

Тенденции и перспективы развития технологического базиса ис. Общие положения.
Анализируя тенденции развития полупроводниковой технологии за последние 10 лет, можно сделать следующие выводы:
доля схем, изготовленных по биполярной технологии уменьшилась с 15% до 4%. В основном востребованными оказались лишь аналоговые устройства;
практически невостребованными являются устройства, изготовленные по технологии р- и п-МОП ИС;
подавляющая доля мирового объема продаж ИС приходится на КМОП и БиКМОП ИС.
Популярности КМОП- технологии способствуют такие факторы, как:
отработанность;
высокая плотность интеграции элементов;
малая рассеиваемая мощность КМОП-схем;
относительно высокая помехоустойчивость и стойкость схем к случайным сбоям;
высокая чувствительность КМОП ИС к низкому пороговому напряжению;
простота проектирования схем, особенно специализированных;
возможность выполнения на одном кристалле аналоговых и цифровых устройств.
Кроме того, эта технология отличается высокой экономической эффективностью, что позволяет осуществлять достаточно большой объем капиталовложений полупроводниковых фирм в научные исследования и разработки.
Главным достоинством БиКМОП- приборов является то, что они соединяют воедино преимущества и биполярных и КМОП-схем. Последним, однако присуща плохая нагрузочная способность по току, что отрицательно сказывается на быстродействии схемы, особенно при емкостных нагрузках. Биполярные схемы имеют хорошую выходную нагрузочную способность и высокое быстродействие.
Поэтому объединение на одном кристалле КМОП и биполярных структур позволяет создавать ИМС с высоким быстродействием и малой рассеиваемой мощностью и получать характеристики, недостижимые для схем, изготовленных по обычным технологиям.
Рассмотрим кратко на примере КМОП ИС перспективы и тенденции развития технологического базиса ИС.
Технология КМОП ИС совершенствуется со стремительной скоростью. На рис. 1 приведены данные Ассоциации полупроводниковой промышленности (SIA) по развитию КМОП технологии на примере схем памяти и логических ИС за последние 30 лет и прогноз этого развития на ближайшие годы. Более детальные данные отражены в табл.1, составленные той же ассоциацией.
В основе столь стремительной эволюции КМОП - технологии лежит так называемое масштабирование - пропорциональное уменьшение линейных размеров транзисторов. Для МОП транзисторов миниатюризация ведет к улучшению их функциональных, энергетических и стоимостных характеристик. С каждым технологическим поколением, выраженном в минимальном литографическом размере, быстродействие микропроцессоров увеличивается более чем на 30%, при этом интеграция возрастает в 2 раза.
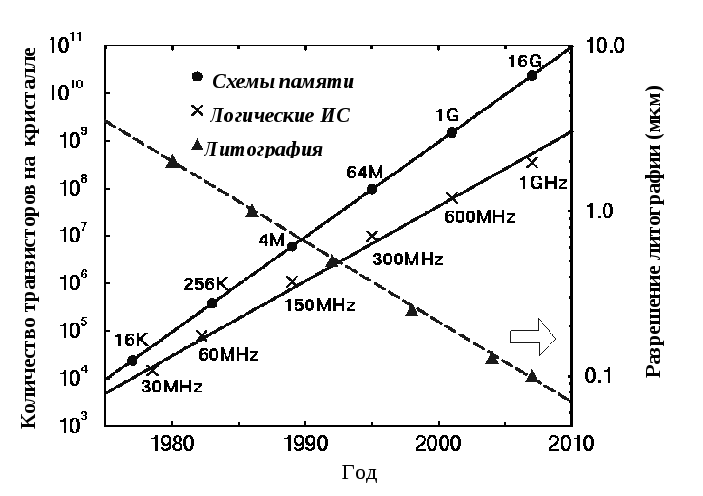
Рис.1
Фундаментальные ограничения при миниатюризации ис.
Наиболее фундаментальным ограничением на этапе эволюции КМОП ИС всегда выступала фотолитография. Каждое новое поколение КМОП ИС всегда в первую очередь описывалось минимальным литографическим разрешением. В настоящее время 130 нм глубокоультрафиолетовая оптическая литография позволяет изготавливать УБИС с минимальным размером 0,1 мкм.
Если пределы оптической литографии будут достигнуты, то при производстве КМОП УБТС будут использоваться рентгеновская и электронно-лучевая литографии.
Таким образом, в ближайшем будущем литография уже не будет больше являться ограничением при миниатюризации МОП- транзисторов. Наиболее вероятно, что фундаментальным ограничением дальнейшей эволюции станет один из физических размеров транзистора.
