

5 Розрахунок і вибір форми технологічної осі
5.1 Базовий радіус мблз
При використанні радіальних і криволінійних МБЛЗ при переведенні злитка в горизонтальне положення його доводиться деформувати – розгинати. При розгині чи виправленні виникаючі в злитку напруги можуть перевищити межу міцності і привести до утворення різного роду тріщин. При цьому необхідно приймати до уваги сортамент, що відливається, перетин заготовки і умови охолодження злитка, тому що всі ці параметри визначають припустиму величину деформації металу.
У випадку радіальної машини розгин злитка, як правило, проводиться цілком у затверділому стані в одній точці.
Одним із способів запобігання утворенню дефектів при розгині злитка є при всіх інших рівних умовах збільшення радіуса кривизни, що дозволяє знизити величину деформації і її швидкість. На підставі досвіду експлуатації радіальних МБЛЗ і дослідження впливу величини і швидкості деформації при розгині на якість безперервного злитка ВО «Уралмаш» виробило практичні рекомендації для вибору мінімального базового радіуса радіальної МБЛЗ в залежності від товщини злитка, які представлені у таблиці 5.1.
Таблиця 5.1 – Рекомендовані ВО «Уралмаш» значення базового радіусу радіальних МБЛЗ в залежності від товщини злитка
|
Товщина
злитка
|
150 |
200 |
250 |
315 |
350 |
400 |
|
Базовий
радіус
|
5 |
6 |
8 |
10 |
12 |
14 |
Однак, як показує досвід експлуатації радіальних установок, при розливанні різних марок сталей у ряді випадків доводиться знижувати швидкість розливання сталі через появу внутрішніх гарячих тріщин у металі при його розгині. Це обумовлено тим, що до точки розгину злиток приходить з температурою в його центральній частині, близькою до температури кристалізації. В області цих температур існує так званий високотемпературний інтервал крихкості, який характеризується різко вираженим «провалом» міцністних і пластичних властивостей металу. Для багатьох сталей він виявляється при температурах 1300 0С і вище. Так, межа міцності вуглецевої сталі в температурному інтервалі крихкості знижується до 1 – 10 МПа. Тому для запобігання утворенню внутрішніх тріщин необхідно при розгині знижувати швидкість і величину деформації шарів металу, що знаходяться в температурному інтервалі крихкості [25].
Дослідження механічних властивостей сталі при 1300 – 1450 0С дозволили одержати рівняння для оцінки припустимого базового радіуса технологічної осі МБЛЗ із розгином в одній точці в залежності від марки сталі, що розливається, і інтенсивності охолодження:
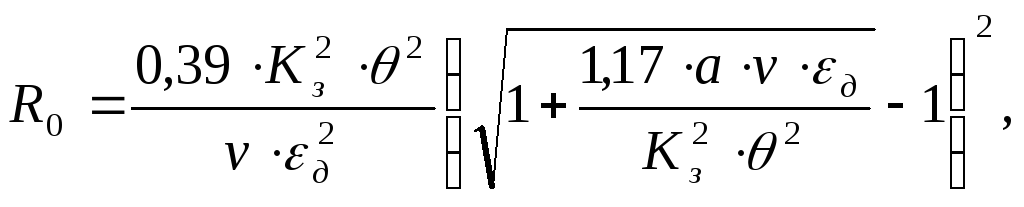 (5.1)
(5.1)
де
![]() – товщина злитка, м;
– товщина злитка, м;
![]() –швидкість витягування
злитка,
–швидкість витягування
злитка,
![]() ;
;
![]() – коефіцієнт кристалізації;
– коефіцієнт кристалізації;
![]() –величина припустимої
деформації шарів металу в температурному
інтервалі крихкості (для маловуглецевого,
дрібнозернистого металу можна прийняти
–величина припустимої
деформації шарів металу в температурному
інтервалі крихкості (для маловуглецевого,
дрібнозернистого металу можна прийняти
![]() ;
для средньовуглецевого і легованого
металу
;
для средньовуглецевого і легованого
металу![]() та для високовуглецевого і складнолегованого
та для високовуглецевого і складнолегованого![]() );
);
![]() –коефіцієнт, що враховує
інтенсивність охолодження злитка в ЗВО
(
–коефіцієнт, що враховує
інтенсивність охолодження злитка в ЗВО
(![]() ; менше значення відноситься до помірної
інтенсивності, більше – до високої).
; менше значення відноситься до помірної
інтенсивності, більше – до високої).
Працюючі МБЛЗ та машини, які проектуються мають значення базового радіусу, яке відповідає цілому або половинному числу (5,5; 6; 7; 8,5 м тощо). Одержане по рівнянню 5.1 значення базового радіусу необхідно округляти до цілого або половинного числа по правилам округлення.
Слід зазначити, що в реальних умовах при визначенні R0 необхідно коректувати швидкість розливання й інтенсивність охолодження для сталі конкретної марки.
Крім того, базовий радіус радіальної МБЛЗ вважається вибраним правильно, якщо металургійна довжина машини розрахована по базовому радіусу на 25% для сортових і блюмових МБЛЗ та на 10% для слябових перевищує металургійну довжину МБЛЗ, розраховану за часом повної кристалізації. Це необхідно для врахування можливого збільшення часу кристалізації у зв'язку з коливаннями швидкості та часу розливання.
Якщо вибраний радіус значно перевищує рекомендовані у таблиці 5.1 значення, або у разі намагання збільшити швидкість розливання необхідно вибирати не радіальну МБЛЗ, а значно сучаснішу криволінійну, з базовим радіусом розрахованим по рівнянню 5.1 та декількома точками правки.
Приклад 12.
Визначити базовий радіус радіальної
МБЛЗ для розливання високовуглецевих
легованих сталей у заготовки перетином
![]() .
.
Приймаємо для даного сортаменту
наступні вихідні дані: припустима
деформація внутрішніх слоїв у
температурному інтервалі крихкості
![]() ;
інтенсивність охолодження – помірна,
;
інтенсивність охолодження – помірна,![]() ;
швидкість витягання злитка
;
швидкість витягання злитка![]() ;
коефіцієнт кристалізації
;
коефіцієнт кристалізації![]() .
.
Базовий радіус складе:

![]()
При базовому радіусі МБЛЗ
![]() ділянка затвердіння (металургійна
довжина) машини складе:
ділянка затвердіння (металургійна
довжина) машини складе:
![]()
Повний
час кристалізації заготовки перетином
![]() складе:
складе:
![]() .
.
Необхідна мінімальна
металургійна довжина при швидкості
витягання злитка
![]() складе:
складе:
![]()
Отже, необхідно чи збільшити
радіус машини, чи зменшити швидкість
витягання злитка. Зберігаючи швидкість
витягання злитка
![]() ,
тому що вона визначає продуктивність
установки, приймаємо базовий радіус
установки
,
тому що вона визначає продуктивність
установки, приймаємо базовий радіус
установки![]() .
При цьому радіусі
.
При цьому радіусі![]() складе ≈ 19 м, що забезпечить запас
довжини для можливого збільшення часу
кристалізації на 18%. Як уже відзначалося,
цей запас для квадратної заготовки
повинен складати 25%, тому при експлуатації
МБЛЗ і розливанні легованих марок сталі
максимальна швидкість лиття не повинна
перевищувати
складе ≈ 19 м, що забезпечить запас
довжини для можливого збільшення часу
кристалізації на 18%. Як уже відзначалося,
цей запас для квадратної заготовки
повинен складати 25%, тому при експлуатації
МБЛЗ і розливанні легованих марок сталі
максимальна швидкість лиття не повинна
перевищувати![]() .
.
Приклад 13.
Визначити базовий радіус та вибрати
тип МБЛЗ для розливання маловуглецевого,
дрібнозернистого металу у заготовки
перетином
![]() .
.
Приймаємо для даного сортаменту
наступні вихідні дані: припустима
деформація внутрішніх слоїв у
температурному інтервалі крихкості
![]() ;
інтенсивність охолодження – помірна,
;
інтенсивність охолодження – помірна,![]() ;
швидкість витягання злитка
;
швидкість витягання злитка![]() ;
коефіцієнт кристалізації
;
коефіцієнт кристалізації![]() .
.
Базовий радіус складе:

![]()
При базовому радіусі МБЛЗ
![]() ділянка затвердіння (металургійна
довжина) машини складе:
ділянка затвердіння (металургійна
довжина) машини складе:
![]()
Повний
час кристалізації заготовки перетином
![]() складе:
складе:
![]() .
.
Необхідна мінімальна
металургійна довжина при швидкості
витягання злитка
![]() складе:
складе:
![]()
Отже, необхідно чи збільшити
радіус машини чи зменшити швидкість
витягання злитка. Зберігаючи швидкість
витягання злитка
![]() ,
тому що вона визначає продуктивність
установки, приймаємо базовий радіус
установки
,
тому що вона визначає продуктивність
установки, приймаємо базовий радіус
установки![]() .
При цьому радіусі
.
При цьому радіусі![]() складе
складе![]() ,
що забезпечить запас довжини для
можливого збільшення часу кристалізації
більш ніж на 25%. У відповідності з таблицею
5.1 для товщини заготовки 116 мм рекомендується
радіальна МБЛЗ з базовим радіусом до 5
м. Тому вибираємо не радіальну, а
криволінійну МБЛЗ з базовим радіусом
3 м та декількома точками правки.
,
що забезпечить запас довжини для
можливого збільшення часу кристалізації
більш ніж на 25%. У відповідності з таблицею
5.1 для товщини заготовки 116 мм рекомендується
радіальна МБЛЗ з базовим радіусом до 5
м. Тому вибираємо не радіальну, а
криволінійну МБЛЗ з базовим радіусом
3 м та декількома точками правки.