

1.2.2. Литье по выплавляемым моделям
Для получения отливок сложной формы применяют метод литья по выплавляемым моделям (ЛВМ), который основан на применении моделей из легкоплавкого состава. После формовки модели не извлекаются механически, а выплавляются из формы, что позволяет получать отливки наиболее сложной конфигурации с высокой точностью размеров (рис. 5).
рис. 5, а. Модели 1 отливок с элементами литниковой системы изготовляют в разъемной пресс-форме 2 путем запрессовки в нее легкоплавкого модельного состава, например, 50 % парафина и 50 % стеарина.
рис. 5, б. Полученные звенья моделей и модель воронки собирают в блоки 3 сваркой, пайкой или механически на оправке.
рис. 5, в. Формовка окунанием осуществляется погружением блока 3 моделей в жидкую формовочную смесь – огнеупорную суспензию, содержащую около 90 % тонкоизмельченного огнеупорного материала (кварцевого песка, корунда) и жидкого связующего компонента (раствора гидролизованного этилсиликата).
рис. 5, г. Для увеличения образованного тонкого поверхностного слоя 4 суспензии блок моделей обсыпают измельченным огнеупором 5.
рис. 5, д. Для достижения необходимой толщины слоя операции нанесения огнеупорной суспензии и обсыпки проводят несколько раз с промежуточным высушиванием каждого слоя в потоке горячего воздуха.
рис. 5, е. В случае легкоплавких моделей просушенную форму помещают в сосуд с горячей водой, а в случае растворимых моделей – в ванну с растворителем и выплавляют модельный состав.
рис. 5, ж. После выплавления модельного состава полученную формы сушат на воздухе, а затем помещают в металлический контейнер (опоку) и засыпают снаружи песком или чугунной дробью, который уплотняют вибрацией, что повышает жесткость формы.
рис. 5, з. Для упрочнения формы ее прокаливают в нагревательной печи 6, при этом выгорают остатки модельного состава, которые могли бы привести к образованию газовых раковин в отливках.
рис. 5, и. Раскаленная форма заливается расплавом 7. Высокая температура формы обеспечивает повышение жидкотекучести расплава и получение тонкостенных отливок сложной конфигурации
После завершения кристаллизации расплава и охлаждения отливки форму разрушают. Остатки растрескавшейся керамической оболочки на поверхности отливки удаляют выщелачиванием в растворе едкого натра при температуре 120оС.
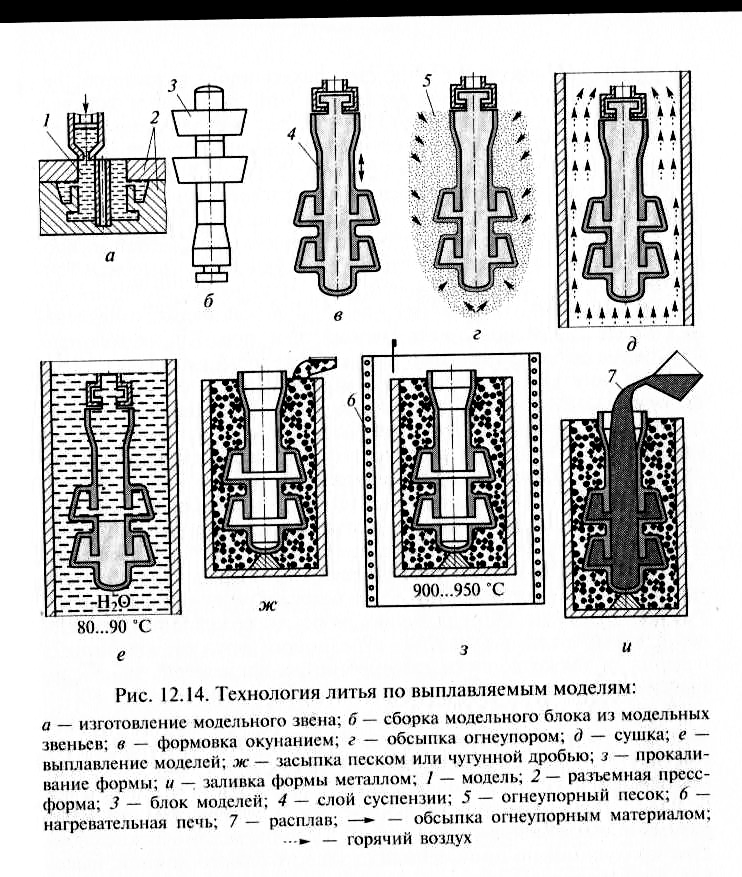
Рис. 5. Технология литья по выплавляемым моделям:
а – изготовление модельного звена; б– сборка модельного блока из модельных
звеньев;в– формовка окунанием;г– обсыпка огнеупором;д– сушка;е– выплавление моделей;ж– засыпка
песком или чугунной дробью;з–
прокаливание формы;и– заливка
формы металлом;1– модель;2–
разъемная пресс-форма;3– блок
моделей;4– слой суспензии;5–
огнеупорный песок;6– нагревательная
печь;7– расплав; → – обсыпка
огнеупорным материалом; – горячий
воздух.
– изготовление модельного звена; б– сборка модельного блока из модельных
звеньев;в– формовка окунанием;г– обсыпка огнеупором;д– сушка;е– выплавление моделей;ж– засыпка
песком или чугунной дробью;з–
прокаливание формы;и– заливка
формы металлом;1– модель;2–
разъемная пресс-форма;3– блок
моделей;4– слой суспензии;5–
огнеупорный песок;6– нагревательная
печь;7– расплав; → – обсыпка
огнеупорным материалом; – горячий
воздух.
Метод ЛВМ применяют, прежде всего, при производстве небольших заготовок сложной конфигурации из стали и тугоплавких сплавов. Способ особенно эффективен, если отливки по качеству поверхности и точности удовлетворяют предъявляемым к деталям требованиям, и нет необходимости в последующей обработке резанием. Этим способом получают коромысла клапанов двигателей, детали швейных машин, стрелкового оружия, ювелирные изделия, а также лопатки газотурбинных двигателей, мерительный и режущий инструменты.
Технологический процесс ЛВМ, как правило, осуществляется на автоматических линиях и состоит из этапов, показанных на рис. 6.
Конструирование
отливки

Разработка чертежа
блока отливок с литниковой системой
Расчет литниковой
системы

Конструирование
и изготовление пресс-формы
Приготовление
модельного состава
Изготовление
моделей для деталей и элементов
литниковой системы


Сборка модельного
блока («елочки») Возврат
Возврат
модельного
Нанесение
огнеупорного покрытия на модельный
блок
Приготовление
огнеупорного покрытия состава
состава


Выплавление
моделей
Приготовление
литейной формы (засыпка оболочки сухим
наполнителем)

Приготовление
сплава
Прокаливание
(обжиг) формы Возврат сухого
Возврат сухого
Заливка формы
 наполнителя
наполнителя
 и
опок
и
опок
Охлаждение и
выбивка отливок из формы
Очистка блока
отливок от огнеупорного покрытия
Отрезка отливок
от литниковой системы
Литники
Рис. 6. Схема технологического процесса литья по выплавляемым моделям