

Аналітичні вирази для розрахунку тп розробки нових моделей та підготовки їх до запуску у виробництво з арм
1. Розрахунок чисельності модельєрів (Км) проводиться за аналітичним виразом:
 ,
,
де Мні – кількість нових моделей по і-му виду асортименту одягу, од.;
tм-ді – час, який витрачається на всі види робіт, які виконує модельєр (дизайнер) в процесі створення ескізу нової моделі, год.;
Т – фонд робочого часу, год.;
α – коефіцієнт, який враховує невиходи на роботу з поважної причини (рекомендується 0,93);
ε – коефіцієнт, який враховує кількість моделей, що не затверджено керівництвом (рекомендується 0,8);
β - коефіцієнт, якій враховує час на приймання участі у маркетингових дослідженнях та виставках (рекомендується 1,1);
і – індекс, яким позначається вид асортименту.
2. Розрахунок чисельності конструкторів (Кк) проводиться за аналітичним виразом:
 ,
,
де Мзі – кількість моделей, які розробляються на підприємстві за ескізом замовника по і-му асортименту одягу, од.;
tкі – час, який витрачається на всі види робіт, які виконує конструктор в процесі розробки остаточних лекал на базовий розмір та зріст по і-му асортименту одягу, год.;
φ - коефіцієнт, якій враховує час на участь конструкторів у впровадженні нових моделей (рекомендовано 0,7).
Таблиця Б.2 – Складові норми часу на виконання конструкторської розробки нової моделі з використанням САПР на АРМ
|
Вид робіт |
Норма часу, хв. |
Примітка |
|
Побудова БК |
Від 30 до 90 |
В залежності від складності моделі та виду асортименту |
|
Моделювання на деталях БК (з технічним розмноженням лекал) |
Від 10 до 120 |
В залежності від складності моделі та виду асортименту |
|
Побудова лекал для прокладкових матеріалів на основі базових |
Від 20 до 50 |
В залежності від складності моделі та виду асортименту |
|
Внесення змін у лекала та БК |
Від 10 до 120 |
В залежності від складності внесених змін |
|
Внесення змін до БК з урахуванням особливостей матеріалу (напр.усадка) |
2 |
----- |
3. Розрахунок кількості обладнання (периферійних пристроїв) для АРМ конструкторів проводиться за наступними аналітичними виразами:
дигітайзерів:
 ,
,
де tд – норма часу на введення контурів одного лекала, хв, (4 – 6 хв. [5]);
Мд – кількість моделей, лекала яких вводяться за допомогою дигітайзера, од.;
k – кількість лекал для однієї моделі, од.;
