

Оттиск-это негативное отображение поверхности твердых и мягких тканей челюстей, которые расположены на протезном ложе и его границах.
Протезное ложе - комплекс органов и тканей, находящихся в непосредственном контакте с зубным протезом (Е.И.Гаврилов). Понятие протезного поля включает в себя также ткани челюстно-лицевой области, находящиеся в зоне опосредованного действия протеза
А)Диагностические модели- на них уточняют диагноз и планируется будущий протез.
Б)Рабочие модели-на них уже непосредственно делается протез.
В)Контрольные модели необходимы для оценки эффективности проводимого лечения.
Г)Вспомогательные модели нужны для отображения зубов-антагонистов, полноценного воспроизведения клинической ситуации в полости рта.
По условиям получения модели:
неразборные (монолитные), создаваемые посредством использования одной порции однотипного материала ортопедом-стоматологом или его помощником в лечебном кабинете (например, в случае использования альгинатных оттискных материалов, дающих быструю усадку) или зубным техником в гипсовочной комнате зуботехнической лаборатории.
разборные, создаваемые зубным техником в лаборатории. По назначению это всегда рабочие модели челюстей;огнеупорные, создаваемые зубным техником из огнеупорных материалов после дублирования гипсовых моделей челюстей в специальной кювете. По назначению это всегда рабочие модели челюстей, предназначенные для литья сплавов металлов на них.
Неразборная гипсовая модель челюсти. Способ получения:
Проводимая врачом оценка качества оттиска. Оттиск считается пригодным, если точно отпечатался рельеф протезного ложа (в том числе — переходная складка, контуры десневого края, межзубные промежутки, зубной ряд) и на его поверхности нет пор, оттяжек, смазанностей рельефа слизью.
Подготовка оттиска. Оттиск после промывки под струей воды комнатной температуры должен быть дезинфицирован одним из известных способов. Для снятия внутренних напряжений в оттискном материале и улучшения смачиваемости (текучести гипса) поверхность оттиска обрабатывают (путем погружения, нанесения кисточкой или в виде аэрозоля) специальной жидкостью для снятия поверхностного натяжения (например, Хера-СВЕ; Фиксакрил и др.).
Подготовка гипса. Замешивание порошка гипса и воды. Замешанный до консистенции сметаны гипс хорошо заполняет формы и дает четкие ее отпечатки.
Заполнение оттиска предполагает порционное внесение гипса с помощью шпателя (ручной вариант) или непосредственно в оттиск через выпускное сопло вакуумного смесителя (механизированный или аппаратный вариант). Для исключения пористости и раковин в гипсовой модели заполнение оттиска гипсом сопровождается его потряхиванием и поколачиванием, но наиболее оправданным вариантом является использование специальных устройств — вибростоликов. После заполнения отпечатков зубов гипс с некоторым избытком размещают над поверхностью оттискного материала и приступают к формированию цоколя модели.
Оформление цоколя гипсовой модели проводят следующими способами:
-с помощью шпателя. Для этого гипс холмиком накладывают на гладкую ровную поверхность стола и опрокидывают на него оттиск, заполненный гипсом таким образом, чтобы высота цоколя составляла 1,5—2,0 см, а дно оттискной ложки при этом было параллельно поверхности стола. Излишки гипса по периметру оттиска и оттискной ложки удаляют шпателем. При этом угол граней цоколя гипсовой модели челюсти с поверхностью стола составляет 90°;
-с использованием стандартной резиновой пустотелой формы (колоты) для цоколя, в которую, после ее заливки гипсом, помещают заполненный гипсом оттиск;
-с использованием элементов артикуляционных цоколей, входящих в комплект большинства современных артикуляторов.
-Удаление оттискной ложки и оттискного материала с модели челюсти проводят после кристаллизации гипса. При этом: в случае применения эластических оттискных материалов — последовательно, с использованием инструментов (шпателя, скальпеля, пинцета и др.), удаляют оттискную ложку, а в последующем и оттискной материал, разрезая его на фрагменты; в случае использования термопластических материалов — требуется предварительный нагрев оттискного материала теплой водой. При этом, как правило, ложка удаляется вместе с оттискным материалом.
