

M03727
.pdf21
регресії.
Таблиця 2.2 – Дані для розрахунку середнього квадратичного відхилення
Номер |
Виміряна |
Розрахункова Yi |
yi-Yi |
(yi-Yi)2 |
||||
деталі |
погрішність -yi |
за формулою (2.8) |
|
|
||||
1 |
-18 |
|
-18,85 |
|
|
+0,85 |
0,72 |
|
2 |
-18 |
|
-18,44 |
|
|
+0,44 |
0,19 |
|
3 |
-16 |
|
-18,03 |
|
|
+2,03 |
4,12 |
|
4 |
-20 |
|
-17,63 |
|
|
-2,37 |
5,62 |
|
5 |
-18 |
|
-17,23 |
|
|
-0,77 |
0,59 |
|
6 |
-16 |
|
-16,82 |
|
|
+0,82 |
0,67 |
|
7 |
-19 |
|
-16,42 |
|
|
-2,58 |
6,66 |
|
8 |
-14 |
|
-16,01 |
|
|
+2,01 |
4,04 |
|
9 |
-17 |
|
-15,60 |
|
|
-1,40 |
1,96 |
|
10 |
-15 |
|
-15,20 |
|
|
+0,20 |
0,04 |
|
11 |
-18 |
|
-14,80 |
|
|
-3,20 |
10,24 |
|
12 |
-12 |
|
-14,40 |
|
|
+2,40 |
5,76 |
|
13 |
-14 |
|
-14,01 |
|
|
+0,01 |
0,00 |
|
14 |
-13 |
|
-13,58 |
|
|
+0,58 |
0,34 |
|
15 |
-15 |
|
-13,18 |
|
|
-1,82 |
3,71 |
|
16 |
-10 |
|
-12,77 |
|
|
+2,77 |
7,67 |
|
17 |
-14 |
|
-12,37 |
|
|
-1,63 |
2,66 |
|
18 |
-12 |
|
-11,97 |
|
|
-0,33 |
0,11 |
|
19 |
-10 |
|
-11,56 |
|
|
+1,56 |
2,43 |
|
20 |
-11 |
|
-11,15 |
|
|
+0,15 |
0,02 |
|
|
|
|
|
|
|
|
|
å57,56 |
2.2.8. Розраховуємо за формулою (2.7): |
|
|
||||||
|
|
|
|
|
|
|
||
|
σ ≈ S = |
|
1 |
×57,56 =1,79 |
|
|||
|
20 -1 |
|
||||||
|
|
|
|
|
|
|
||
Таким чином, в результаті аналізу погрішностей обробки заготовок даної вибірки було одержано такі значення:
–початковий рівень настройки yH= -18,85;
–кінцевий рівень настройки yK= -11,15;
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
22
–зміщення початкового рівня настройки b=7,7;
–зміщення на одну деталь bi=0,405;
–середнє квадратичне відхилення σ=1,79 миттєвого поля розсі-
яння.
У долях міліметра після округлення ці значення дорівнюють: yH=-0,189 мм; yК=-0,112 мм; b=0,077 мм;
b=0,004 мм; σ=0,018 мм
Для будь-якої іншої вибірки, взятої після нового налагодження або підналагодження верстата на розмір, значення цих параметрів буде іншим. Тому для одержання статистичних оцінок складових погрішностей обробки треба взяти для аналізу декілька виборок. У нашому прикладі число виборок m=10.
2.2.9. Оформлюємо таблицю 2.3.