Ниже будет показано, что эффективная толщина подзатворного диэлектрика из традиционно используемого материала SiO2достигнет своего фундаментального ограничения на рубеже 2,3 нм. Дальнейшее уменьшение этой толщины приведет к существенному увеличению токов утечки через подзатворный диэлектрик, обусловленный эффектом туннелирования. Второе фундаментальное ограничение связано с глубиной залегания р-п- перехода истока/стока. Несмотря на то, что дальнейшее уменьшение глубин залегания р-п-переходов все еще возможно с технологической точки зрения, предел в 30 нм связан с существенным увеличением поверхностных сопротивлений таких тонких областей, что ведет к ухудшению характеристик МОП- транзистора. Два этих предела накладывают ограничения на возможность подавлять короткоканальные эффекты при дальнейшем масштабировании, что приведет к возрастанию токов утечки и деградации МОП- транзистора с длиной канала менее 0,1 мкм.
Таким образом, пределы масштабирования с учетом сегодняшнего состояния технологии будут достигнуты для 0,13 мкм- технологического процесса, который серийно освоен ведущими фирмами полупроводниковой промышленности в 2002 году. Поэтому, для дальнейшей миниатюризации МОП- транзистора необходимы новые технологические и конструктивные решения. Некоторые из них будут рассмотрены ниже.
Таблица 1.
|
Наименование |
Год выпуска первой серии ДОЗУ |
Коэфф. масшт. | |||||
|
1995 |
1998 |
2001 |
2004 |
2007 |
2010 | ||
|
Тип КМОП технологии |
Объемн. |
Объемн. |
Объемн. |
Объемн. |
SOI |
SOI |
|
|
Минимальный размер, мкм |
0,35 |
0,25 |
0,18 |
0,13 |
0,10 |
0,07 |
1/S |
|
Эфф. длина канала транз., мкм |
0,28 |
0,18-0,20 |
0,1-0,14 |
0,08-0,1 |
0,10 |
0,07 |
1/S |
|
Эфф. толщина подз ок, нм |
8,0-8,3 |
6,0-7,3 |
4,5-5,0 |
4,0-4,5 |
3,4 |
3,0 |
1/S0,67 |
|
Напряжение питания, В |
3,3 |
2,5 |
1,8 |
1,5 |
1,2 |
0,9 |
1/S0,80 |
|
Пороговое напряжение, В |
0,65 |
0,60 |
0,50 |
0,45 |
0,40 |
0,35 |
1/S0,40 |
|
Глубина перехода сток/исток, нм |
70-150 |
50-120 |
30-80 |
20-60 |
15-45 |
10-30 |
1/S |
|
Глубина р-п-перехода SDE-области,нм |
100-200 |
100-150 |
70-130 |
50-100 |
70 |
50 |
1/S0,85 |
|
Макс площадь кристалла, мм2 |
250 |
300 |
360 |
430 |
520 |
620 |
S0,57 |
|
Макс. Расс мощность, Вт |
80 |
100 |
120 |
140 |
160 |
180 |
S0,51 |
|
Рабочая частота схемы, МГц |
300 |
450 |
600 |
800 |
1000 |
1100 |
S0,83 |
|
Макс. количество контакт. площадок |
900 |
1350 |
2000 |
2600 |
3600 |
4800 |
- |
|
Количество выводов ИС |
512 |
512 |
512 |
512 |
800 |
1024 |
- |
|
Число уровней металлизации |
4-5 |
5 |
5-6 |
6 |
6-7 |
7-8 |
- |
|
Ширина шины металлизации, мкм |
0,40 |
0.30 |
0,22 |
0,15 |
0.11 |
0,08 |
1/S |
|
Зазор между шинами металлизации, мкм |
0,60 |
0,45 |
0,33 |
0,25 |
0.16 |
0,12 |
1/S |
|
Толщина шин металлизации, мкм |
0,60 |
0,60 |
0,55 |
0,45 |
0,39 |
0.32 |
1/S0,41 |
|
Толщина межслойного диэлектрика, мкм |
1,0 |
0,84 |
0,70 |
0,59 |
0,57 |
0,50 |
1/S0,43 |
|
Отношение толщины к ширине шины металлиз |
1,5 |
2 |
2,5 |
3 |
3,5 |
4 |
S0,61 |
|
Сопротивление шин металлизации, Ом/мкм |
0,15 |
0,19 |
0,29 |
0,82 |
1,34 |
1,34 |
S1,60 |
|
Погонная емкость межсоединений, фФ/мкм |
0,17 |
0,19 |
0,21 |
0,24 |
0,27 |
0,27 |
S0,31 |
В табл.2 приведены фундаментальные на сегодняшний день ограничения физических размеров МОП- структуры.
Таблица 2
|
Физический параметр |
Предельная величина |
Параметр, определяющий предел |
|
Толщина подзатворного диэлектрика |
2,3 нм |
Утечка через подзатворный окисел |
|
Глубина залегания области исток/сток |
30 нм |
Сопротивление сток- исток |
|
Легирование канала |
Пороговое напряжение –0,25 В |
Утечка сток-исток |
|
Перекрытие стока/истока затвором |
15 нм |
Сопротивление сток- исток |
|
Длина канала |
0,06 мкм |
Утечка сток-исток |
|
Ширина затвора |
0,10 мкм |
Утечка сток-исток |