-Механическая обработка цоколя гипсовой модели челюсти с помощью режущих инструментов (гипсовый нож) и специальных приборов (обрезной станок), направленная на придание ему равномерной толщины и параллельности боковых граней за счет удаления излишков гипса.
Разборные гипсовые модели. В мировой стоматологической практике существует большое количество методик создания разборных гипсовых моделей. При этом основным материалом для моделей во всех системах является гипс 3-го и 4-го класса (по ISO). Можно выделить три основных способа создания разборных гипсовых моделей челюстей:
-Без штифтов, с использованием полимерного цоколя модели. Прост в обращении, так как не требует применения специальных перфораторов для сверления и специального клея. Кроме того, при этом способе экономится супергипс и время для его приготовления. Состоит из следующих основных этапов:
1) подготовки оттиска (края оттиска подрезаются так, чтобы он плотно прилегал к основанию полимерного цоколя);
2) подготовки полимерного цоколя с ретенционными направляющими. После аэрозольного нанесения изолирующего слоя на внутреннюю поверхность полимерного цоколя и ретенционных направляющих, последние устанавливаются на свои места в цоколе. Нанесение такой изоляции необходимо для свободного извлечения ретенционных направляющих с фрагментами модели зубных рядов из цоколя;
3) получения модели: супергипсом последовательно заполняют оттиск и цоколь на вибростоле, после чего оттиск устанавливают в цоколь;
4) отделения оттиска от модели, которое проводят после кристаллизации гипса;
5) извлечения модели из цоколя при помощи специального пресса (при этом ретенционные направляющие свободно выходят из цоколя);
6) удаления излишков гипса твердосплавной фрезой и распиливания модели на фрагменты с помощью лобзика или с использованием алмазного диска;
7) установку фрагментов модели после обработки на свое место для дальнейшего моделирования каркасов цельнолитых мостовидных протезов.
-С использованием штифтов и полимерного цоколя модели. Последовательность получения разборной модели состоит в следующем:
— подготовке оттиска (края оттиска подрезаются для создания равномерного прилегания к разметочной пластинке);
— укреплении оттиска специальным материалом на подставке с одной вертикальной стенкой, на которой располагаются две прорези для фиксации разметочных и основных пластинок;
— установке и центрировании прозрагной разметогной пластинки. На этом этапе намечаются будущие линии распилов модели. Благодаря наличию множества отверстий, идентичных друг другу, очень просто установить разметочные штифты, которые будут точно соответствовать рабочим штифтам;
— подготовке цокольной рабочей пластинки: покрытие рабочей пластинки самоклеющейся защитной пленкой. Разметочная пластинка снимается с подставки и совмещается с рабочей пластинкой. При этом разметочные штифты, вдавленные через защитную пленку на рабочей пластинке, намечают отверстия для рабочих штифтов. Остатки пленки в отверстиях очищаются с помощью ручной фрезы;
— установке рабочих штифтов, имеющих коническую форму (один конец штифта имеет ретенционные насечки для фиксации в гипсе, другой — плоский, точно соответствующий внутренней форме и диаметру отверстий в рабочей пластинке), на подготовленную цокольную рабочую пластинку;
— погружении рабочей пластинки со штифтами в супергипс, которым заполнен оттиск;
— извлечении из оттиска рабочей пластинки с моделью после затвердевания гипса;
— отделении от цоколя модели фрагмента зубного ряда. Эта манипуляция, благодаря самоклеющейся пленке, проводится достаточно легко и быстро. В дальнейшем излишки гипса убирают твердосплавной фрезой, модель распиливают с помощью тонкого алмазного диска определенного диаметра на фрагменты зубного ряда, которые после соответствующей обработки вновь устанавливают на рабочую пластинку.