Т – фонд робочого часу, год.;
60 – коефіцієнт переведення хвилин в години;
і - індекс, яким позначається вид асортименту;
j - індекс, яким позначається тип матеріалу для певного шару пакету одягу (напр.: 1 – верх; 2 – підкладка; 3 – прокладка та т.ін.);
сканерів AccuScan:
 ,
,
де tск – норма часу на введення контурів одного комплекту лекал, хв, (30 – 40 хв. [4]);
Мск – кількість моделей, лекала яких вводяться за допомогою сканеру, од.;
ккомпл. – кількість комплектів лекал для однієї моделі, од. (напр..лекала верху, підкладки та т.ін.);
струминних плотарів:
 ,
,
де М – кількість моделей, лекала яких необхідно роздрукувати, од.;
S лек.сер. – середня площа одного комплекту лекал і-го виду асортименту j-го шару одягу, м2.;
Vобл. – швидкість рисування, м2/год.;
η – коефіцієнт використання швидкості обладнання;
δ – коефіцієнт, який враховує час на обслуговування обладнання
перових плотарів:
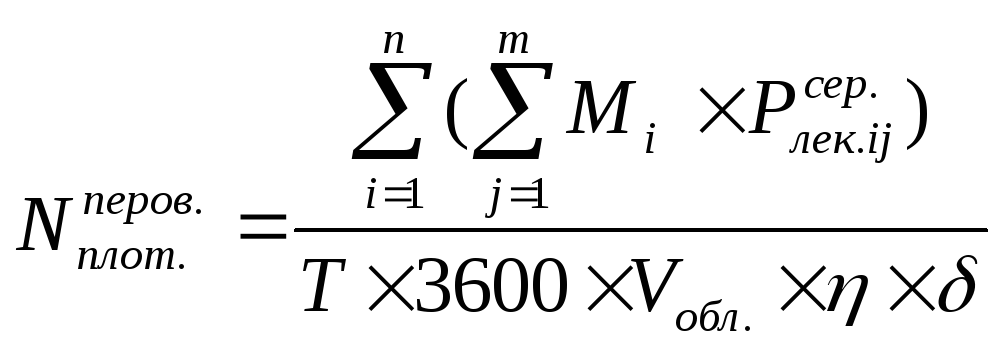 ,
,
де М – кількість моделей, лекала яких необхідно роздрукувати, од.;
P лек.сер. – середній периметр одного комплекту лекал і-го виду асортименту j-го шару одягу, од.;
Vобл. – швидкість рисування, м/с;
3600 – коефіцієнт переведення годин у секунди;
катерів:
 ,
,
де М – кількість моделей, лекала яких необхідно зарисувати та вирізати, од.
4. Розрахунок чисельності кравців - лаборантів для виготовлення експериментальних зразків проводиться за аналітичним виразом:
![]()
 ,
,
де Кзр – кількість зразків, які виготовляються для уточнення конструкції та технології обробки нової моделі, од. (рекомендується 1);
Мд.с.і – кількість моделей, які виготовляються з «давальницької» сировини по і-му асортименту одягу, од.;
tк-лі – витрати часу на виготовлення зразка однієї моделі по і-му асортименту одягу;год.
5. Розрахунок чисельності робітників для виконання технічного розмноження лекал проводиться за аналітичним виразом:
![]()
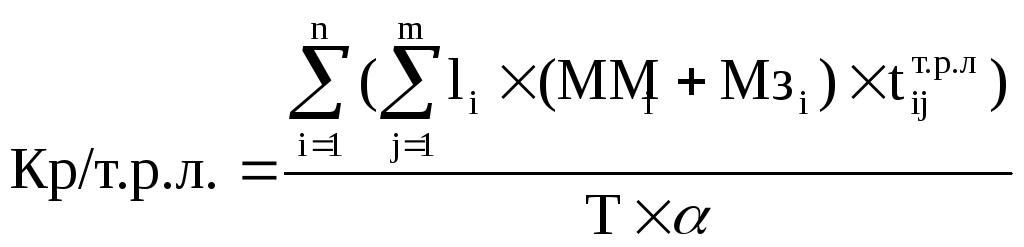 ,
,
де li – кількість комплектів лекал нової моделі за розмірно-зростовою шкалою по і-му асортименту одягу, од.;
tт.р.ліj – витрати часу на технічне розмноження одного комплекту лекал на один розміро-зріст по і-му асортименту та j–му типу матеріалів для певних шарів пакету одягу, год.;
j - індекс, яким позначається тип матеріалу для певного шару пакету одягу (напр.: 1 – верх; 2 – підкладка; 3 – прокладка та т.ін.).
