

Расчёт технологических режимов.
Скрутка токопроводящей жилы.
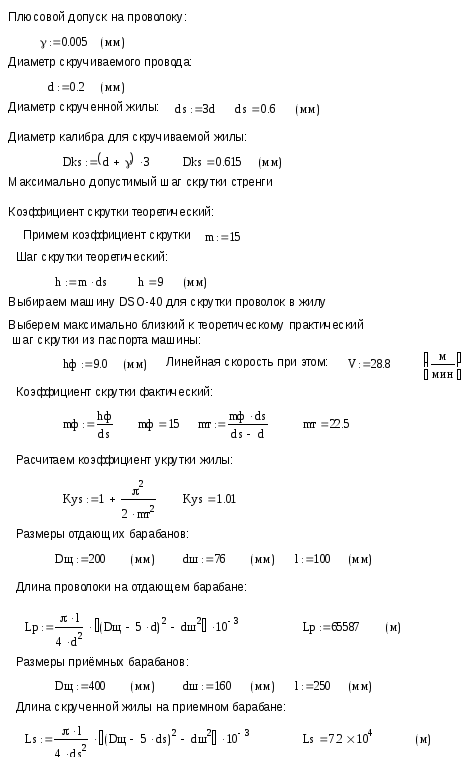
Пример расчёта скрутки токопроводящей жилы сечением 0,2 мм2 на DSÖ-40.
Так как машина DSO-40 относится к машинам пучковой скрутки, то для 19 проволочной жилы расчёт аналогичен.
Таблица 4.
Карта технологических режимов на скрутку токопроводящей жилы.
|
|
Число проволок и сечение |
dпр , |
Dск, |
Dк, |
Шаг скрутки |
Факт. коэф скрутки |
Напр. Скрутк. |
Коэф. укрутки |
Лин. Скорость |
Число оборотов крутильной рамы |
Длина п/ф на барабане приём. (max) |
Длина п/ф на барабане приём. (соглас.) |
Длина п/ф на отдающем барабане |
|
S мм2 |
мм2 |
мм |
мм |
мм |
мм |
mф |
|
|
м/мин |
об/мин |
м |
м |
м |
|
0,2 |
7*0,2 |
0,20 |
0,6 |
0,62 |
9,0 |
15 |
Левое |
1,0097 |
28,8 |
1600 |
72000 |
66415 |
66415 |
|
0,35 |
19*0,15 |
0,15 |
0,75 |
0,78 |
12,0 |
15 |
Левое |
1,0140 |
38,4 |
1600 |
45872 |
45872 |
118419 |
|
0,5 |
16*0,2 |
0,20 |
0,94 |
0,94 |
15,0 |
15 |
Левое |
1,0136 |
48,0 |
1600 |
29035 |
29035 |
66415 |
|
0,75 |
19*0,23 |
0,23 |
1,15 |
1,18 |
16,6 |
15 |
Левое |
1,0140 |
53,0 |
1600 |
19276 |
19276 |
50131 |
|
1,0 |
19*0,26 |
0,26 |
1,3 |
1,33 |
21,0 |
15 |
Левое |
1,0140 |
67,0 |
1600 |
15016 |
15016 |
39160 |
|
1,5 |
19*0,32 |
0,32 |
1,6 |
1,63 |
24,0 |
15 |
Левое |
1,0140 |
76,0 |
1600 |
9822 |
9822 |
25761 |
Примечание: система скрутки пучковая во всех случаях.
Обмотка стекловолокном.
Для примера приводится расчёт режима обмотки провода сечением 0,2 мм2.
Диаметр жилы:
dж=0,6 мм
Радиальная толщина обмотки:
=0,0625 мм
Допустимый диапазон шагов обмотки:
h=12,0 мм
Для изолирования выберем машину 02 – 6М – 2Э.
По паспорту машины выберем фактический шаг обмотки
![]()
Далее расчёт удобнее привести в виде таблицы:
Таблица 5.
|
диаметр жилы |
h |
|
Dcp |
*Dcp |
tg |
|
sin |
b |
b` |
Расчётное число нитей в прядке |
принято |
V, м/мин |
|
0,6 |
1,57 |
0,0625 |
0,663 |
2,081 |
0,754 |
0,646 |
0,602 |
1,253 |
0,12 |
10,4 |
11 |
4,72 |
|
0,725 |
1,55 |
0,0625 |
0,788 |
2,474 |
0,627 |
0,560 |
0,531 |
1,314 |
0,12 |
10,9 |
11 |
где b – ширина прядки, мм; расчётное число нитей находится путём деления величины b на кроющую ширину нити b`.
Используемые машины имеют такую же отдающую тару, как приёмную на машине DSO-40, поэтому согласование длин между операциями не требуется.
Наложение изоляции на червячном прессе.
Для примера приведём расчёт наложения изоляции на провод сечения S=0,2 мм2 на прессе ЕВ-633.
Диаметр обмотанной стекловолокном токопроводящей жилы равен dобм=0,85мм.
Для данного диаметра радиальная толщина изоляции равна =0,35 мм.
Диаметр выходного отверстия дорна: dд=dобм+0,14
dд =0,85+0,14=1,99 мм
Внутренний диаметр матрицы: dм=dиз+3%·dиз
dм =1,56+1,56·3/100=3,27 мм
Скорость наложения рассчитывается по формуле:
![]() ;
;
![]() м/мин
м/мин
где Q – расход материала кг/м (Табл. 1, стр. 2
P – производительность экструдера кг/мин
Отдающий барабан с диаметром щеки 400 мм; диаметром шейки 200 мм; длинной шейки 200 мм;
Приёмный барабан с диаметром щеки 800 мм; диаметром шейки 550 мм; длинной шейки 250 мм.
Длина изолируемой жилы на приёмном барабане рассчитывается:
![]()
где l - длина шейки, мм;
dk – диаметр изолируемой жилы, мм;
d – диаметр шейки, мм;
D – берётся диаметр щеки за вычетом 4-7 диаметров провода, чтобы не повредить провод при транспортировке, мм;
![]()
![]()
Таким образом, согласованная длина провода на приёмном барабане =20762 м.