

4.4 Розрахунок витрат води на охолодження заготовки у зво
Оскільки в теоретичних
розрахунках дуже складно точно оцінити
умови охолодження, для визначення
витрати води по довжині ЗВО використовуються
експериментальні залежності коефіцієнта
тепловіддачі
![]() від щільності зрошення. Ця залежність
описується наступними вираженнями:
від щільності зрошення. Ця залежність
описується наступними вираженнями:
![]() чи
чи
![]() ,
,
де
![]() –
щільність зрошення,
–
щільність зрошення,![]() ;
;
![]() – дослідний коефіцієнт (у залежності
від типу МБЛЗ і сталі, що розливається,
складає 50 – 120);
– дослідний коефіцієнт (у залежності
від типу МБЛЗ і сталі, що розливається,
складає 50 – 120);
![]() –дослідний коефіцієнт (по
дослідним даним величина коефіцієнту
змінюється в межах:
–дослідний коефіцієнт (по
дослідним даним величина коефіцієнту
змінюється в межах:
![]() для МБЛЗ із вигнутою технологічною
віссю;
для МБЛЗ із вигнутою технологічною
віссю;![]() для вертикальних МБЛЗ;
для вертикальних МБЛЗ;
![]() –сумарний коефіцієнт
тепловіддачі випромінюванням і
конвенцією.
–сумарний коефіцієнт
тепловіддачі випромінюванням і
конвенцією.
![]() у
залежності від інтенсивності охолодження
злитка. Зі зменшенням
інтенсивності охолодження
у
залежності від інтенсивності охолодження
злитка. Зі зменшенням
інтенсивності охолодження
![]() росте.
росте.
Наявність розподілу температур
по довжині злитка і товщині оболонки
дозволяє визначити теплові потоки на
поверхні злитка, необхідні для відводу
фізичної теплоти оболонки і теплоти
кристалізації
![]() :
:
![]() ,
(4.20)
,
(4.20)
![]() , (4.21)
, (4.21)
де
![]() ,
,![]() – середня температура кірки на початку
і кінці ділянки охолодження,0С;
– середня температура кірки на початку
і кінці ділянки охолодження,0С;
![]() ,
,
![]() – товщина кірки на початку і наприкінці
ділянки охолодження, м;
– товщина кірки на початку і наприкінці
ділянки охолодження, м;
![]() ,
,
![]() – відстань від торця кристалізатора
на вході і виході з ділянки охолодження,
м;
– відстань від торця кристалізатора
на вході і виході з ділянки охолодження,
м;
![]() – швидкість витягування злитка, м/хв.;
– швидкість витягування злитка, м/хв.;
![]() –теплоємність затверділого
металу,
–теплоємність затверділого
металу,
![]() .
.
Знаючи тепловий потік і температуру поверхні, можна визначити
![]() .
.
Для виконання вимог по плавній зміні інтенсивності охолодження злитка по його довжині для сталі різних марок і можливості регулювання довжини ділянки водяного охолодження в залежності від швидкості лиття і глибини рідкої лунки вся зона вторинного водяного охолодження розбивається на окремі секції. Кожна секція забезпечується самостійним підведенням води і установкою відповідних форсунок.
При розрахунку основних параметрів систем вторинного охолодження радіальних і криволінійних машин необхідно скорегувати щільність зрошення злитка по малому радіусу за рахунок стікання води, зменшивши його на 20 – 30% у порівнянні з великим радіусом.
У випадку слябових машин
водяне охолодження слябів по вузьких
гранях відбувається на ділянці, рівній
![]() .
.
Як показує практика експлуатації слябових машин, довжина зони форсункового охолодження по вузьких гранях може бути скорочена на 20 – 30%.
Приклад 10. Визначити
витрати води на секцію довжиною
![]() ,
розташовану на відстані
,
розташовану на відстані![]() від нижнього зрізу кристалізатора,
від нижнього зрізу кристалізатора,![]() на вході в секцію складає 11350С,
а на виході із секції
на вході в секцію складає 11350С,
а на виході із секції
![]() 0С,
відповідно товщина кірки злитка на
вході і виході із секції відповідно
склали
0С,
відповідно товщина кірки злитка на
вході і виході із секції відповідно
склали
![]() і
і![]() .
Перетин злитка
.
Перетин злитка
![]() .Для розрахунку
прийнято: щільність сталі
.Для розрахунку
прийнято: щільність сталі
![]() ;
коефіцієнт кристалізації
;
коефіцієнт кристалізації![]() ;
температура ліквідус 14790С;
швидкість розливання
;
температура ліквідус 14790С;
швидкість розливання
![]() ;
теплоємність
;
теплоємність
![]() ;прихована теплота
кристалізації
;прихована теплота
кристалізації
![]() ;
;
![]() ;
сумарний коефіцієнт тепловіддачі
випромінюванням і конвенцією
;
сумарний коефіцієнт тепловіддачі
випромінюванням і конвенцією![]() =140.
=140.
