

M03727
.pdf1
Міністерство освіти і науки, молоді та спорту України Запорізький національний технічний університет
Методичні вказівки до виконання практичних занять з дисциплін
«Технологічні основи машинобудування», «Технологія машинобудування»
Частина І
Розділ «Основи точності обробки деталей і складання машин»
для студентів за напрямом підготовки- 6.050502-Інженерна механіка 6.050503 - Машинобудування
всіх форм навчання
2011
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
2
Методичні вказівки до виконання практичних занять з дисциплін «Технологічні основи машинобудування», «Технолгія машинобудування» (Частина І. Розділ «Основи точності обробки деталей і складання машин») для студентів за напрямом підготовки усіх форм навчання: 6.050502 – Інженерна механіка, 6.050503 – Машинобудування// Укл.: В. Д. Хорошков (перевидання 3-е). Під ред. Ципака В.І., Гончар Н.В., Алексєєнко О.В. – Запоріжжя: ЗНТУ, 2011 – 82 с.
Редакція: |
В.І. Ципак, доц., к.т.н. |
|
Н.В. Гончар, ст.викл. |
|
О.В. Алексєєнко, ст.викл. |
Рецензент: |
Ю.М. Внуков, проф., д.т.н. |
Відповідальний |
|
за випуск: |
С.І. Дядя, доц., к.т.н. |
Затверджено на засіданні кафедри
²Технології машинобудування² протокол № 5
від 18 січня 2011 р.
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
3
З М І С Т |
с |
Статистичний аналіз точності обробки |
|
Практичне заняття 1. Оцінка імовірності появи браку на зада- |
|
ній технологічній операції .............................................................. |
5 |
Практичне заняття 2. Оцінка параметрів точності операцій ме- |
|
тодом побудови точкових діаграм.................................................. |
16 |
Практичне заняття 3. Прогнозування технологічної надійності |
|
системи ДІПВ та регламентація міжналагоджувального періо- |
|
ду........................................................................................................ |
26 |
Жорсткість технологічних систем |
|
Практичне заняття 4. Розрахунок погрішностей, обумовлених |
|
пружними відтисненнями................................................................ |
33 |
Практичне заняття 5. Прогнозування очікуваної похибки фор- |
|
ми оброблюваної поверхні ....................................................... |
42 |
Зношення різального інструменту |
|
Практичне заняття 6. Вплив зношення інструменту на точність |
|
розміру при обробці партії заготовок на наладнаному верста- |
|
ті.......................................................................................................... |
50 |
Шорсткість поверхні |
|
Практичне заняття 7. Оцінка показників шорсткості за профі- |
|
лограмою поверхні........................................................................... |
57 |
Методи забезпечення точності замикаючої ланки |
|
розмірного ланцюга при складанні |
|
Практичне заняття 8. Забезпечення точності замикаючої ланки |
|
методом повної взаємозамінності................................................... |
66 |
Практичне заняття 9. Забезпечення точності замикаючої ланки |
|
методом неповної взаємозамінності............................................... |
74 |
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
4
Дані методичні вказівки призначено для надання допомоги студентам під час роботи над курсом «Основи технології машинобудування».
Загальний напрямок практичних занять полягає у придбанні практичних навичок в технологічній діагностиці і прогнозуванні очікуваних погрішностей обробки заготовок.
До методичних вказівок включено також розділи лекційного курсу: статистичний аналіз точності обробки, жорсткість технологічних систем, вплив зношення різального інструменту на точність обробки, шорсткість поверхні, методи забезпечення точності замикаючої ланки складальних розмірних ланцюгів.
Методичні вказівки містять: основні теоретичні положення за темою заняття, приклад розв‘язання задачі, індивідуальні завдання, контрольні запитання, необхідні довідкові данні.
