

4.3. Оборудование для правки
Детали после термической обработки правят на ручных, механических и гидравлических прессах. Детали небольшого диаметра (5…10 мм) правят на ручных реечных прессах с рабочим давлением 1…5 тс (рис. 4.2, а). Более крупные детали диаметром 10…30 мм правят на ручных винтовых прессах с рабочим давлением 2…25 тс (рис. 4.2, б).
Более широкое применение получили гидравлические правильные прессы (рис. 4.2, в). Для правки деталей диаметром до 30 мм применяют прессы мощностью до 8 тс, для деталей диаметром 50…70 мм - прессы до 35 тс.
При работе на правильных прессах каждый пресс должен иметь металлическое ограждение из сетки на случай вылета частей деталей при их разрушении.
Правку продольных короблений профилей, прутков и листов производят на гидравлических правильно-растяжных машинах.
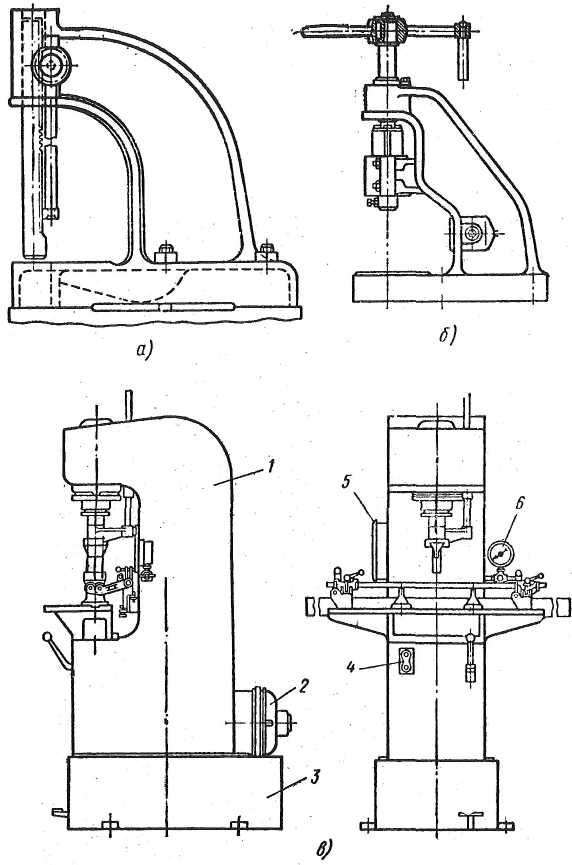
Рис. 4.2. Правильные прессы:
а) - ручной реечный, б) - реечный винтовой в) - гидравлический;
1 - станина пресса; 2 - двигатель насоса; 3 - резервуар для масла;
4 - кнопочное управление; 5 - пусковая панель двигателя; 6 – манометр
4.4. Оборудование для очистки
Очистка деталей от окалины и ржавчины производится в травильных ваннах или дробеструйных аппаратах. При обращении с кислотами (травление) рабочий должен знать, что всегда при составлении раствора кислоту льют в воду. Лить воду в кислоту нельзя, так как может получиться выбрасывание кислоты. Рабочий должен работать в спецодежде: в защитных очках или масках, в резиновых перчатках, фартуке и сапогах.
В помещении с травильными ваннами должна быть приточно-вытяжная вентиляция. Загрузка и выгрузка изделий должна осуществляться подъемно-транспортными устройствами.
На рис 4.3. показана травильная машина с подъемным краном для химического травления (в растворах кислот и щелочей).
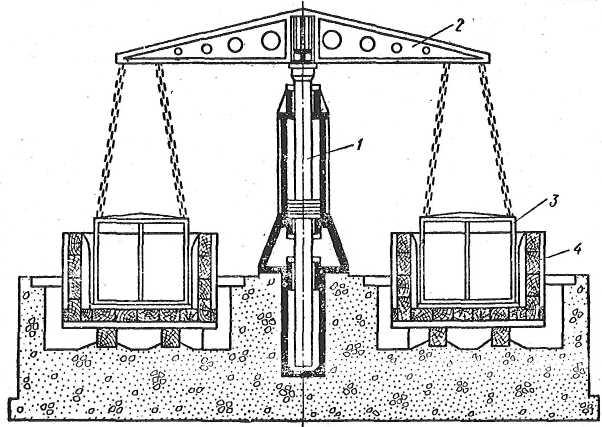
Рис.4.3. Травильная машина с краном
Плунжер с поршнем 1 соединен с четырьмя балками - хоботами 2, расположенными крестообразно. С помощью плунжера корзины 3 можно поднимать и опускать. При подъеме балки - хоботы могут быть повернуты на 90°. Машина имеет три бака 4. В одном баке находится раствор кислоты, в другом - горячая вода, в третьем - холодная. Под четвертым хоботом находится разгрузочно - погрузочная площадка.