5. Розрахунок чисельності лекальників проводиться за наступною послідовністю:
- проводиться розрахунок необхідної кількості периферійного обладнання для вирізування лекал (катерів або одношарових розкрійних комплексів) (Nкатлек) за аналітичним виразом:
![]()
 ,
,
де L – кількість комплектів лекал одного розміро-росту однієї моделі для технологічних потреб; од;
k – заміна лекал для уникнення неточностей в разі експлуатаційної деформації; разів на рік;
P лек.сер. – середній периметр одного комплекту лекал і-го виду асортименту j-го шару одягу, од.;
Vобл. – швидкість рисування, м/с;
3600 – коефіцієнт переведення годин у секунди;
Таблиця Б.3 – Середні значення периметрів комплектів лекал за асортиментом
-
Вид одягу
Периметр комплекту лекал, м
верх
підкладка
прокладка
Жакет
20,8
16,42
7,69
Блузка
20,35
---
1,54
Сукня
18,34
---
1,50
Штани
10,80
4,52
---
Спідниця
6,17
---
0,76
- складається часова діаграма послідовності трудових процесів на автоматизованому робочому місці (приклад наведено на рисунку Б.1) за якою визначається норма часу (tв.л.) на вирізування одного комплекту лекал;
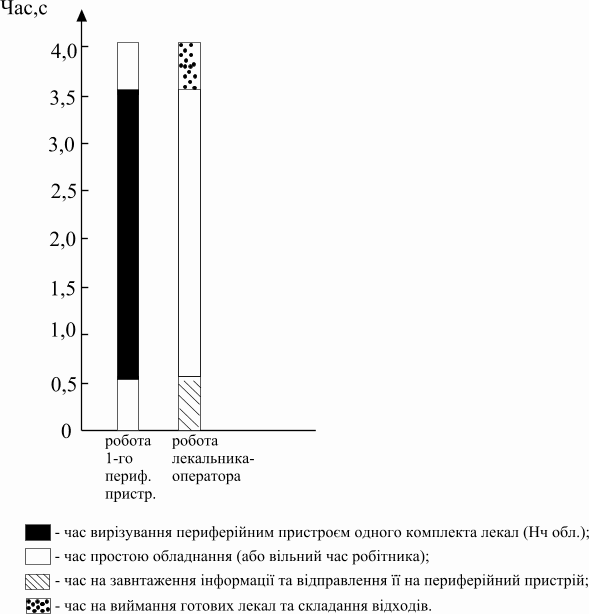
Рисунок Б.1 – Часова діаграма послідовності трудових процесів
Норма часу на вирізування одного комплекту лекал периферійним пристроєм (Нч обл.) розраховується за аналітичним виразом:
![]() ;
;
- проводиться розрахунок необхідної кількості лекальників (Клек) за аналітичним виразом:
![]()
 ,
,
де L – кількість комплектів лекал одного розміро-росту однієї моделі для технологічних потреб; од;
k – заміна лекал для уникнення неточностей в разі експлуатаційної деформації; разів на рік;
tв.л.іj – витрати часу на обслуговування обладнання при виготовленні одного комплекту лекал на один розміро-зріст по і-му асортименту та j–му типу матеріалів, с.
6. Розрахунок чисельності робітників для виготовлення експериментальних розкладок лекал (Кр/е.р.) проводиться за аналітичним виразом:
![]()
 ,
,
де Рij – кількість сполучень розмірів-ростів в розкладках на одну модель і-го асортименту j-го шару пакету одягу, од.;
Nij – кількість розкладок кожного сполучення для тканин та матеріалів різної ширини, од.;
tе.р.іj – витрати часу на виготовлення експериментальної розкладки одного сполучення по і-му асортименту та j–му типу матеріалів, год.