Таблиця 2.3 – Дані для розрахунку складових погрішностей обробки, мм
Номер |
yHj |
yKj |
bj |
b1j |
σj |
|
вибірки |
||||||
|
|
|
|
|
||
1 |
-0,189 |
-0,112 |
0,077 |
0,0040 |
0,018 |
|
2 |
-0,150 |
-0,110 |
0,040 |
0,0020 |
0,025 |
|
3 |
-0,140 |
-0,100 |
0,040 |
0,0020 |
0,030 |
|
4 |
-0,150 |
-0,100 |
0,050 |
0,0025 |
0,025 |
|
5 |
-0,129 |
-0,115 |
0,014 |
0,0007 |
0,016 |
|
6 |
-0,160 |
-0,120 |
0,040 |
0,0020 |
0,020 |
|
7 |
-0,170 |
-0,100 |
0,070 |
0,0035 |
0,018 |
|
8 |
-0,125 |
-0,090 |
0,035 |
0,0017 |
0,020 |
|
9 |
-0,120 |
-0,095 |
0,025 |
0,0017 |
0,024 |
|
10 |
-0,136 |
-0,115 |
0,021 |
0,0010 |
0,019 |
|
å |
-1,469 |
-1,057 |
0,412 |
0,0211 |
0,215 |
10. Розраховуємо середнє значення параметрів настройки за даними m=10 виборок:
yH = −0,1469 ;
yK = −0,1057 ; b=0,0482;
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
23
bj=0,0021
2.2.11. Розраховуємо середнє квадратичне відхилення початкових рівнів настройки:
|
|
|
m |
|
|
|
|
|
å(yHj − yHj )2 |
|
|
|
σ H = σ yH = |
j=1 |
= |
||
|
n −1 |
||||
|
|
|
|
|
|
= |
[−0,189 − (−0,147)]2 +[−0,150 − (−0,147)]2 + ... |
||||
|
|
|
10 −1 |
|
|
+ ...+[−0,136 − (0,147)]2 = 0,025 10 −1
2.2.12. Розраховуємо середнє квадратичне відхилення парамет-
ра:
|
|
|
|
m |
|
|
|
|
|
|
|
å (b1 j − |
b1 )2 |
|
|
|
|
σ b 1 = |
j=1 |
= |
|||
|
|
n − 1 |
|||||
|
|
|
|
|
|
||
= |
|
(0,004 − 0,0021 ) 2 |
+ (0,002 − 0,0021 )2 + |
||||
|
10 − 1 |
|
|
||||
|
|
|
|
||||
+ ... + (0,001 − 0,0021 ) 2 = 0,0011 10 − 1
Таким чином, для досліджуваної операції одержані такі параметри точності:
– середнє значення початкового рівня настройки yH = −0,147 мм ;
–середнє квадратичне відхилення початкового рівня настройки
σH=σyH=0,025;
–середнє зміщення початкового рівня настройки, що припадає
на одну деталь b1=0,002 мм;
–середнє квадратичне відхилення зміщень, що випадає на одну деталь σb1=0,001 мм;
–максимальне значення середнього квадратичного відхилення,
погрішностей, відносно рівня настройки (лінії регресії) σ=0,030 мм, табл. 2.3 (приймають найбільше значення).
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
24
2.3 Індивідуальне завдання
Завдання подано в табл. 2.4, варіанти 1...10. Варіант 11 використано у прикладі розв’язання задачі. Для всіх варіантів контрольованим розміром є 100-0,3, що забезпечується на наладнаному токарному верстаті. При оформлені табл. 2.3 використовуються значення параметрів, що одержані при обробці вихідних даних варіантів 1...10.
Таблиця 2.4 – Погрішності деталей у вибірках (–yi), (в десятих долях, мм)
Номер |
|
Погрішність i-ої деталі в j-ій вибірці |
|
|||||||||
деталі у |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
вибірці |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||
1 |
19 |
22 |
20 |
24 |
20 |
23 |
18 |
16 |
22 |
17 |
18 |
|
2 |
21 |
20 |
22 |
21 |
18 |
22 |
18 |
18 |
22 |
14 |
18 |
|
3 |
16 |
23 |
18 |
20 |
20 |
24 |
15 |
16 |
23 |
15 |
16 |
|
4 |
20 |
21 |
22 |
23 |
16 |
20 |
19 |
16 |
21 |
15 |
20 |
|
5 |
18 |
19 |
20 |
20 |
18 |
20 |
17 |
15 |
20 |
13 |
18 |
|
6 |
15 |
22 |
18 |
19 |
15 |
23 |
14 |
14 |
20 |
16 |
16 |
|
7 |
19 |
20 |
21 |
18 |
17 |
21 |
18 |
14 |
20 |
11 |
19 |
|
8 |
15 |
19 |
16 |
21 |
16 |
20 |
14 |
13 |
18 |
12 |
14 |
|
9 |
17 |
19 |
19 |
20 |
15 |
20 |
18 |
16 |
16 |
15 |
17 |
|
10 |
15 |
17 |
17 |
18 |
14 |
19 |
15 |
13 |
19 |
11 |
15 |
|
11 |
17 |
16 |
14 |
18 |
13 |
17 |
17 |
12 |
15 |
12 |
18 |
|
12 |
14 |
15 |
15 |
16 |
15 |
16 |
14 |
10 |
14 |
10 |
12 |
|
13 |
14 |
16 |
13 |
19 |
12 |
17 |
13 |
11 |
13 |
10 |
14 |
|
14 |
12 |
15 |
13 |
15 |
12 |
16 |
12 |
11 |
16 |
9 |
13 |
|
15 |
15 |
14 |
12 |
15 |
10 |
15 |
13 |
10 |
12 |
10 |
15 |
|
16 |
11 |
14 |
10 |
17 |
11 |
15 |
10 |
9 |
14 |
12 |
10 |
|
17 |
12 |
11 |
11 |
14 |
9 |
11 |
11 |
9 |
11 |
8 |
14 |
|
18 |
10 |
13 |
13 |
15 |
10 |
13 |
9 |
10 |
10 |
10 |
12 |
|
19 |
12 |
14 |
10 |
12 |
9 |
13 |
12 |
8 |
9 |
7 |
10 |
|
20 |
10 |
13 |
10 |
8 |
11 |
10 |
8 |
12 |
6 |
9 |
11 |
|
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
25
2.4Контрольні питання
1.Яку контрольну вибірку називають послідовною?