Химическое травление ограничено, т.к. оно вредно влияет на организм человека.
Наиболее часто применяется более прогрессивный способ очистки деталей - электролитическое травление. Он заключается в том, что деталь является одним из электродов (катодом или анодом) в электролите определенного состава.
Составы некоторых травильных ванн и режимы травления приведены в табл. 4.1.
После травления изделия подвергают промывке в холодной или подогретой до 60…70 °С воде. Нейтрализация осуществляется в горячем (90…95 °С) щелочном растворе (известковая ванна или 0,5 %-ный раствор NaOH).
Травильные баки и установки обычно монтируют вне основного цеха в изолированной пристройке, оборудованной мощной приточно-вытяжной вентиляцией для удаления вредных испарений травильных растворов. Если травильную установку располагают в потоке основного цеха, то ее закрывают герметичными колпаками, соединенными с вытяжной вентиляцией.
Таблица 4.1
Составы некоторых травильных ванн и режимы травления сплавов
|
Сплав |
Операция |
Состав ванны, % |
Режим | |
|
Температура ванны, °С |
Продолжительность, мин | |||
|
Углеродистые стали |
Травление |
H2SO4 |
40…60 |
30…45 |
|
Хромоникелевые стали и нихромы |
Травление |
HCl - 47, HNO3 - 5 остальное вода |
40…50 |
30…45 |
|
Чистое травление |
HNO3 - 5 остальное вода |
40…50 |
3…5 | |
|
Высокохромистые стали |
Травление Чистое |
HCl - 15…20 остальное вода |
55…60 |
30…50 |
|
Травление |
HNO3 - 5 остальное вода |
40…50 |
3…5 | |
|
Алюминиевые сплавы |
Травление |
NaOH - 10…12 остальное вода |
50…60 |
0,1…0,3 |
|
Травление |
NaOH - 12…18 остальное вода |
50…60 |
2…7 | |
|
Осветление |
HNO3 - 10…15 остальное вода |
20…25 |
1…2 | |
|
Титановые сплавы |
Травление |
HNO3 - 30…45 HF - 2 остальное вода |
25 |
10…20 |
|
Первое травление |
NaOH - 80 HNO3 - 20 |
460…480 |
1,5…2 | |
|
Второе травле ние |
H2SO4 - 18 HNO3 - 5 NaCl - 1,0 остальное вода |
60…70 |
2…2,5 | |
|
Отбелка |
HNO3 - 6 остальное вода |
50 |
2…3 | |
Примечание: ванны для электролитического травления должны быть оборудованы бортовыми отсосами. Работают на постоянном токе и напряжении 6…12 В.
Ультразвуковая очистка металлических деталей основана на явлении кавитации, то есть сильных гидравлических ударов по поверхности очищаемой детали (рис. 4.4).
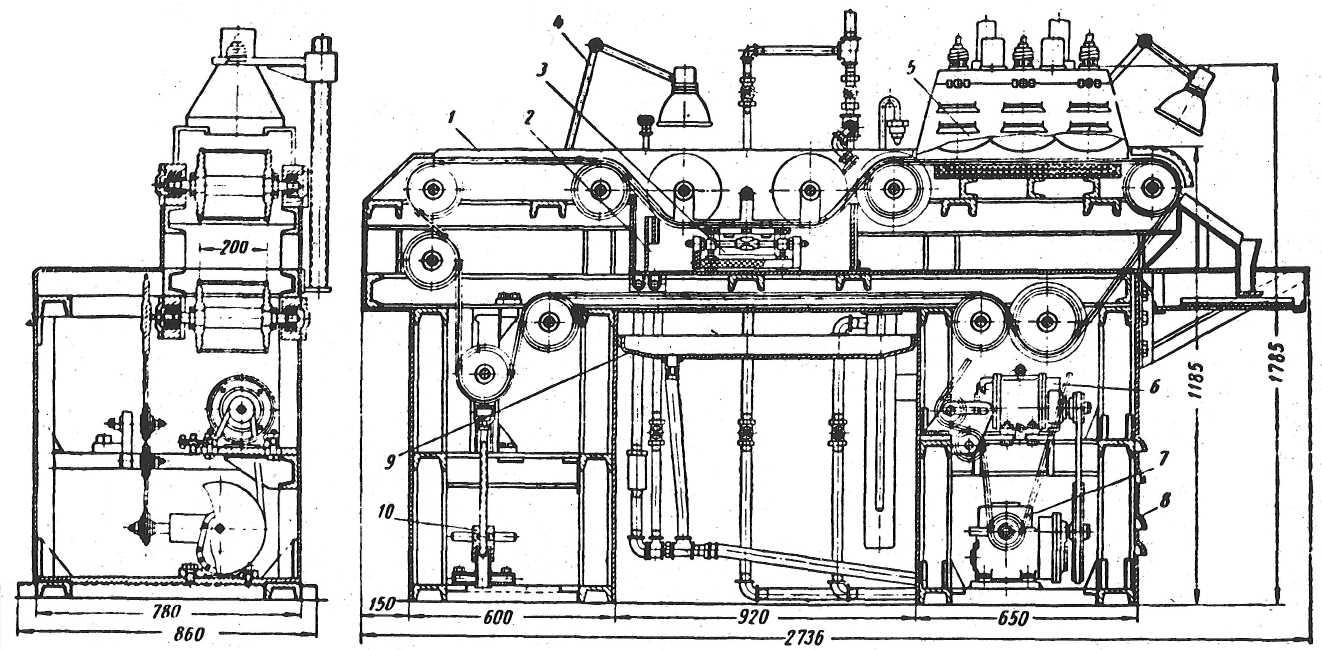