Таблиця Б.4 – Норми часу на виконання розкладок лекал (з використанням САПР)
|
Вид робіт |
Норма часу, хв. |
Примітка |
|
Створення розкладок лекал комбінація на 2-3 розміри |
Від 10 до 20 |
В залежності від складності моделі та виду асортименту |
|
Створення розкладок лекал комбінація на 6-8 розміри |
Від 30 до 45 |
В залежності від складності моделі та виду асортименту |
|
Повторення розкладок на 2- 8 розміри |
5 |
----- |
|
Внесення змін у розкладку пов'язане з зміною ширини тканини |
5 |
----- |
7. Розрахунок чисельності технологів проводиться за аналітичним виразом:
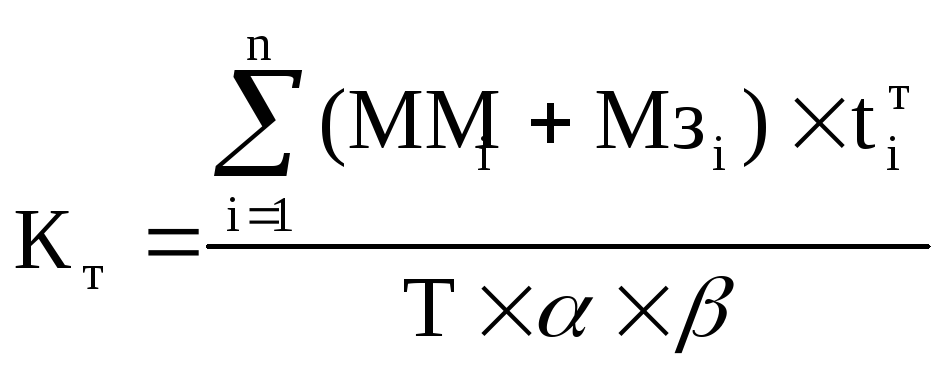 ,
,
де t т.і – витрати часу на складання та оформлення технічного опису та технологічної послідовності виготовлення одягу нової моделі і-го виду асортименту, год.
8. Розрахунок чисельності операторів для виконання зарисувань контурів розкладок лекал на верхньому полотні настилу (Крзарис.) проводиться за наступною послідовністю:
- проводиться розрахунок необхідної кількості периферійного обладнання для виконання зарисувань контурів розкладок лекал на верхньому полотні настилу (перових або срумених плотерів) (Nпл.з.р.л.) за аналітичним виразом:
- для перових плотарів:
 ,
,
де lijср.наст. – середня довжина настилу і-го асортименту одягу j-го типу матеріалів, м;
hijнаст. – технічна висота настилу матеріалів j-го типу і-го асортименту одягу, одиниць полотен;
rij – кількість комплектів лекал у розкладках j-го типу матеріалів і-го асортименту одягу, од.;
Тзм – тривалість робочої зміни, год.
для струминних плотарів:
 ;
;
- складається часова діаграма послідовності трудових процесів на автоматизованому робочому місці (приклад наведено на рисунку Б.1) за якою визначається норма часу (tз.р.л.) на обслуговування обладнання при виконанні зарисувань контурів розкладок лекал на верхньому полотні настилу;
- проводиться розрахунок необхідної кількості робітнимків для виконання зарисувань контурів розкладок лекал на верхньому полотні настилу (Крзарис.) за аналітичним виразом:
 ,
,
Таблиця Б.5 – Приклад оформлення схеми поділу праці між робітниками експериментального цеху (дільниці)
|
№ о.о. |
Зміст |
Кількість робітників |
Обладнання | |
|
розрах. |
факт. | |||
|
1 |
2 |
3 |
4 |
5 |
|
1
|
1Розробка ескізу моделей |
0,5
1,6 |
2 |
Стіл канц. З ПК, шафа, кронштейн, катер |
|
2 Розробка БК | ||||
|
4 Внесення змін до БК | ||||
|
2 |
3 Виготовлення експериментального зразка |
0,65 |
1 |
Універсальне та спеціальне обладнання |
|
3 |
5 Технічне розмноження лекал |
0,23 |
1 |
Стіл канц. З ПК, катер |
|
6 Виготовлення лекал |
0,88 | |||
|
…. |
………………………… |
……… |
…….. |
……………….. |
|
|
Разом |
|
8 |
|
Таблиця Б.6 – Приклад оформлення зведення кількості робітників та обладнання експериментального цеху (дільниці)
|
Спеціальність |
Кількість працюючих |
Клас, марка обладнання |
Габаритні розміри обладнання, мм х мм |
Кількість обладнання |
Загальна площа під обладнання, м2 |
|
Конструктор - модельєр |
2 |
Стіл конц.; шафа; кронштейн для лекал; катер
|
1000х700 1000 х 400
1500 х 300 1300 х 1000 |
2 1
1 1 |
0,7 х 2 = 1,4 0,4
0,45 1,3 |
|
………… |
……… |
………. |
…………… |
……… |
………….. |
|
Лекальник |
1 |
Стіл конц.; шафа; кронштейн для лекал катер
|
1000х700 1000 х 400
1500 х 300 1300 х 1000 |
1 1
1 1 |
0,7 0,4
0,45 1,3 |
|
………… |
……… |
………. |
…………… |
……… |
………….. |
|
Разом |
8 |
- |
- |
18 |
224,5 |
Додаток В
Приклад оформлення розпланування технологічного процесу
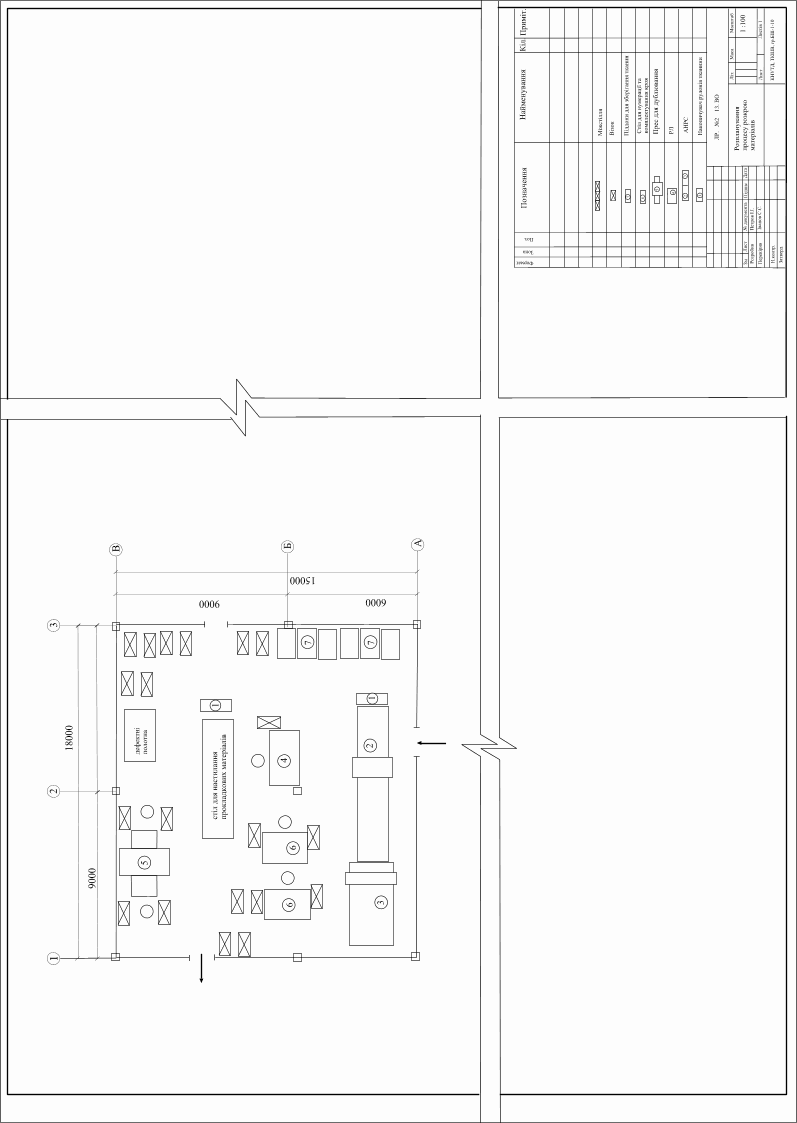
Рисунок В.1 – Приклад оформлення розпланування технологічного процесу розкрою матеріалів
Додаток Д
Правила нанесення рамок та основних написів на креслениках з розплануваннями технологічних процесів
1. Дані правила установлюють форми, розміри, порядок заповнення основних написів і додаткових граф до них у конструкторських документах, передбачених стандартами Системи конструкторської документації (ДСТУ 3321:2003).