-С использованием штифтов и гипсового цоколя модели. Этапы:
1) окантовка оттиска специальной силиконовой массой для выравнивания высоты его краев;
2) заполнение отпечатков зубного ряда в оттиске супергипсом. После затвердевания гипса модель зубного ряда извлекается из оттиска, излишки гипса удаляются с внешней и внутренней стороны с помощью фрезы;
3) выравнивание рельефа поверхности модели зубного ряда, которая будет обращена к цоколю;
4) создание отверстий в модели зубного ряда с помощью перфоратора, куда с помощью держателя вводятся и фиксируются клеем двойные штифты с металлической втулкой;
5) нанесение изолирующих средств и установки металлических втулок, которые будут располагаться в будущем цоколе модели, после высыхания клея на поверхности фрагмента модели (зубной ряд);
6) получение цоколя разборной гипсовой модели челюсти. Для этого применяют стандартную резиновую форму для цоколя модели, в которую порциями вносят супергипс. При заполнении цокольной резиновой формы модели на область втулок наносится порция супергипса для предотвращения образования пор, после чего модель зубного ряда помещается в резиновую форму;
7) извлечение модели (после кристаллизации гипса) из резиновой формы, удаления излишков гипса и шлифования цоколя на специальном обрезном приборе;
8) отделение зубного ряда от цоколя и распиливания его на фрагменты, которые после обработки устанавливаются обратно на свои гнезда в цоколе.
Оттискные ложки делятся между собой :
1. По стороне обращения :
-Для одностороннего оттиска ( с одной челюсти ) : ложки для верхней и нижней челюсти
-Для двухстороннего оттиска ( в прикусе ) ложки для фронтальных и боковых отделов
2. По степени соответствия протезному ложу :
- Индивидуальные
-Стандартные
-Полуиндивидуальные ( ложки Шрейнмейкерса )
3. По материалу :
- Металлические
-Пластмассовые
4. По размеру :
-Полные
-Частичные
5. По наличию элементов ретенции :
- Без элементов ретенции – гладкие
-Перфорированные
-С кантом по бортику ( Rim Lock )
6. По форме
- Для беззубой челюсти
- Для полного зубного ряда
-Для частичной адентии ( например, для н\ч с зубами, оставшимися во фронтальном отделе )
7. По дополнительным конструктивными особенностям :
-С резиновым шнурком
-С системой внутреннего охлаждения
- Раздвижные
Стандартные ложки бывают 3 – 4 основных типоразмеров. Ложки позволяют получить оттиски практически при любой форме и размере зубных дуг ( при необходимости высота бортов ложки или ее длина могут быть откорректированы добавлением восковой накладки ). При подборе стандартной ложки необходимо учитывать, что борта ложки должны отстоять от зубов не менее че на 3 – 5 мм, такое же расстояние должно быть между твердым небом и выпуклостью ложки.
Существуют и полуиндивидуальные ложки, к которым относят набор оттискных ложек Шрейнмейкерса. Ложки пластмассовые и при нагревании краев ложки их можно изогнуть в соответствии с альвеолярным отростком или зубной дугой.



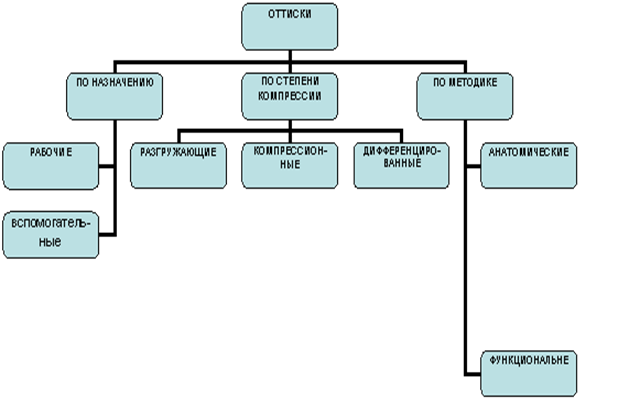
Сами оттиски:
Анатомический функциональный
Анатомические оттиски являются статическим отображением протезного ложа и окружающих его тканей. Их получают при изготовлении всех видов ортопедических конструкций. В процессе снятия анатомического оттиска мягкие ткани, ограничивающие края оттиска, находятся в покое. Для получения анатомических оттисков используют как стандартные, так и индивидуальные ложки.