2.Як записується рівняння лінії регресії?
3.Яку інформацію несе точкова діаграма і її лінія регресії?
4.Як розраховується параметр bi?
5.Як розраховується параметр σbi?
6.Як розраховується параметр σH?
7.Як розраховується параметр σ?
8.Що характеризують параметри yH і σH?
9.Що характеризують параметри b, bi і σb1?
10.Через які причини погрішності розраховуються відносно лінії регресії?
11.Для розв’язання яких задач використовуються параметри: yH,
σH, bi, σb1, σ?
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com

26
ПРАКТИЧНЕ ЗАНЯТТЯ 3
ПРОГНОЗУВАННЯ ТЕХНОЛОГІЧНОЇ НАДІЙНОСТІ СИСТЕМИ ДІПВ ТА РЕГЛАМЕНТАЦІЯ МІЖНАЛАГОДЖУВАЛЬНОГО ПЕРІОДУ
Мета роботи – оволодіти методикою прогнозування надійності і регламентування допустимого міжналагоджувального періоду, у межах якого брак обробки буде відсутнім.
3.1 Короткі теоретичні положення
Показником технологічної (параметричної) надійності є імовірність відсутності відмов (браку) за параметром точності:
|
|
ì |
|
|
|
Td |
é |
|
|
1 |
ùü |
|
||
|
|
ï |
|
|
|
|
|
|
ï |
, |
||||
P0 (n) = 0,5+Фí3 |
+ |
|
|
|
ê1- |
|
|
|
|
úý |
||||
σ |
|
(n) |
K |
|
(n) |
|||||||||
|
|
ï |
|
|
Σ |
ë |
T |
ï |
|
|||||
|
|
î |
|
|
|
|
|
|
|
ûþ |
|
|||
де коефіцієнт точності операції: |
|
|
|
|
|
|
|
|
|
|||||
K T (n ) = |
|
|
|
Td |
|
|
|
|
|
, |
|
|
|
|
3 × σ K |
+ b1 |
× n |
+ 3 × σ Σ (n ) |
|
|
|
||||||||
|
|
|
|
|
||||||||||
3×σΣ (n) = 
 (3×σ K )2 + (3×σb1 ×n)2 ,
(3×σ K )2 + (3×σb1 ×n)2 ,
3×σ K = 
 (3×σ H )2 + (3×σ )2 ,
(3×σ H )2 + (3×σ )2 ,
σH, σ, b1, σb, – відомі складові сумарної похибки обробки:
D∑(n)=3·σK+b1·n+3·σ∑(n)
(3.1)
(3.2)
(3.3)
(3.4)
(3.5)
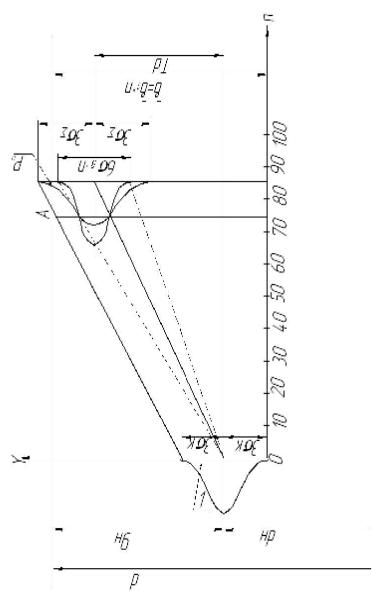
Розрахунок сумарної похибки D∑(n) ілюструється за допомогою схеми, показаної на рис. 3.1. Схему складено для випадку обробки зовнішньої циліндричної поверхні у розмір d з допуском Td в «мінус».
Із схеми видно, що настроювальним є розмір – dH, середня погрішність настройки – yH , а сумарна похибка обробки на початку міжнастроювального періоду (n=0) дорівнює:
DΣ (n) = 6×σ K = 
 (6×σ H )2 + (6×σ )2 ,
(6×σ H )2 + (6×σ )2 ,
тому що b1=0, σb1=0 і bi·n=0, маємо 3σ∑(n)=3σK
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
27
Рисунок 3.1 – Схема
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com

28
Запас точності при n=0 дорівнює:
T(0)=Td –·6·σK
Із збільшенням кількості оброблених деталей, поступово збільшується похибка b=b1·n, що спричиняється зміщенням початкового рівня настройки – yH.