Як випливає з рівнянь (3.56), (3.57) необхідно визначити середню температуру і товщину кірки на початку і кінці ділянки охолодження. Приймаємо з метою спрощення розрахунку лінійну зміну температури по товщині кірки. Тоді:
![]() 0С;
0С;
![]() 0С.
0С.
Сумарний тепловий потік
![]() на поверхні злитка, обумовлений відводом
фізичної теплоти і теплоти кристалізації,
складе:
на поверхні злитка, обумовлений відводом
фізичної теплоти і теплоти кристалізації,
складе:
![]()
![]()
а середній коефіцієнт тепловіддачі відповідно:
![]()
Щільність зрошення на даній ділянці складе:
![]()
Охолодження по вузьких гранях відбувається в даному випадку на ділянці
![]()
З огляду на, що секція розташована практично вертикально, витрати води на широку грань по великому радіусу і грань по малому радіусу будуть однакові:
![]()
де
![]() –
площа охолодження грані (
–
площа охолодження грані (![]() ),
м2.
),
м2.
Витрата води по вузьких гранях
![]()
де 2 – кількість однакових граней.
Загальна витрата води на секцію
![]() або
або
![]() ,
,
де 2 – кількість однакових граней.
Примітка.Якщо секція розташована не на вертикальній дільниці МБЛЗ щільність зрошення на грань по малому радіусу необхідно зменшити на 20 – 30%. Тоді витрати води на грань по більшому радіусу складуть:
![]()
На грань по малому радіусу:
![]()
Витрата води по вузьких гранях:
![]()
Загальна витрата води на секцію
![]() або
або
![]() .
.
Приклад 11. Визначити
витрати води на секцію довжиною
![]() ,
розташовану на відстані
,
розташовану на відстані![]() від нижнього зрізу кристалізатора.
Перетин злитка
від нижнього зрізу кристалізатора.
Перетин злитка
![]() .Розподіл температури
поверхні і параметрів злитка такі ж, як
у попередньому прикладі.
.Розподіл температури
поверхні і параметрів злитка такі ж, як
у попередньому прикладі.
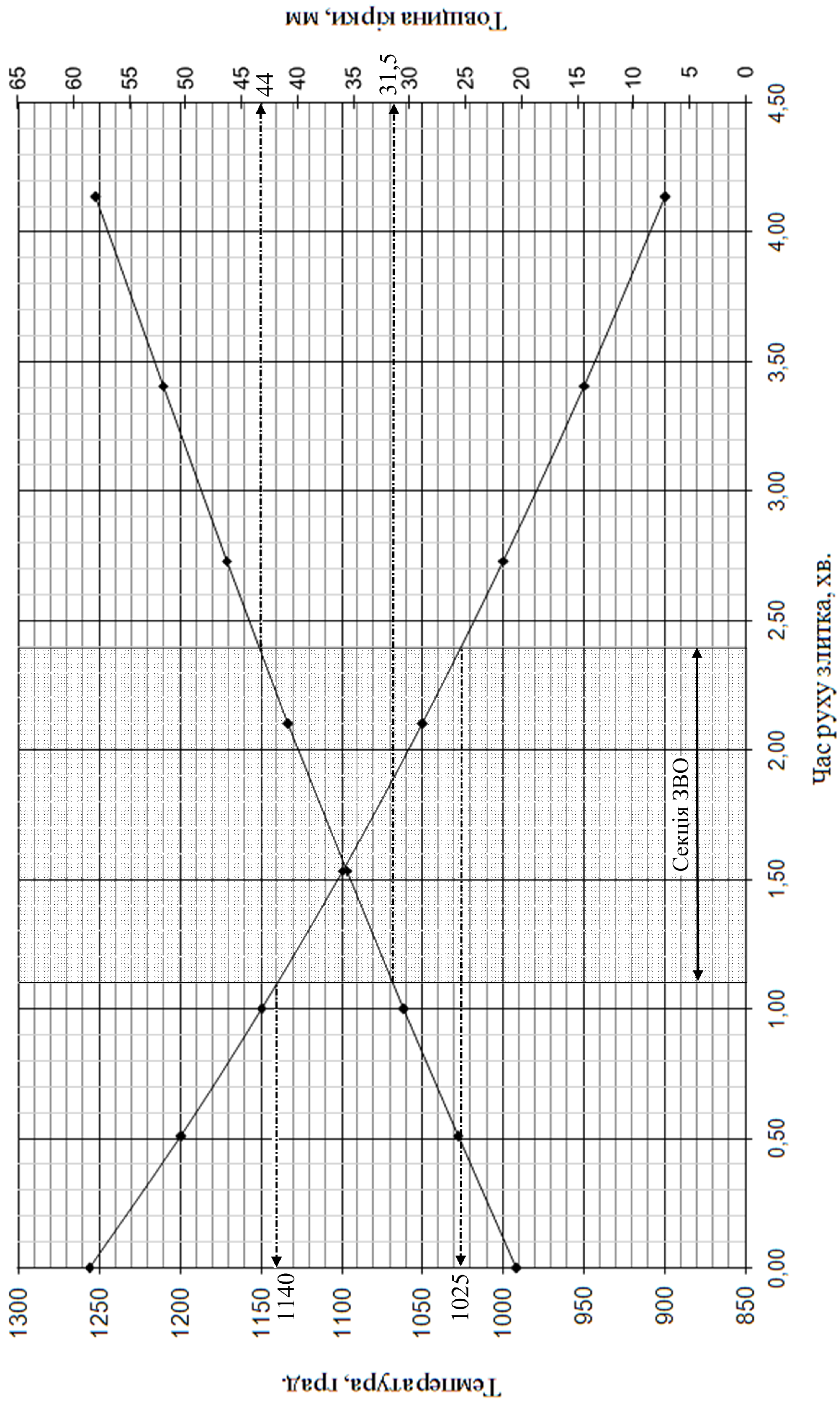
Як випливає з рівнянь (3.56),
(3.57)
необхідно визначити середню температуру
і товщину кірки на початку і кінці
ділянки охолодження. По приведеним
числовим даним і даним рисунка 4.4
визначимо параметри секції (рисунок
4.5). Таким чином
![]() на вході в секцію складає 11400С,
а на виході із секції
на вході в секцію складає 11400С,
а на виході із секції
![]() 0С,
відповідно товщина кірки злитка на
вході і виході із секції відповідно
склали
0С,
відповідно товщина кірки злитка на
вході і виході із секції відповідно
склали
![]() і
і![]() .