Функциональные оттиски снимают при изготовлении съемных протезов, когда нужно обеспечить их фиксацию методом функциональной присасываемости с созданием клапанной зоны. При этом используются жесткие индивидуальные ложки, тщательно припасованные в полости рта. В процессе снятия функционального оттиска, необходимо активное и пассивное формирование его краев мягкими тканями, находящимися в процессе функции.
По степени давления, оказываемого оттискным материалом на ткани протезного ложа, оттиски подразделяются на:
а)компрессионные (для выраженного подслизистого слоя)
б)разгружающие (для атрофированной или слишком податливой слизистой)
в)дифференцированные(разных участках протезного ложа податливость слизистой оболочки, как правило, различная.)

Требования к оттискным ложкам:
1.Ложка должна полностью перекрывать все протезное ложе и создавать жесткую опору для оттискного материала. Удлинение ложки воском недопустимо.
2.Зубной ряд должен располагаться посредине ложа для зубов.
3. Ложка, при установке в полости рта, не должна создавать компрессию отдельных участков протезного ложа.
4. Высота бортика оттискной ложки должна соответствовать высоте альвеолярного отростка. Если бортик ложки при установке ее на зубном ряду намного ниже переходной складки, этот просвет будет трудно компенсировать оттискной массой. Если выше, он будет травмировать или сдавливать слизистую оболочку, а также мешать формированию края оттиска.
5. При снятии оттиска для изготовления съемного протеза, ложка должна перекрывать все значимые анатомические образования.
Требования к оттискным материалам:
-
Точный отпечаток чтоб давали рельефа слизистой
-
Не деформировался чтоб после выведения из полости рта
-
Не прилипал чтоб к тканям протезного ложа
-
Не растворялся чтоб в слюне
-
Не обижать слизистую
-
Не слишком быстро или медленно отвердевать
-
Легко отделяться от гипса
-
Сохраняться долго при комнатной температуре
-
Чтоб его можно было повторно использовать после стерилизации
Требования к качеству оттиска:
1. Качественный оттиск должен точно отображать все элементы протезного ложа и прилегающих к нему тканей. Это необходимо для четкого определения границ протезного ложа и формирования адекватного края протеза.
2. На поверхности оттиска не должно быть пузырьков, пор, оттяжек и других дефектов.
3. Отображение зубного ряда или альвеолярного отростка в оттиске должно располагаться посредине между бортами ложки.
4. Края оттиска должны быть четко оформленными.
Классификация оттискных материалов:

Гипс. В природе гипс встречается в виде водного сульфата кальция Ca SO4*2H2O . он имеет кристаллическую структуру и образуется путем химического взаимодействия между растворенными в воде водоемов солями сульфатов, в результате которого в осадок выпадают нерастворимые соли серной кислоты.
В ортопедической стоматологии применяют обожженный или полуводный гипс (CaSO4)2xH2O. Для получения полуводного гипса природный, очищенный от примесей гипс подвергают измельчению в специальных дробильных установках, в гипсовых мельницах до мелкого однородного порошка. Затем измельченный гипс загружают в варочные котлы (гипсовые печи) и обжигают при температуре 140-190° в течение 10-12 часов. В зависимости от температуры обжига, давления, времени можно получить различные сорта гипса, отличающиеся сроками затвердевания и прочностью.
При определенных условиях термической обработки полуводный гипс может иметь две модификации – α- и β-полугидраты:
– α-гипс получают при нагревании двуводного гипса при Т = 110-1150С под давлением 1,3 атмосферы. Этот гипс называют супергипсом, автоклавированным. α -гипс отличается плотным строением и малой удельной поверхностью, водопотребность их ниже, а прочность выше. Сроки схватывания его длиннее;
– β-гипс получают при нагревании двуводного гипса при Т = 95-1050С и атмосферном давлении. Кристаллы β-модификации образуют капиллярно-пористую структуру, обладают развитой внутренней поверхностью, более реакционноспособны. Для их растворения требуется много воды, они имеют пониженную прочность.