Одночасно збільшується поле ω=6·σb1·n зумовлене, наприклад, різною швидкістю зношення інструменту (різців). У результаті формується загальне поле розсіювання похибок:
6×σΣ (n) = 
 (6×σ H )2 + (6×σ )2 + (6×σb1 ×n)2
(6×σ H )2 + (6×σ )2 + (6×σb1 ×n)2
На момент обробки [n] деталей з‘являється деяка імовірність появи браку – PБ(n).
Лінія 1, що характеризує змінення запасу точності T, перетинає верхню межу поля допуску Td у точці А. Маючи цю точку, можна регламентувати допустиме число деталей [n], оброблених без браку. На
момент обробки [n] деталей запас точності вичерпано |
Т(n)=0, сумар- |
|||
на похибка |
∑(n)=Td, а коефіцієнт точності KT(n)=1. |
|
|
|
Якщо |
KT(n)>1, то |
P0(n)=1, якщо KT(n)<1, |
то |
P0(n)<1 і |
з’являється імовірність браку PБ(n). |
|
|
||
Таким чином, для прогнозування показників ∑(n), |
KT(n), P0(n) |
|||
та регламентації [n] достатньо знати параметри σH, σ, b1, σb1. |
||||
|
3.2 Приклад розв’язання задачі |
|
|
|
Постановка задачі. |
Для досліджуваної операції розрахувати: |
|||
KT(n), P0(n), накреслити графіки їх зміни і розрахункову схему. Регламентувати [n].
Вихідні дані. Досліджується токарна операція. Обробляється поверхня валу у розмір 100-0,3. Попередніми розрахунками встановлено такі складові похибки обробки, мм: σH=0,025; σ=0,030; b1=0,002; σb1=0,001. Розрахунки KT(n) та P0(n) провести при n1=1; n2=10; n3=20;
n4=30; n5=50.
Порядок роботи.
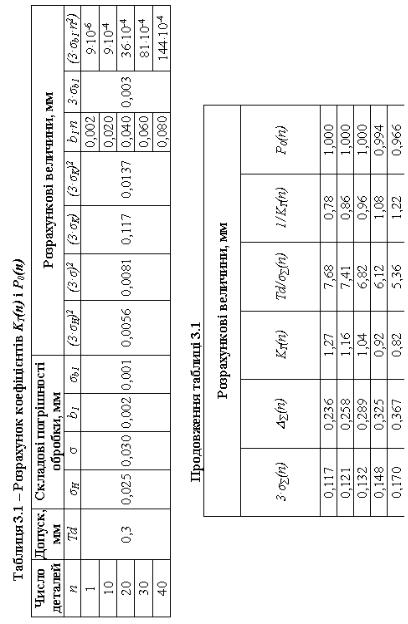
3.2.1. Підготувати табл. 3.1 і записати у ній вихідні дані. Побудувати розрахункову схему в системі координат d–n.
3.2.2. Розрахувати значення 3σк і розмістити криву 1 так, щоб нижня межа 3σк співпала з нижньою границею поля допуску (рис. 3.1). Таке розміщення забезпечує, по-перше, непояву відсутність браку по
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
29
нижній межі допуску, i, по-друге, забезпечується максимальний запас точності T.
3.2.3. Розрахувати значення T(0) і настроювальний розмір dH. Позначити їх на схемі. Одержуємо:
T(n=0)=Td–6·σK=0,3-0,234=0,066
dH=- T–3·σK=100–0,066–0,117=99,817 мм.
3.2.4.Виконати розрахунки значень всіх величин і заповнити
табл. 3.1.
3.2.5.Представити розрахункову схему у такому ж вигляді, як на рис. 3.1. Позначити точку «А» і вказати [n].
3.2.6.Побудувати графіки залежностей ∑=f(n); KT=φ(n);
P0=ψ(n) і позначити [n] (рис. 3.2...3.4).
Висновок. Для досліджуваної операції рекомендувати настроювальний розмір dH=99,817 і міжнастроювальний період (n)=22 деталі.
3.3 Індивідуальне завдання
Завдання за варіантами подано в табл. 3.2. Задається виконавчий розмір; складові сумарної похибки обробки: σH, σ, b1, σb1, номери деталей, для яких необхідно розрахувати значення: ∑, KT, Po.
3.4Контрольні запитання
1.Що називається технологічною надійністю операції?
2.Що називають коефіцієнтом точності операції?
3.Що є показником технологічної надійності?
4.Який міжнастроювальний період обробки заготовок приймається як допустимий?
5. Формула для розрахунку сумарної похибки обробки ∑(n).
6.Формула для розрахунку коефіцієнта точності KT(n).
7.Формула для розрахунку імовірності безвідмовної роботи
P0(n).
8.Формула для розрахунку σ∑(n).
9.Що називається композицією законів розподілу?
10.Що називається запасом точності операції?
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com
30
PDF создан испытательной версией pdfFactory Pro www.pdffactory.com