Рис. 4.4. Машина для ультразвуковой очистки колец подшипников:
1 - лента транспортера; 2 - ванна; 3 - электромагнитный вибратор; 4 - лампа; 5 - кожух сушильной камеры; 6 - электродвигатель; 7 - цепь приводная; 8 - обшивка станины; 9 - корыто; 10 - натяжная станция
Механическая очистка является простейшим способом удаления окалины вручную проволочными щетками. Однако, это трудоемкий и малопроизводительный способ.
В кузнечных и термических цехах для очистки деталей от окалины применяют пескоструйные и дробеструйные аппараты. Работа на пескоструйных аппаратах является вредной и этот очистки рекомендуется заменять другими, например, гидропескоструйной очисткой.
В дробеструйных аппаратах используют чугунную дробь 0,5…2 мм, которую на поверхность детали подают сжатым воздухом давлением 5…6 ат (49…59 н/см2). Дробеструйные установки должны размещаться в отдельном помещении или иметь ограждение. В помещении должна быть сильная приточно-вытяжная вентиляция. Рабочий должен строго соблюдать правила обслуживания дробеструйных аппаратов.
Моечные машины применяют для очистки деталей от солей, масла, грязи. В индивидуальном и мелкосерийном производстве применяют моечные машины, в крупносерийном и массовом производстве - конвейерные. Для промывки применяют горячий (70…90 °С) водный раствор щелочи с содержанием 3…10% каустической или кальценированной соды или 3 %-ный раствор NaOH. Заводы выпускают моечные машины различных типов по 4…5 типоразмерам: барабанные со шнековым устройством; одно- и двухсекционные типа ММК; рольганговые типа ММР; с подвесным конвейером типа ММЕ.
Конвейерная моечная машина ММК показана на рис. 4.5.
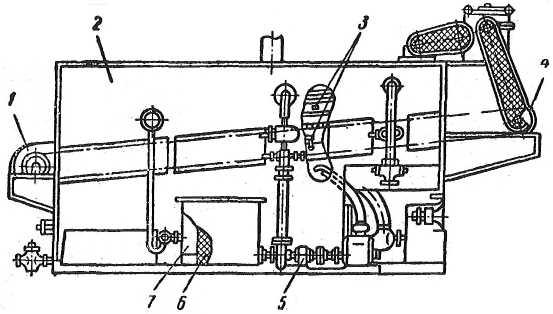
Рис. 4.5. Конвейерная моечная машины типа ММК
Она состоит из водонепроницаемого кожуха 2, внутри которого движется конвейер 1 с отверстиями для стока раствора, бачка 7, фильтра 6 и насоса 5. После промывки раствор фильтруется и снова подается к брызгательным трубкам 3. Подогрев раствора осуществляется паром в змеевике или трубчатыми нагревателями. Конвейер приводится в движение от ведущего барабана 4. Производительность машины ММК от 160 до 640 кг/ч.
При работе на моечных машинах в целях безопасности следует помнить, что температура раствора в моечных машинах достигает 90 °С.