Гипс после обжига размалывают, просеивают через особые сита и фасуют в мешки из специальной бумаги или в бочки. При замешивании полугидрата гипса с водой происходит образование двугидрата, причем вся смесь затвердевает. Эта реакция экзотермическая, т. е. сопровождается выделением тепла. Схватывание гипса протекает очень быстро. Сразу же после смешивания с водой становится заметным загустевание массы, но в этот период гипс еще легко формуется. Дальнейшее уплотнение уже не позволяет проводить формовку. Процессу схватывания предшествует кратковременный период пластичности гипсовой смеси. Замешанный до консистенции сметаны, гипс хорошо заполняет формы и дает четкие ее отпечатки. Однако процесс нарастания прочности гипса еще продолжается некоторое время, и максимальная прочность гипсового оттиска и гипсовой модели достигается при высушивании его до постоянной массы в окружающей среде.
Свойства гипса:
-Доступность,
-Позволяет получать четкий отпечаток поверхности тканей протезного ложа,
-Безвреден,
-Не обладает неприятным вкусом и запахом,
-Практически не дает усадки,
-Не растворяется в слюне,
-Не набухает при смачивании водой и легко отделяется от модели при употреблении простейших разделительных средств (вода, мыльный раствор и т. п.).
-Хрупкость, поломка
-С трудом, путем раскалывания на фрагменты, выводится из полости рта
-Плохо отделяется от модели
-Не дезинфицируется.
Классификация и применение.
Согласно ГОСТ Р51887-2002, ИСО 6873, все стоматологические гипсы делятся на пять классов, в соответствии с их назначением и твердостью:
1.Гипс для оттисков. Мягкий и податливый низкотвердый гипс. Используется для получения частичных и полных оттисков (окклюзионных оттисков), в том числе и с челюстей без зубов. Такой гипс быстро твердеет и обладает наименьшим расширением.
2.Медицинский гипс. Алебастровый гипс обычной твердости. Этот вид материала подходит для изготовления диагностических анатомических моделей, а также моделей, используемых для планирования ортопедической конструкции. Гипс этого класса относят к вспомогательным материалам, так как модель из него имеет недостаточный показатель прочности. Таким образом, гипс для оттисков и медицинский стоматологический гипс используются только в технических целях, но не для изготовления рабочих моделей.
3.Класс твердых гипсов. Высокопрочный гипс для моделей. Применяется для изготовления диагностических и рабочих моделей челюстей в технологии съемных зубных протезов, как всего зубного ряда, так и замещающих отсутствующую часть зубов, для изготовления основы несъемных разборных протезов и других изделий этого ряда. В отличие от обычного медицинского гипса, материал этого класса обладает достаточно высокими показателями прочности.
4.Сверхтвердый. Сверхпрочный гипс для моделей с низким показателем расширения. Гипс с наибольшими показателями прочности, отлично подходит для изготовления разборных моделей челюстей.
5.Особотвердый, с добавлением синтетических материалов. Гипс с регулируемым показателем расширения. Предназначен для изготовления моделей, требующих особо высокой точности.
Выделяют пять классов гипса в зависимости от степени твердости в соответствии с международным стандартом ISO:
1. степень твердости – мягкий
2. степень твердости – средний
3. степень твердости – твердый
4. степень твердости – повышенной твердости
5. степень твердости – сверхтвердый.
1-2 классы применяются в стоматологии в качестве вспомогательных материалов для получения оттисков, загипсовки моделей в окклюдатор и артикулятор и других технических целей;
3 класс – при изготовлении диагностических моделей, рабочих моделей для съемного протезирования;
4-5 классы – для получения разборных и сверхпрочных моделей при изготовлении несъемных и сочетанных конструкций.


Им пользуются почти на всех этапах протезирования. Его применяют для получения:
-оттиска;
-модели челюсти;
-маски лица;
-в качестве формовочного материала;
-при паянии;
-для фиксации моделей в окклюдаторе (артикуляторе) и кювете.
Правила работы с гипсом.
