
Азотирование многоступенчатое (Азм-ст) характеризуется ступенчатой выдержкой при различных температурах. Многоступенчатое азотирование применяется с целью повышения эффективности процесса (увеличение глубины слоя при минимальной продолжительности).
Азотирование прочностное (Азпр) применяется с целью повышения износоустойчивости и предела выносливости деталей в результате образования нитридов и нитриных фаз внедрения и как следствие – резкого повышения твердости (700…1150 HV).
Азотирование антикоррозионное (Азакр), разработанное советскими исследователями В.Д. Яхининой, В.И. Просвириным и А.В. Рябченковым, заменяет собой, а во многих случаях превосходит гальванические покрытия, применяемые с целью защиты стальных и чугунных деталей от коррозии (рис. 11.18) (табл. 11.34).
Таблица 11.34
Режимы антикоррозионного азотирования
|
Азотируемые детали |
Марки стали |
Температура процесса t, °С |
Степень диссоциации αNH3 , % |
Продолжительность τ, мин. |
Закалочная среда
|
Глубина азотированного слоя, мм
| ||
|
азотирования |
нагрева под закалку |
азотирования |
закалки | |||||
|
Разные малоответственные детали |
Малоуглеро дистые |
620 ≤ 650 ≤ 700 |
- - - |
35-40 50 70 |
75-120 40-70 30-60 |
- - - |
- - - |
0,025-0,04 0,015-0,025 0,04-0,06 |
|
Мелкие детали (шестерни, валики, винты, штифты и др. сечением до 15 мм) 15 мм) |
У7, У8, У10
ШХ15 |
780-790
830 |
-
- |
70-75
70-80 |
2-10
2-10 |
-
- |
Вода или масло
Масло |
-
- |
|
Крупные детали (шестерни, валы, винты и др.)* |
У7, У8, У10 ШХ15 |
600-700
600-700 |
780-790
830 |
70-80
70-80 |
5-30
5-30 |
5-7
5-7 |
Масло |
-
- |
|
*Отпуск после азотирования и закалки в зависимости от требуемой твердости производится при различных температурах в струе аммиака (при низком отпуске - без аммиака). | ||||||||
Контроль азотированного слоя:
1. Твердость – приборами с алмазной пирамидой (НВ или РВ) при нагрузке 1…10 кг или 15, 30, 60 кг.
2. Глубина:
по излому контрольного образца;
по макроструктуре при травлении реактивами: 4 %-ным раствором пикриновой кислоты в спирте или смесь спиртовых растворов – 4 %-ной азотной кислоты и 4 %-ной пикриновой кислоты (10:2);
по микроструктуре (реактив тот же);
по краевым изменениям твердости от поверхности к сердцевине.
3. Хрупкость – по характеру отпечатка от алмазной пирамиды прибора НВ или РВ (рис. 11.19).
4. Пористость – травлением (при антикоррозионном азотировании).
Реактив: 10 г NaCl + 6 г K3Fe(CN)6 растворяются в дистиллированной воде 600, и добавляется 2,5г агар-агара.
Реактив наносится кистью на одну сторону беззольного фильтра, и фильтр прослушивается. Перед испытанием фильтр смачивается дистиллированной водой и накладывается на испытуемую поверхность детали. После 2…3 минут выдержки фильтр снимается, промывается холодной водой и сушится.
Поры в азотированном слое выявляются в виде синих точек на фильтре (реакция между железом и железосинеродистым калием).
|
Группа |
Вид отпечатка |
Определение |
Примечание |
|
I |
|
Нехрупкий |
Во всех случая допустимо |
|
II |
|
Слегка хрупкий | |
|
III |
|
Хрупкий |
Недопустимо на шлифованных поверхностях |
|
IV |
|
Очень хрупкий |
Во всех случаях недопустимо |

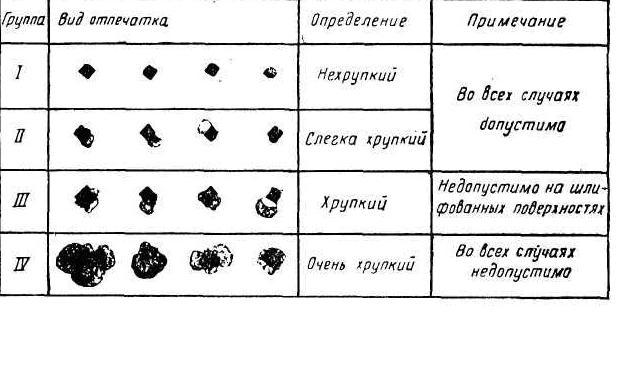

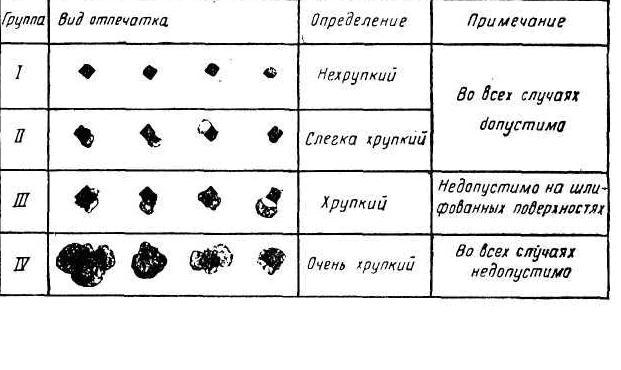
Рис. 11.19. Шкала хрупкости азотированного слоя (ВИАМ)
Методы защиты от азотирования:
1. Лужение оловом (гальваническим путем) при толщине покрытия 0,02…0,05 мм.
2. Никелирование при плотном и мелкозернистом слое никеля толщиной 0,025…0,1 мм.
3. Обмазки:
а) смесь – 3 части порошка олова, 1 часть порошка свинца и 1 часть хрома (для связывания) – растирается, после чего разбавляется хлористым цинком;
б) 6 частей SnO, 1 часть глицерина и небольшое количество соляной кислоты с нашатырем; покрытие этой пастой прослушивается при 200 0С и поверх покрытия накладывается тонкая алюминиевая фольга;
в) свинцово-оловянная пыль (60:40) разбавляется 13 частями смеси, состоящей из 5 частей растительного масла, 1 части стеарина, 4 частей свиного сала, 2 частей пульверизированной смолы и 1 части хлористого цинка.