

8. Рекомендации по выбору режимов термической обработки заготовок из сталей различных групп и назначений
8.1. Машиностроительные стали
Эта группа стали представлена широкой гаммой марок стали (см. справочники по машиностроительным материалам). Эти стали условно разделяют на три группы по содержанию легирующих элементов:
группа 1 – углеродистые и низколегированные стали с содержание легирующих элементов до ~ 1,5…2,0 %;
группа 2 – легированные стали с содержанием легирующих элементов 2…5 %;
группа 3 – легированные стали с содержание легирующих элементов 5 и более % (кроме сталей аустенитного класса).
Принципиальные режимы предварительной и окончательной термической обработки необходимо подбирать из справочных материалов, длительность режимов определяется многими факторами. Основные из них рассмотрены ниже, на примере графиков №1; 2 и 3 и соответствующих им номограмм.
8.1.1. Форма и характерные размеры изделий
Основные формы заготовок для машиностроения или заготовок для дальнейшего передела (например, заготовки в форме параллелепипеда – брамы - применяют для дальнейшего переката в лист на листопрокатном станке) представляют собой геометрические формы с сечением в виде круга, прямоугольника, а также с внутренним отверстием (типа труба, кольцо).
Для определения условного сечения необходимо пользоваться формулами приведенными на номограммах к графикам №1, №2, №3. К примеру, сечение цилиндра равно его диаметру, а при полом цилиндре - разности диаметров наружного и внутреннего.
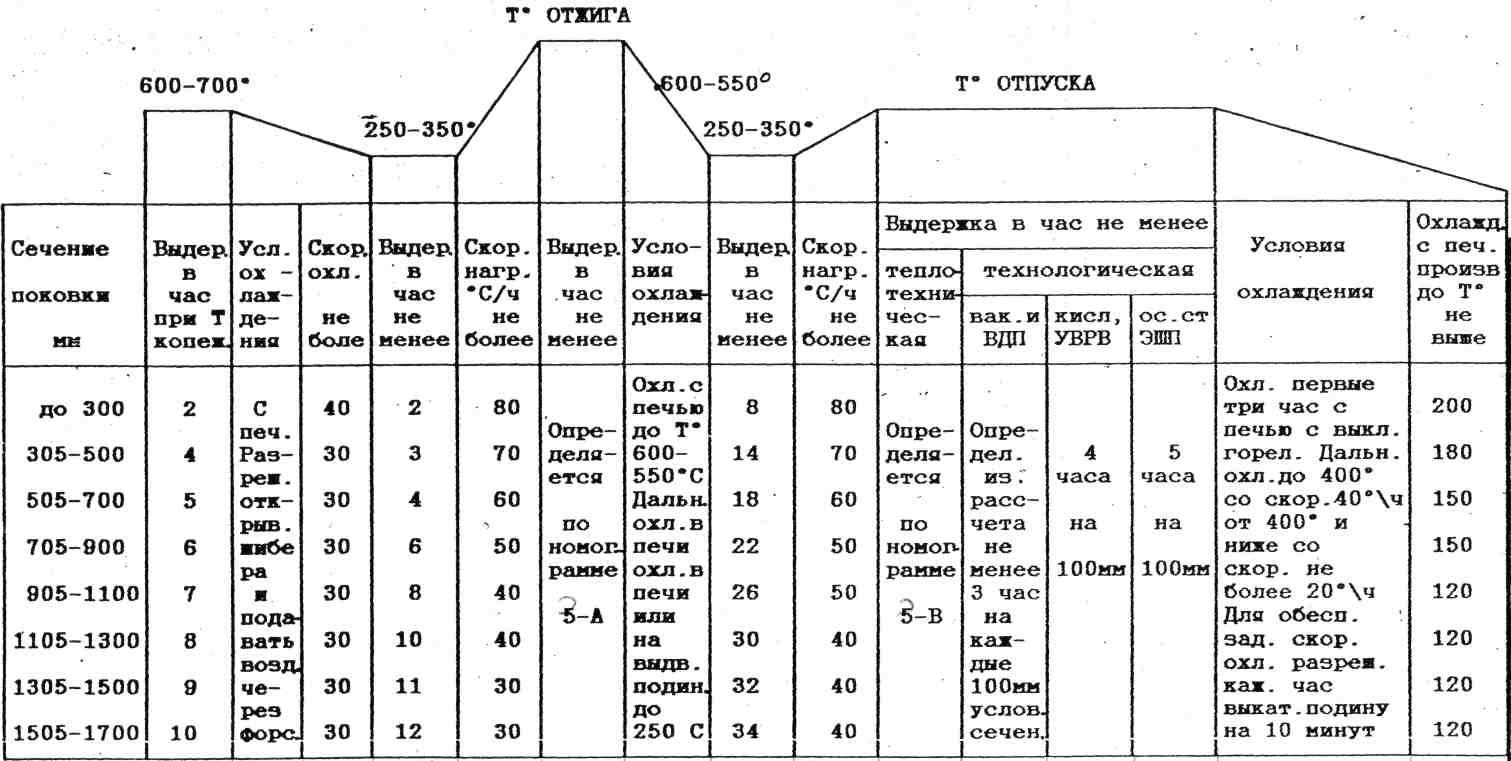
В качестве примера можно рассмотреть режим отжига по графикам №1, №2 и №3. Представленные графики №1, №2, №3 имеют различную продолжительность в зависимости от сечения термообрабатываемой заготовки.
8.1.2. Вид режима предварительной термообработки (отжига)
Отжиг также определяет длительность режима.
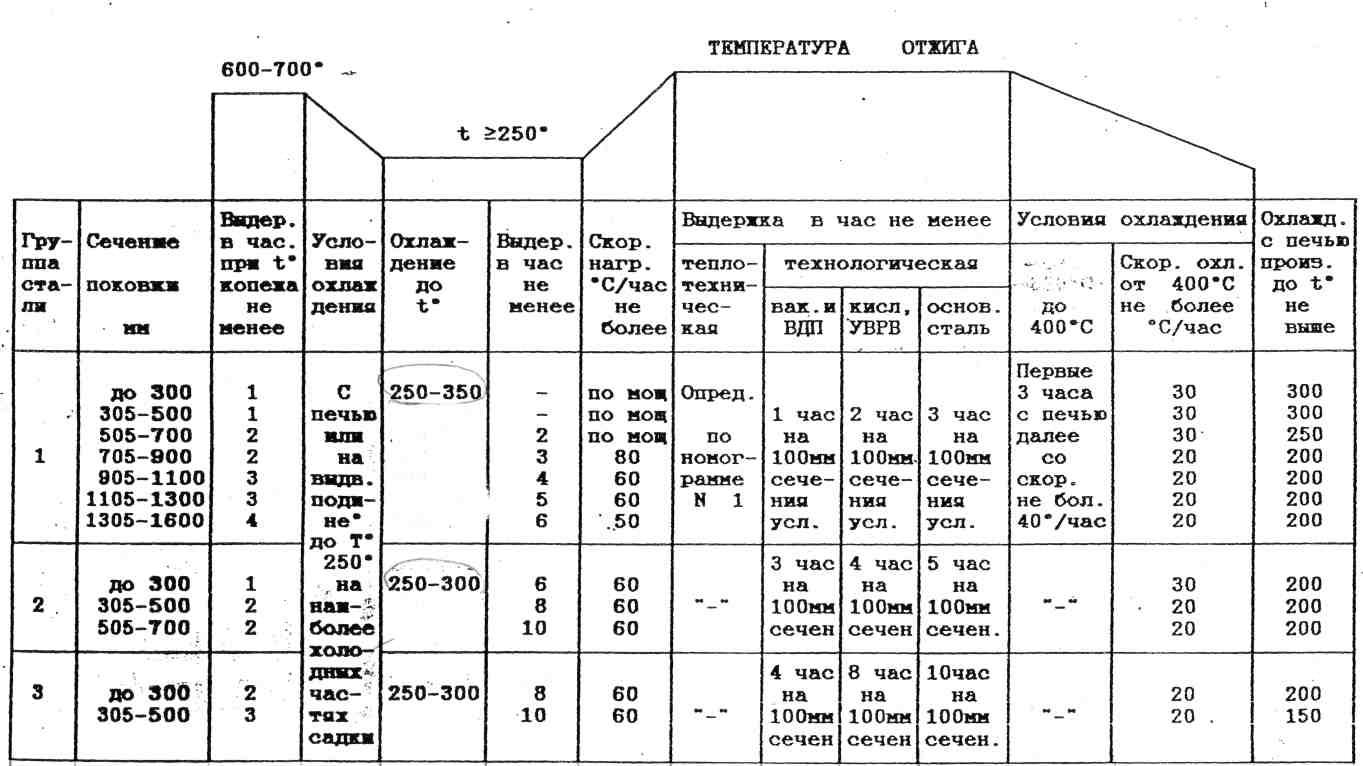