Для успешного выполнения стоматолого-ортопедических и зуботехнических работ с применением стоматологических гипсов важно помнить определенные правила их использования:
Стоматологические гипсы необходимо хранить в сухом месте. Емкости для хранения гипсов должны очищаться перед каждым новым заполнением.
Приборы и принадлежности, используемые при работе со стоматологическими гипсами, должны быть чистыми, не содержать остатков ранее использованного гипса.
Одна порция гипса должна составлять количество, необходимое для заполнения не более чем двух-трех оттисков.
Недопустимо применение любых ускорителей застывания. В случае необходимости нужно использовать быстротвердеющий гипс или увеличить время замешивания на несколько секунд.
Для получения заданного расширения гипса необходимо очень точно соблюдать соотношение гипса и воды.
Вода и гипсовый порошок должны иметь температуру 19-21 °С.
Порошок необходимо медленно засыпать в воду, после чего дать ему погрузиться в нее, — и только после этого приступить к замешиванию шпателем. Машинное замешивание не должно превышать 30 секунд, ручное — одну минуту. Смесь должна выливаться в форму сразу же после замешивания. Недопустимо пытаться увеличить время заливки путем вибрации или добавления воды.
Вынимать гипсовую модель из оттиска можно только тогда, когда температура модели понизится.
Замешивание гипса.
Для получения полноценного гипсового слепка или модели большое значение имеет техника замешивания гипса. В резиновую чашку наливают приблизительно одну часть воды комнатной температуры и добавляют две части гипса. Гипс насыпают в чашку лежкой небольшими количествами (такое постепенное насыщение гипса водой предупреждает образование комков), а затем энергично размешивают металлическим или пластмассовым шпателем до получения однородной массы консистенции сметаны.
От консистенции гипса зависит прочность слепка и модели. При добавлении к гипсу слишком большого количества воды поглощается только такое количество, которое необходимо для образования дигидрата кальция, а остальная вода остается свободной и слепок или модель становятся рыхлыми. Однако не следует уменьшать количества воды, ибо чрезмерно густо замешенный гипс не дает точного отпечатка. Кроме того, при густом замешивании в гипсовой модели образуются поры вследствие того, что пузырьки воздуха не успевают выйти на поверхность через быстро затвердевший верхний слой гипса. Хороший гипс затвердевает в течение 6—8 минут.
Скорость затвердевания гипса зависит от целого ряда факторов: температура, степень измельчения (дисперсность), способ замешивания, качество гипса и присутствие в гипсе примесей. Повышение температуры смеси до +30 — +37°С приводит к сокращению времени схватывания гипса. При увеличении температуры от +37 до + 50°С скорость схватывания начинает заметно падать, а при температуре свыше 100° С схватывания не происходит. Степень измельчения (тонкость помола) также оказывает влияние на скорость затвердевания: чем выше дисперсность гипса, тем больше его поверхность, а увеличение поверхности двух химически реагирующих
веществ приводит к ускорению процесса. На скорость схватывания полугидрата влияет также способ его перемешивания. Чем энергичнее будет замешиваться смесь, тем полнее станет контакт между гипсом и водой и, следовательно, тем быстрее схватывание. Отсыревший гипс затвердевает значительно медленнее, чем сухой. Такой гипс лучше всего просушить при температуре +150 — +170° С.
Особое значение при работе со стоматологическим гипсом имеют соли-катализаторы. Они обычно ускоряют процесс схватывания гипса. Наиболее эффективными являются такие катализаторы, как сульфат калия или натрия, хлорид калия или натрия. При увеличении концентрации свыше 3% они, наоборот, замедляют схватывание. Наиболее часто в стоматологических кабинетах применяют в качестве катализатора 2-3% раствор поваренной соли. Ингибиторами затвердевания гипса являются: клей столярный, 2-3% раствор буры, 5-6% раствор сахара, 5% раствор этилового спирта. При получении моделей челюстей катализаторы применять не следует:
во-первых, для замедления затвердевания,
во-вторых, для упрочнения гипса.