Для розрахунку прийнято: щільність
сталі
.
Для розрахунку прийнято: щільність
сталі![]() ;
коефіцієнт кристалізації
;
коефіцієнт кристалізації![]() ;
температура ліквідус 15040С;
швидкість розливання
;
температура ліквідус 15040С;
швидкість розливання
![]() ;
теплоємність
;
теплоємність
![]() ;прихована теплота
кристалізації
;прихована теплота
кристалізації
![]() ;
;
![]() ;
сумарний коефіцієнт тепловіддачі
випромінюванням і конвенцією
;
сумарний коефіцієнт тепловіддачі
випромінюванням і конвенцією![]() =150.
=150.
Приймаємо з метою спрощення розрахунку лінійну зміну температури по товщині кірки. Тоді:
![]() 0С;
0С;
![]() 0С.
0С.
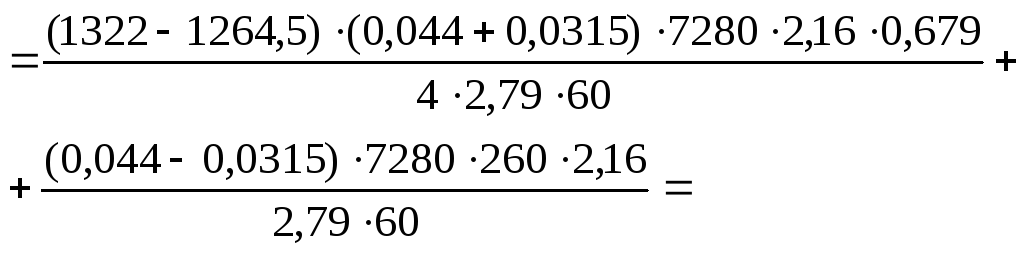
Сумарний тепловий потік
![]() на поверхні злитка, обумовлений відводом
фізичної теплоти і теплоти кристалізації,
складе:
на поверхні злитка, обумовлений відводом
фізичної теплоти і теплоти кристалізації,
складе:
![]()
|
|
Рисунок 4.5 — Визначення температури поверхні та товщини кірки злитка в межах секції ЗВО |
![]()
![]()
а середній коефіцієнт
тепловіддачі (для
![]() 0С)
відповідно:
0С)
відповідно:
![]()
Щільність зрошення на даній ділянці складе
![]()
З огляду на те, що розливається квадратна заготовка і секція у верхній частині машини розташована практично вертикально, витрати води на всі грані включаючи грань по більшому радіусу і грань по малому радіусу будуть однакові (в протилежному випадку необхідно скорегувати щільність зрошення злитка по малому радіусу за рахунок стікання води, зменшивши його на 20 – 30% у порівнянні з великим радіусом):
![]() ,
,
де 4 – кількість однакових граней;
![]() –площа охолодження грані (
–площа охолодження грані (![]() ),
м2.
),
м2.
Витрата води на тону сталі складуть:
![]() ,
,
де
![]() –
маса металу розлитого за годину, т; (
–
маса металу розлитого за годину, т; (![]() –
маса одного погонного метра заготовки
–
маса одного погонного метра заготовки![]() т;
т;![]() –
довжина заготовки розлита за годину
–
довжина заготовки розлита за годину![]() ).
).
Примітка.Якщо секція розташована у нижній частині машини (не вертикально) необхідно корегувати витрати води по малому радіусу. При розрахунку блюмової машини з прямокутним перетином злитка необхідно враховувати різні витрати води по вузьких та широких гранях.