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
5
Статистичний аналіз точності оборобки
ПРАКТИЧНЕ ЗАНЯТТЯ 1
ОЦІНКА ІMOBІPHOCTІ ПОЯВИ БРАКУ НА ЗАДАНІЙ ТЕХНОЛОГІЧНІЙ ОПЕРАЦІЇ
Мета роботи – оволодіти методикою розрахунку статистичних оцінок точності обробки заготовок контрольної вибірки i методикою розрахунку імовірності появи браку на основі використання нормального закону розподілу (НЗР) погрішностей обробки.
1.1 Основні теоретичні положення
Для розв’язання задачі необхідно із загальної сукупності оброблених заготовок взяти контрольну вибірку об’ємом n ≥ 100 шт. Послідовність обробки цих заготовок не враховується при вимірюванні розміру, що контролюється. Для кожної i-ої заготовки визначається погрішність обробки:
Xi=dном – dфакт,
де dном – номінальний розмір поверхні, що задано на кресленні; dфакт – фактичний розмір поверхні, отриманий після механічної операції.
Одержана сукупність погрішностей xi об’ємом n є вихідною статистичною інформацією, яку слід представити у вигляді, інформацією зручному для наступних розрахунків. Роблять це таким чином:
а) серед n значень погрішностей xi знаходять найбільше та
найменше значення: xНБ і xНМ;
б) розраховують значення розмаху погрішностей:
R=xНМ – xНМ;
в) значення R розбивають на j інтервалів. Зазвичай ця кількість інтервалів непарна, тобто: j=5; 7; 9; але в будь-якому випадку значення ширини інтервалу повинно бути більше від значення ціни поділки відлікового пристрою вимірювального приладу;
г) встановлюють частоту попадання значень xi у кожний j-ий інтервал i позначають її символом – nj;
д) оформлюють таблицю 1.1, заповнюють колонки 1...3.
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
6
Основними статистичними характеристиками точності обробки
є: X – середньоарифметичне значення погрішностей i S – середньоквадратичне відхилення (с.к.в.) цих погрішностей за даними контро-
льної вибірки. Якщо n→∞, то x→mx, а S→σ. Значення X та S є дослідними статистичними оцінками, а mx іσ – їх теоретичними аналогами.
Значення дослідних оцінок розраховуються за формулами:
mx » x = |
å(x j ×nj ) |
|
|
(1.1) |
|
|
n |
|
|||
|
|
|
|
||
|
|
|
|
|
|
σ » S = |
|
å((x j - x)2 |
×nj ) |
(1.2) |
|
|
n |
|
|||
|
|
|
|
||
де xj – середина j-го інтервалу.
Для оцінки імовірності появи браку необхідно знати закон розподілу погрішностей. Діаметральні і лінійні розміри та їх погрішності підлягають нормальному закону розподілу (НЗР), математичний вираз якого у диференціальній формі подається у вигляді:
|
1 |
|
|
|
− |
(x−mx )2 |
|
f (x) = |
|
|
×e |
2σ 2 |
(1.3) |
||
σ × |
|
|
|
|
|||
2π |
|
|
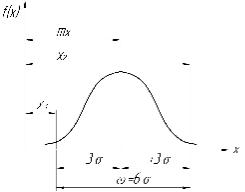
Графічне представлення НЗР (рис. 1.1 та 1.2) має вигляд симетричної дзвоноподібної кривої. Площа під кривою в межах інтервалу між x1 та x2 характеризує імовірність попадання випадкової величини x в межі цього інтервалу.