2. Зміст, розташування і розміри граф основних написів, а також розміри рамок на креслениках і схемах повинні відповідати формі 1 (рисунок Д.1 та Д.2)
3. Основні написи і рамки виконують суцільними основними і суцільними тонкими лініями.
4. Основні написи розташовують у правому нижньому куті конструкторських документів.
5. Для швидкого пошуку на кресленні (схемі) складової частини виробу або його елемента рекомендується розбивати поле кресленика (схеми) на зони. Відмітки, що розділяють кресленик (схему) на зони, рекомендується наносити на відстані, рівній однієї зі сторін формату А4.
Відмітки наносять:
по горизонталі – арабськими цифрами праворуч вліво;
по вертикалі – прописними буквами латинського алфавіту знизу нагору.
6. У графах основного напису (номера граф на формах показані в дужках) указують:
у графі 1 – найменування виробу, а також найменування документа, якщо такому документові надано шифр (наприклад: «Розпланування технологічного процесу розкрою матеріалів»);
у графі 2 – позначення документа (наприклад «ЛР. 2. 13 ВО» - для креслеників два знаки, що виділені жирним шрифтом вказують рік розробки проекту);
у графі 6 – масштаб;
у графі 7 – порядковий номер листа (на документах, що складаються з одного листа, графу не заповнюють);
у графі 8 – загальна кількість листів документа (графу заповнюють тільки на першому листі);
