

3. Какие методы получения заготовок для корпусных деталей вы знаете?
Ответ:
В качестве заготовок принимаем литьё различным способами из чугуна, стали, цветных металлов. В приборостроении литьё из пластмасс.
1 поковки для небольших корпусов.
2 сварные заготовки.
3 сборные корпуса.
4. Определите станкоемкость токарной операции, если время на снятие и установку изделия 0,5 мин, время холостого хода инструмента 0,2 мин, основное время выполнения 1-го перехода 0,6 мин, 2-го перехода – 0,8 мин. Потери времени на техническое, организационное обслуживание и отдых рабочих 6% от оперативного времени.
Ответ:
станкоёмкость t=Тшт=0.5+0.2+0.6+0.8+(0,6+0,8+0,2)*0,06=
5. Перечислите состав технологического оборудования ГПС и средств управления.
Ответ:
1–Технологическое оборудование, станки
2–Транспортно складская система ТСС
3–Транспортно накопительная система ТСН
4–Система контроля изделий
5–Система удаления отходов
6–Система установки детали в спутники
7–Система инструментального обеспечения
8–Система управления
6. Как устанавливаются и приводятся во вращение заготовки на бесцентрово-шлифовальных станках?
Ответ
устанавливаються на нож и приводяться во вращение ведущим шлифовальным кругом
б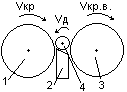 езцентровочное
шлифование. Подача может, осуществляется
двумя способами: перемещение поперечного
круга (врезание), обеспечение подачи за
счёт поворота ведущего круга в вертикальной
плоскости.
езцентровочное
шлифование. Подача может, осуществляется
двумя способами: перемещение поперечного
круга (врезание), обеспечение подачи за
счёт поворота ведущего круга в вертикальной
плоскости.
шлифовальный круг.
опора (нож).
ведущий круг.
заготовка.
7. Геометрия спирального
сверла. Влияние угла наклона винтовой
канавки
![]() на
стойкость сверла.
на
стойкость сверла.
Ответ:
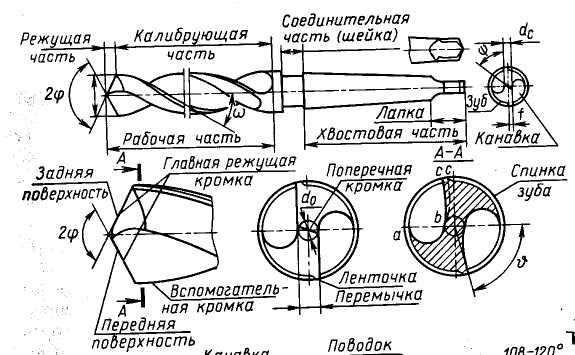
При уменьшении угла в плане уменьшается толщина среза увеличивается ширина Возрастает окружное усилие Pz и крутящий момент Уменьшается осевое усилие увеличивается стойкость но прочность уменьшается Калибрующий участок явл. направляющим и служит в качестве резерва для переточек и окончательного формообразования. Для уменьшения трения на калибрующей части делается обратная конусность0,02-0,12на100мм для этого служат и ленточки Угол наклона винтовой w канавки влияет на передний угол и на отвод стружки С его увеличением лучше коэффициент трения лучше отвод стружки больше жёсткости на кручение но меньше жесткости в осевом направлении
Главная секущая
плоскость составляет с плоскостью
резанья угол
![]() переменный
вдоль режущей кромкиПередний угол в
осевой плоскости равен углу наклона
стружечной канавки
переменный
вдоль режущей кромкиПередний угол в
осевой плоскости равен углу наклона
стружечной канавки![]() где
Rx радиус на котором определяется угол
а R наружный
где
Rx радиус на котором определяется угол
а R наружный
Задний угол служит для уменьшения трения
Для обеспечения
постоянство угла заострения
![]() и увеличения кинематики задних углов
задний угол у сверла делается переменным.
и увеличения кинематики задних углов
задний угол у сверла делается переменным.
Билет №9
1. Что можно определить, зная техническую норму времени?
-----------------------------------
2. Составьте уравнение размерной цепи а. Определите увеличивающие и уменьшающие звенья.
Ответ:
![]()
![]() -увеличивающие
звенья
-увеличивающие
звенья
![]() -
уменьшающие звенья
-
уменьшающие звенья
3. Станок настроен
на обработку партии заготовок в размер
50+-0,1 по нижней границе поля допуска.
Мгновенное поле рассеивания равно
![]() =0,04мм
. После обработки каждой детали координата
середины мгновенного поля Ар.мнг.
рассеивания возрастает на 0,04мм. Сколько
заготовок деталей может быть обработано
до первой поднастройки станка?
=0,04мм
. После обработки каждой детали координата
середины мгновенного поля Ар.мнг.
рассеивания возрастает на 0,04мм. Сколько
заготовок деталей может быть обработано
до первой поднастройки станка?
Ответ:
(не уверен в решении) Координаты середины поля рассеивания для 1 детали 49,9+0,04/2=49,92
Координаты середины поля рассеивания для последней детали 50,1-0,04/2=50,08
Количество деталей
обработанных без поднастройки станка
![]() дет
дет