Зокрема P(-∞<x<+∞). Для розрахунку P(x1<x<x2) при будь-яких x1 та x2 необхідно функцію (1.3) проінтегрувати в межах інтервалу, тоді:
|
|
|
|
|
|
|
|
|
1 |
|
|
|
x2 |
− |
(x−mx )2 |
|
|||
|
P(x < x < x |
2 |
) = |
|
|
× e |
2σ 2 |
×dx = |
|||||||||||
|
|
|
|
|
|
|
|||||||||||||
|
1 |
|
|
|
|
|
σ × 2π |
|
|
xò |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
1 |
|
t |
2 e− |
t2 |
|
|
|
|
|
|
(1.4) |
|||
= P(t |
< t < t |
2 |
) = |
|
× |
|
2 |
×dt = Ф(t |
2 |
) -Ф(t ) |
|||||||||
|
|
|
|||||||||||||||||
1 |
|
|
|
2π |
|
tò |
|
|
|
|
|
|
|
|
1 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
7
де Ф(t) – табульовані значення нормальної функції розподілу,
табл. 1.2;
t = |
x1 − x |
t |
|
= |
x2 − x |
(1.5) |
|
σ |
2 |
σ |
|||||
1 |
|
|
|
||||
|
|
|
|
|
Якщо нижня границя інтервалу x1 − x = −3σ , а верхня
x2 − x = +3σ , то P(−3σ < x < 3σ ) = P(−3 < t < 3) = = Ф(t2 ) −Ф(t1) = Ф(3) −Ф(−3) = 0,9973
Саме тому погрішності –3σ та +3σ беруться як граничні стандартні погрішності, а поле розсіяння погрішностей ω=6·σ називають стандартним полем розсіяння.
Рисунок 1.1 – Загальний вид кривої НЗР.
Брак на операції буде завжди, якщо, ω=6σ>Td, тобто стандартне поле розсіяння погрішностей буде більше поля допуску. В цій ситуації коефіцієнт точності менше одиниці:
KT |
= |
Td |
<1 |
(1.6) |
|
ω |
|||||
|
|
|
|
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
8
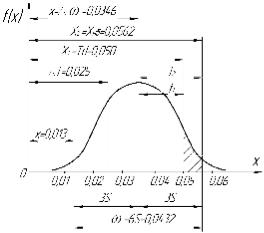
Рисунок 1.2 – Дзвоноподібна крива НЗР (розрахункова схема) до задачі.
Проте брак можливий і при KT>1, тобто за умови ω=6σ>Td. У таких випадках брак обумовлено значною погрішністю настройки, що формально відображається зміщенням координати середини поля розсіяння, що характеризує рівень настройки ріжучої кромки інструменту відносно координати середини поля допуску, окремий випадок такої ситуації представлено на рис. 1.2.
Ґрунтуючись на викладених теоретичних і методичних положеннях, розглянемо приклад розв’язання задачі.
1.2 Приклад розв’язання задачі
Постановка задачі. Виявити наявність браку при обробці заготовок на заданій операції. За наявності браку розрахувати імовірність появи поправного, непоправного та загального браку.
Встановити конкретну кількість бракованих і придатних деталей, з урахуванням заданої програми випуску. Встановити і рекомендувати шляхи зменшення проценту браку або повного його усунення. Підтвердити ефективність пропозицій необхідними розрахунками.
Вихідні дані. На наладнаному верстаті розточується отвір у розмір 60+0,05. Контроль виконується нутроміром з ціною поділу шкали індикатора 0,01 мм. Загальна програма випуску деталі N=104 шт. Обсяг контрольної вибірки n=100 шт.
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com

9
Інформацію щодо погрішностей обробки (з розбивкою за інтервалами і встановленням nj – частоти попадання значення погрішності в j-ий інтервал) представлено в табл. 1.1 (колонки 1...3).
Порядок розв’язання задачі. Після постановки задачі і запису вихідних даних робота ведеться у такому порядку.
1.2.1.Готуємо табл. 1.1 і заповнюємо перші три колонки.
1.2.2.Розраховуємо значення величин, зазначених у колонках 4,5 і вносимо їх до табл. 1.1. Знаходимо суму 5-ої колонки.