Между скоростью твердения гипса и его прочностью имеется, как правило, обратная зависимость: чем быстрее протекает схватывание, тем меньше прочность полученного изделия, и наоборот, чем медленнее смесь твердеет, тем она прочнее. Например, замешивание гипса на растворе буры дает ощутимое замедление твердения, в результате чего образуется очень прочный продукт. Вещества, изменяющие скорость кристаллизации, можно вносить как в воду, применяемую для замешивания, так и в гипс.
Цинкоксидэвгенольные оттискные материалы.
Впервые цинкоксидэвгенольный материал был описан в 1934г. Россом, а в 1935г. В США начали выпускать подобный материал под названием «Паста Келли».

Цинк-оксид-эвгенольные материалы применяются в основном для получения оттисков с беззубых челюстей при изготовлении полных съемных протезов, когда отсутствуют или имеются в очень незначительной степени поднутрения. Применяют также для получения тонкослойного оттиска на индивидуальной оттискной ложке из термопластичного компаунда или акрилата и для регистрации прикуса. В настоящее время в связи с бурным развитием эластомеров применение цинк-оксидэвгенольных материалов значительно сократилось.
Цинкоксидэвгенольные массы выпускаются в виде двух паст-основной и катализаторной. В состав их входят: оксид цинка, растительные масла, эвгенол, наполнители, придающие материалу консистенцию пасты. Оксид цинка и эвгенол участвуют в реакции отверждения. На скорость процесса сильно влияют температура, влажность среды и соотношение компонентов.
Этот материал выпускают в виде двух паст (иногда - в виде порошка и жидкости). Одна из паст, называемая основной, содержит оксид цинка, масло и гидратированную смолу. Вторая паста, называемая катализаторной, или точнее активаторной, содержит от 12 до 15% по массе эвгенола, смолу и наполнитель типа каолина. При смешивании основной и катализаторной пасты происходит взаимодействие оксида цинка с эвгенолом с образованием твердого продукта, структура которого содержит матрицу - органической соли эвгенолята цинка и дисперсную фазу - остаточные количества оксида цинка.
В пасты добавляют канифоль и бальзам (для ослабления раздражающего действия эвгенола). Пасты окрашены в контрастные цвета, чтобы легче контролировать однородность при их смешивании. Бывают двух типов: медленно и быстро твердеющие.
К преимуществам цинк-оксид-эвгенольных материалов относится точность воспроизведения оттиском рельефа мягких тканей, благодаря низкой вязкости материала в исходном состоянии, а следовательно, высокой текучести. Цинк-оксид-эвгенольные материалы быстро затвердевают в условиях полости рта. Эти материалы стабильны после твердения, хорошо воспроизводят детали поверхностей, их считают очень точными, практически безусадочными, они не дороги. Слои материала хорошо соединяются между собой. Они также хорошо соединяются с термопластичными оттискными материалами.
К недостаткам этого материала относится его способность загрязнять кожу, руки, одежду и т.п., а также нестабильность времени твердения при колебаниях температуры и влажности. Кроме того, эвгенол раздражает мягкие ткани.
Существуют аналогичные по свойствам, но не содержащие эвгенола оттискные материалы. Неэвгенольные пасты вместо эвгенола содержат новые карбоновые кислоты (например, лауриловую или орто-этоксибензойную), которые не вызывают пощипывание и жжение, возникающие у некоторых пациентов при контакте с эвгенолом.
Репин представляет собой препарат, состоящий из двух паст. Первая содержит окись цинка, смешанную с растительным или минеральным маслом, вторая состоит из эвгенола или гваколята (гвоздичное масло), канифоли (колофонская смола— хрупкое, стекловидное, аморфное вещество, с характерным роговистым изломом и стеклянным блеском от тёмно-красного до светло-жёлтого цвета. Входит в состав смол хвойных деревьев. Представляет собой смесь смоляных кислот и их изомеров. Канифоль получают из живицы (смолистого вещества (терпентин), выделяющегося при ранении деревьев хвойных пород) выпариванием летучих веществ – скипидара) для уменьшения липкости и повышения скорости схватывания массы, и наполнителей (тальк), ускоритель(хлорид магния).