График №1 предлагает режим низкотемпературного (нагрев ниже Ас1) отжига, проводимого без фазовой перекристаллизации.
График №2 представляет собой вариант отжига с фазовой перекристаллизаций с последующим охлаждением на воздухе (нормализация), с режимом охлаждения, указанным №7 (нижний ряд нумерации).
График №1
Режим отжига поковок и брам
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
Номограмма к графику №1
метров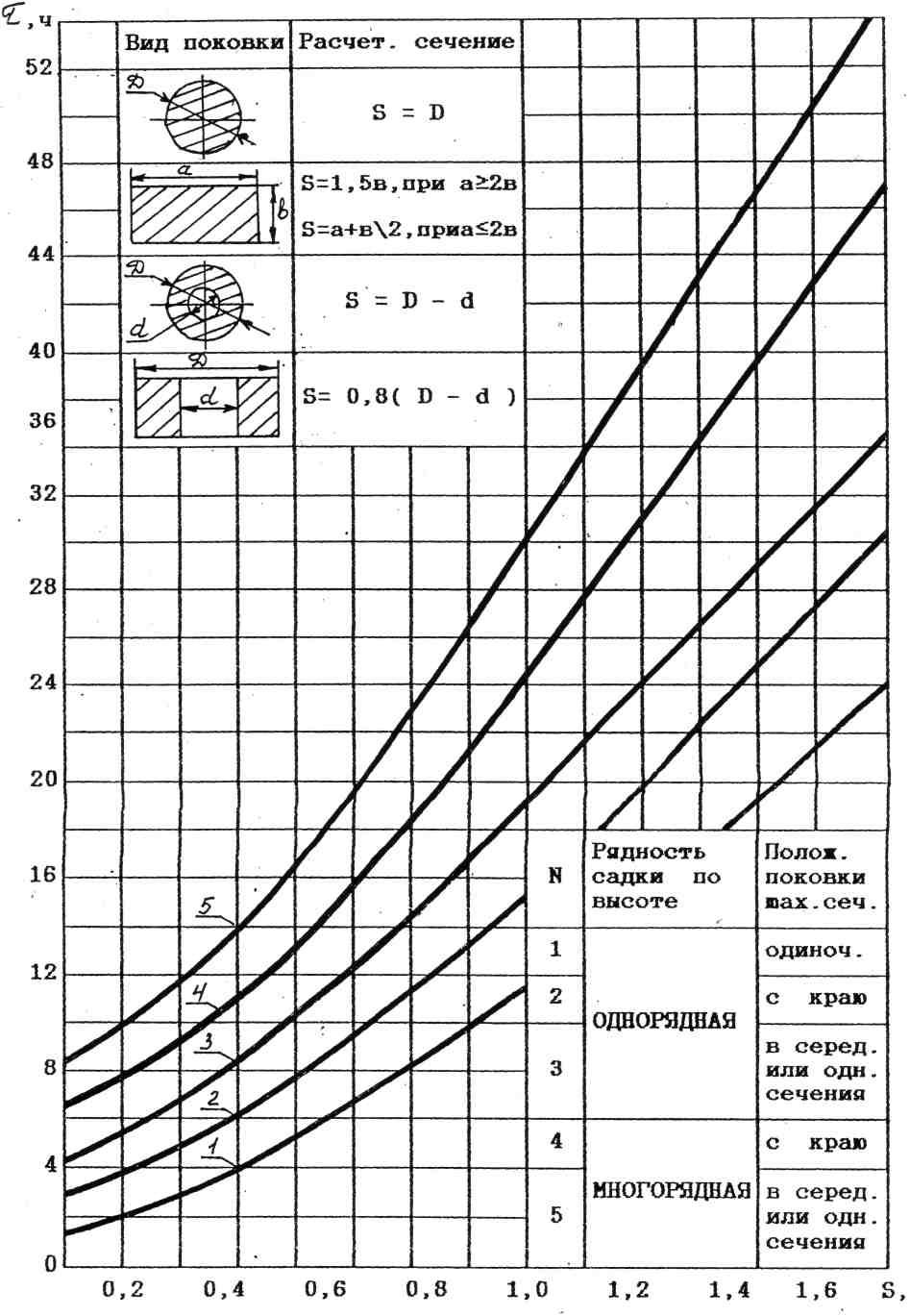
График №2
Режим термической обработки поковок для сталей 2 и 3 групп – нормализация с отпуском (горячий сад)
2-В
2-А

|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
Номограмма к графику №2