Таблиця 1.1 – До розрахунку наявності браку
№ |
Межі інтервалу, |
Час- |
Середина |
|
|
(xj - x)2 × nj |
інтервалу |
xj × nj |
(xj - x) |
||||
інтер- |
мкм |
тота |
xj |
|
||
валу |
nj |
|
|
|
||
|
|
|
, мкм |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
більш 10 до 20 |
1 |
15 |
15 |
-19,6 |
384,16 |
|
|
|
|
|
|
|
2 |
від 20 до 30 |
22 |
25 |
550 |
-9,6 |
2027,52 |
3 |
від 30 до 40 |
60 |
35 |
2100 |
+0,4 |
9,60 |
4 |
від 40 до 50 |
14 |
45 |
630 |
+10,4 |
1514,24 |
5 |
від 50 до 60 |
3 |
55 |
165 |
+20,4 |
1248,48 |
|
Σ |
100 |
-- |
3460 |
-- |
5184,00 |
1.2.3. Розраховуємо за формулою (1.1) значення x : mx » x = 3460100 = 34,6 мкм (або 0,0346 мм).
Тепер можна вирахувати колонки 6,7.
За формулою (1.2) розраховуємо значення σi :
σ i ≈ S = |
5184 |
= 7,2 мкм (або 0,0072 мм). |
|
100 |
|||
|
|
1.2.4. Розраховуємо очікувані значення граничних погрішнос-
тей:
xHБ = x + 3σ = 0,0346 + 3 × 0,0072 = 0,0562 мм xHМ = x - 3σ = 0,0346 - 3 × 0,0072 = 0,0130 мм
і стандартне поле розсіяння:
ω=6σ=xНБ – хНМ=0,0562–0,0130=0,0432 мм
1.2.5. Викреслюємо розрахункову схему (рис. 1.2), дотримую-
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
10
чись такої послідовності: наносимо осі x і f(x) координатної системи, на графіку виставляємо точки, що дадуть змогу побудувати дзвоноподобну криву НЗР, тобто їх координати за віссю абсцис – це середини інтервалів xj (колонка 4), за віссю ординат відповідна частота nj (колонка 3); на осі абсцис відзначаємо точки, що відповідають значенням найменшої погрішності xНМ=0,013, координати середини поля допуску
0T = 0,025, координати середини поля розсіяння 0ω = x = 0,0346 , найбільшої погрішності xНБ=0,0562=x2, зазначає-
мо поле допуску Td=x1=0,05 мм і поле розсіяння ω=6σ=0,0432 мм. Довільно викреслюємо дзвоноподібну криву НЗР, симетричну
відносно координати 0ω = x .
Заштриховуємо площу, що має такі границі: знизу – вісь абсцис, зверху – крива розподілу НЗР, ліворуч і праворуч прямі (відмічаємо ці лінії як Х1 та Х2), що визначають брак (ту частину графіку, що виходить за межі заданого допуску Тd).
Площа заштрихованої фігури являє собою імовірність появи браку у відсотках %, яку визначають за допомогою інтегралу формули
(1.4) з межами t1 і t2 (рис.1.2).
1.2.6. Розраховуємо за формулами (1.5) значення границь інтег-
рування t1 і t2: |
|
x1 − x |
= 0,05 − 0,0346 |
|
|
||||
t1 |
= |
= 2,14 ; |
|||||||
|
σ |
||||||||
|
|
|
|
|
0,0072 |
|
|
||
t2 |
= |
x2 − x |
= |
0,0562 − 0,0346 |
= 3 |
||||
|
0,0072 |
|
|||||||
|
|
|
σ |
|
|
|
|
||
1.2.7. Розраховуємо імовірність появи браку, використовуючи перероблену формулу (1.4) і табл. 1.2, в якій вже розраховано значення інтегралу для визначення границь:
PРБ=Р(x1<x<x2)=P(0,05<x<0,056)=P(t1<t<t2)=P(2,14<t<3)= =Ф(t2)-Ф(t1)=Ф(3)-Ф(2,14)=0,49865-0,4838=0,01485 або 1,485%.
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com