у графі 9 – найменування або розпізнавальний індекс підприємства, що випускає документ (наприклад «КНУТД – ТКШВ – гр.Ш-5-13»);
у графі 10 – характер роботи, яку виконує особа, що підписує документ, відповідно до форм 1 і 2;
у графі 11 – прізвища осіб, що підписали документ;
у графі 12 – підписи осіб, прізвища яких зазначені в графі 11.
Підписи осіб, що розробили даний документ і відповідальних за нормоконтроль, є обов'язковими.
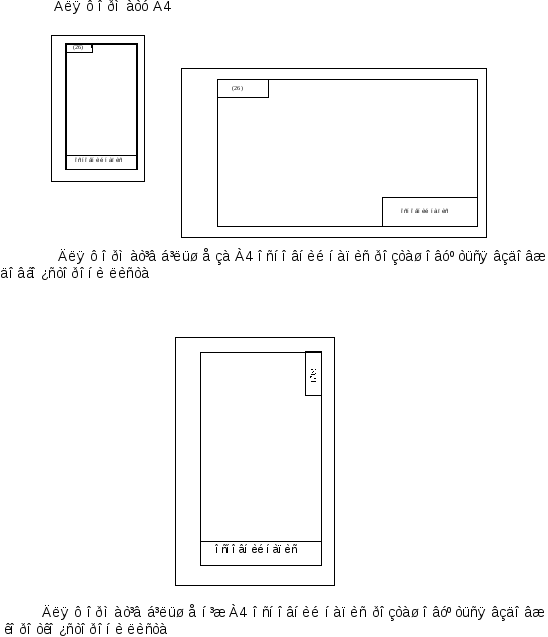
Рисунок Д.1 – Схеми розташування основного напису
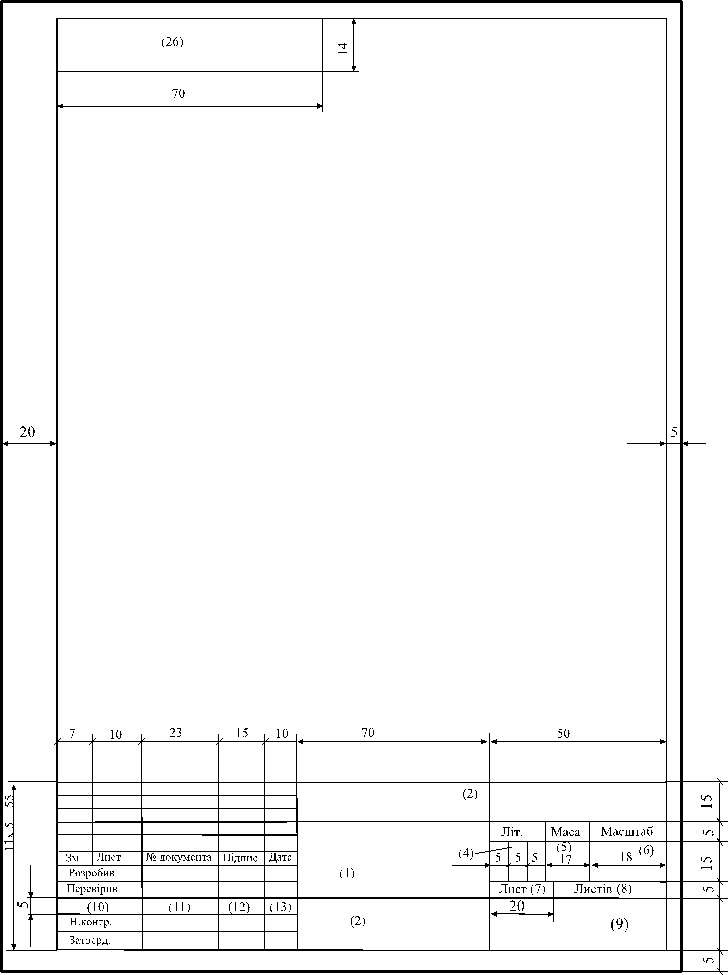
Рисунок Д.2 – Основний напис для креслеників і схем (форма 1)
у графі 13 – дату підписання документа;
у графі 26 – позначення документа, повернене на 180о для формату А4 і для форматів більше А4 при розташуванні основного напису уздовж короткої сторони листа і на 90о для форматів більше А4 при розташуванні основного напису уздовж короткої сторони листа.
Приклад заповнення основного напису на графічних конструкторських документах наведено у додатку В.
Додаток Ж
Розміри та назви граф специфікації
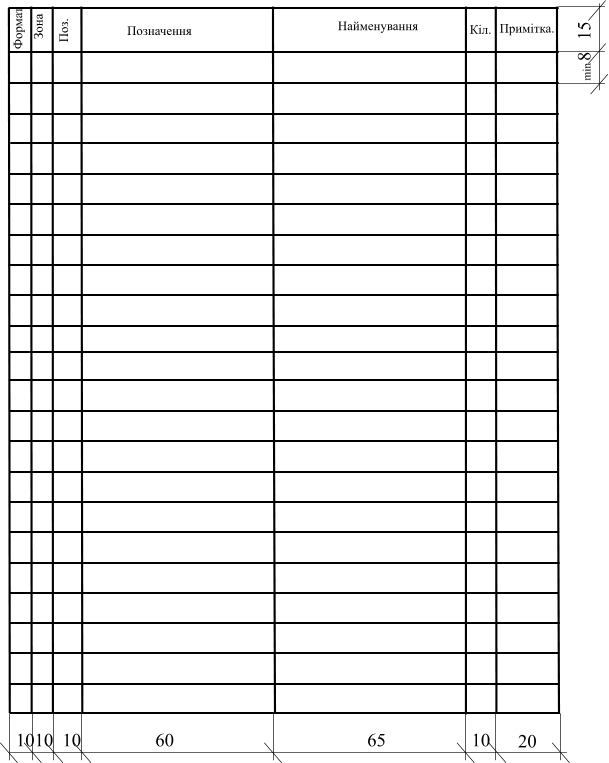
Рисунок Ж.1 - Розміри та назви граф специфікації
Примітка: приклад заповнення граф специфікації та її розміщення наведено у додатку В.
Додаток З
Довідкова інформація для виконання лабораторної роботи № 3