метров метров τ,
ч. τ,
ч. Номограмма
2-А Номограмма
2-В 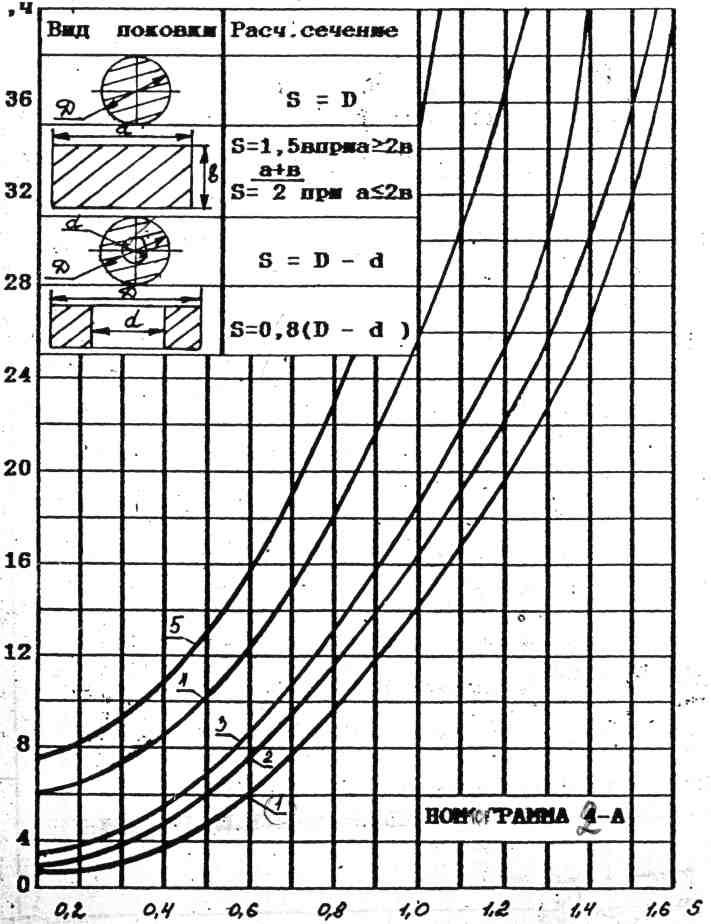
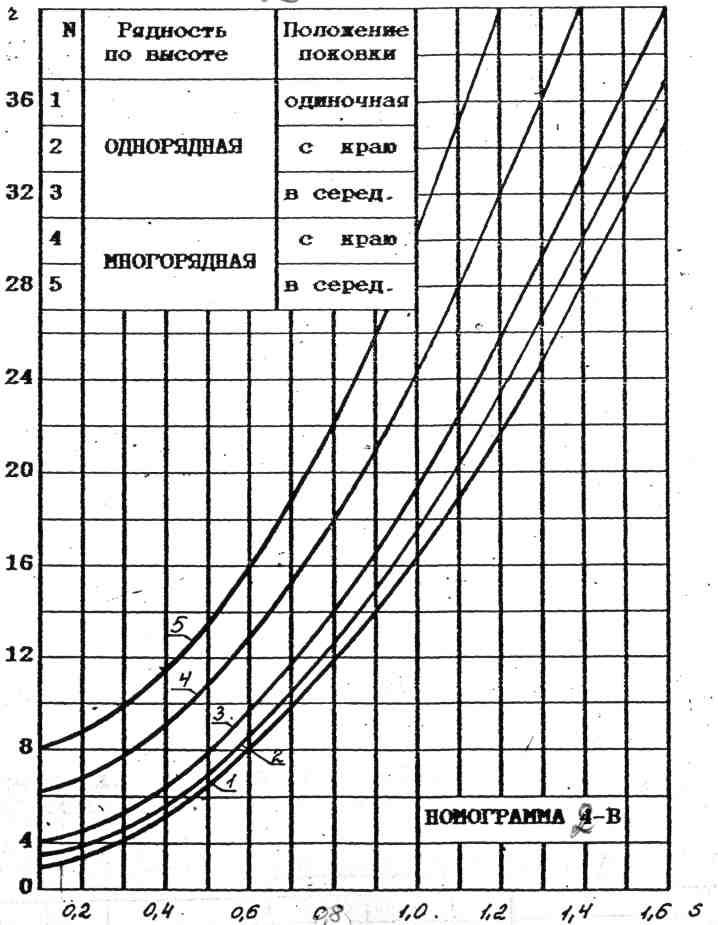
График №3
Режим термической обработки брам и поковок для сталей 3 группы – изотермический отжиг (горячий сад)
3-А
3-В
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
Номограмма к графику №3
метров метров τ,
ч. τ,
ч. 3-А
3-В
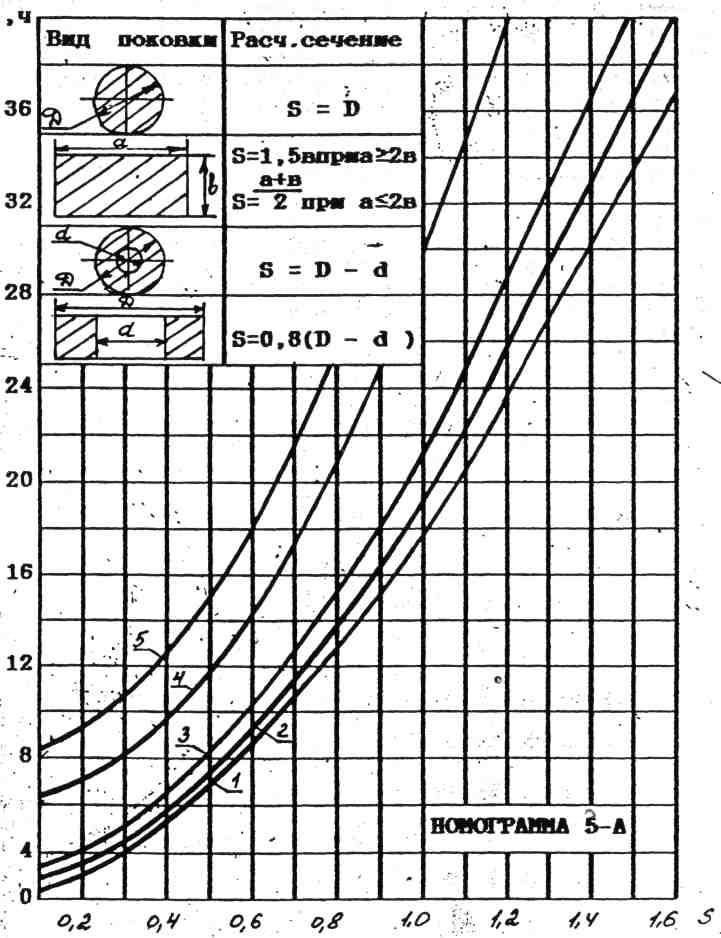
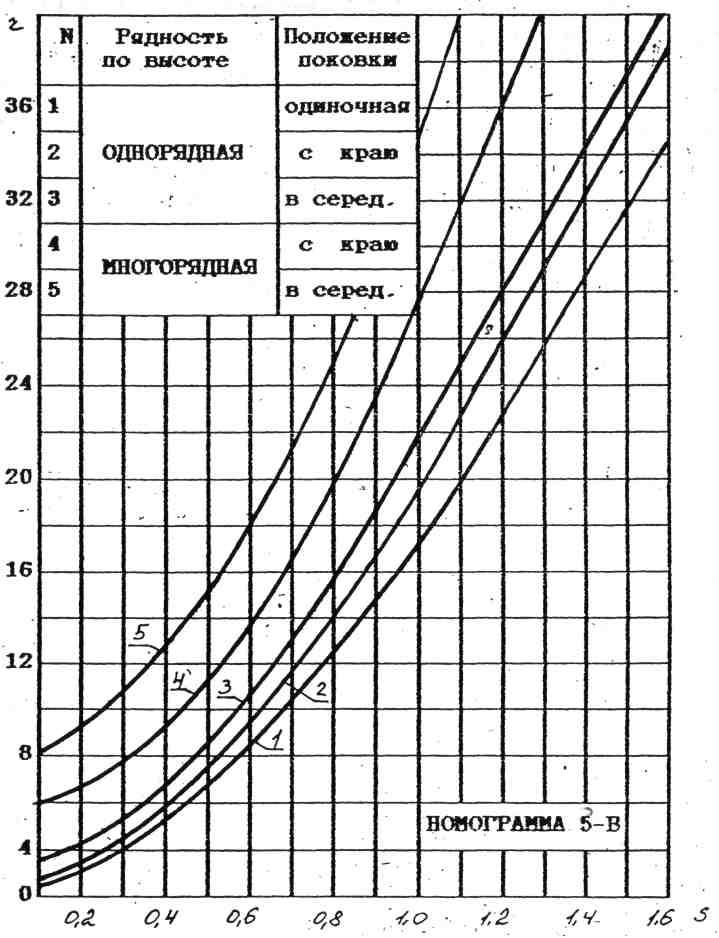
График №3 представляет собой вариант полного отжига с нагревом выше Ас3 и замеренным охлаждением до температуры 600…650 °С с целью прохождения превращения аустенита в феррито-перлитную смесь (для сталей с углеродом обычно не выше 0,5…0,6 %). Для этого также часто применяют изотермический отжиг с выдержкой после нагрева выше Ас3 при температуре минимальной устойчивости аустенита для его превращения по диффузионному механизму в Ф+П смесь. Длительность выдержки в этом диапазоне превращений (обычно 650…720 °С для сталей разного легирования) определяют из необходимости достижения этой температуры по всему сечению, далее прохождения А→Ф+П превращения, и при содержании водорода свыше нормативного (обычно это более 1,5…2,5 см3/100 г. металла) необходимо дополнительное время для прохождения противофлокенной обработки.