

4. Дать общую классификацию процессов механической технологии древесины.
Механическая обработка используется для получения из первичного древесного сырья изделий и деталей определенных форм, размера и качества, а также для придания окончательной формы, размеров и качества собранным узлам и изделиям. Механическая обработка осуществляется резанием, раскалыванием, давлением, дроблением.
При обработке резанием происходит нарушение связи между частицами материала по строго заданному направлению, когда обрабатываемый объект разделяется на части и с образованием стружки или без нее. Резанием обрабатывают натуральную древесину (пиломатериалы, заготовки, строганный и лущеный шпон), искусственные материалы на древесной основе (прессованную, пластифицированную и клееную слоистую древесину, древесно-стружечные и древесно-волокнистые плиты), синтетические облицовочные материалы (пленки на основе пропитанных бумаг или полимеров).
Раскалывание – разделение древесины по слоям. Поскольку при этом объекты обработки не имеют строго заданной формы, этот процесс применяется в основном на подготовительных операциях.
Обработке давлением подвергается как массивная, так и измельченная древесина. В первом случае с помощью этого процесса изменяют форму древесины изгибом (гнутьем) или прессованием. Однако прессование не получило достаточного распространения в связи с малой пластичностью древесины.
При дроблении древесины разделение на части происходит неорганизованно, без соблюдения заданной геометрии частиц, обычно по наиболее слабому направлению материала. Такой процесс имеет место при ударном дроблении и абразивном размоле.
14. Указать угловые параметры лезвия в различных координатных плоскостях (в процессе взаимодействия лезвия и материала) и дать их определение.
Угловые параметры резца должны рассматриваться с двух позиций:
- как углы геометрического тела определенной формы и размеров, находящегося в покое, т.е. как статические (номинальные) углы резца;
- как углы орудия, воздействующего на предмет труда в процессе резания, т.е. как рабочие (эффективные) углы.
Статические углы указываются на чертеже, по ним резец (инструмент) изготавливают и контролируют после изготовления или подготовки к работе. Рабочие углы определяют условия эксплуатации инструмента, его взаимодействия с обрабатываемой заготовкой.
К статическим углам относят углы,
формируемые при изготовлении и заточке
резца, а также образуемые при установке
его в станок или приспособление. Положение
поверхностей резца и лезвий рассматривают
в координатной системе, начало которой
совпадает с вершиной резца или любой
другой точкой лезвия. Направление одной
из осей координат xсовпадает с заданным направлением
главного движения![]() .
Оно определяет положение так называемой
опорной плоскости инструмента О,
перпендикулярной направлению главного
движения
.
Оно определяет положение так называемой
опорной плоскости инструмента О,
перпендикулярной направлению главного
движения![]() ..
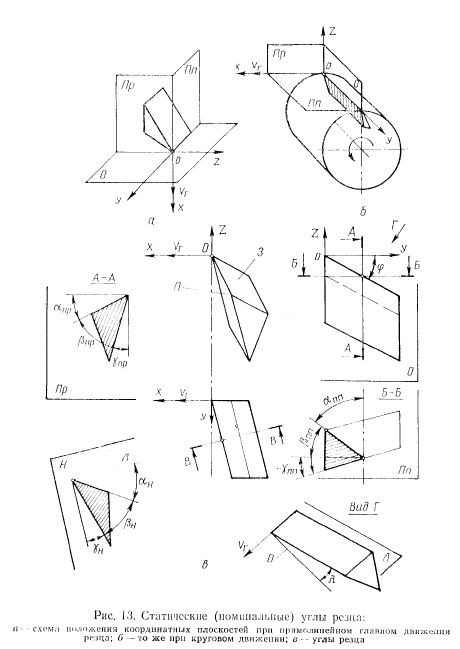
В общем случае к опорной добавляют еще
две координатные плоскости, чтобы
получить систему трех взаимно
перпендикулярных координатных плоскостей
(рис. 13, а, б): продольнуюПр,
перпендикулярную осиy,
и поперечнуюПп, перпендикулярную
осиz.
..
В общем случае к опорной добавляют еще
две координатные плоскости, чтобы
получить систему трех взаимно
перпендикулярных координатных плоскостей
(рис. 13, а, б): продольнуюПр,
перпендикулярную осиy,
и поперечнуюПп, перпендикулярную
осиz.
В такой системе координат положение
передней и задней поверхностей резца
определяется углами их наклона в двух
секущих плоскостях (рис. 13, в): продольной,
параллельной xoz и
поперечной, параллельнойxoy.
В продольном сечении А-А продольный
передний угол![]() -
угол между передней поверхностью и
опорной плоскостью, продольный задний
угол
-
угол между передней поверхностью и
опорной плоскостью, продольный задний
угол![]() - угол между задней поверхностью и
поперечной плоскостью. В поперечном
сечении Б-Б поперечный передний угол
- угол между задней поверхностью и
поперечной плоскостью. В поперечном
сечении Б-Б поперечный передний угол![]() -
угол между передней поверхностью и
опорной плоскостью, поперечный задний
угол
-
угол между передней поверхностью и
опорной плоскостью, поперечный задний
угол![]() -
угол между задней поверхностью и
продольной плоскостью. Угол между
передней и задней поверхностями резца
называют углом заточки (заострения).
-
угол между задней поверхностью и
продольной плоскостью. Угол между
передней и задней поверхностями резца
называют углом заточки (заострения).
В продольном сечении – это продольный
угол заточки
![]() ,
в поперечном – поперечный угол заточки
,
в поперечном – поперечный угол заточки![]() .
Передний и задний углы считают
положительными, если они расположены
вне тела резца, и отрицательными, если
они расположены в теле резца. Сумма всех
углов с учетом знака составляет 900,
т.е.
.
Передний и задний углы считают
положительными, если они расположены
вне тела резца, и отрицательными, если
они расположены в теле резца. Сумма всех
углов с учетом знака составляет 900,
т.е.![]() ;
;![]() .
.
Контрольные измерения углов резца
выполняют в плоскости Н нормальной к
лезвию (сеч. В-В). Здесь также различают
углы: передний
![]() -
между передней поверхностью и опорной
плоскостью, задний
-
между передней поверхностью и опорной
плоскостью, задний![]() -
между задней поверхностью и плоскостью
лезвия Л (дополнительной плоскостью,
перпендикулярной опорой и проходящей
через лезвие, см вид Г), угол заточки
-
между задней поверхностью и плоскостью
лезвия Л (дополнительной плоскостью,
перпендикулярной опорой и проходящей
через лезвие, см вид Г), угол заточки![]() - между передней и задней поверхностью.
- между передней и задней поверхностью.
Положение лезвия может быть также
определено углом наклона
![]() между
лезвием и опорной плоскостью и углом
скоса
между
лезвием и опорной плоскостью и углом
скоса![]() между
поперечной плоскостью и проекцией
лезвия на опорную плоскость.
между
поперечной плоскостью и проекцией
лезвия на опорную плоскость.
Важнейшей угловой характеристикой
резца является угол заточки
![]() .
Каждому лезвию соответствует свой угол
заточки.
.
Каждому лезвию соответствует свой угол
заточки.
При рассмотрении рабочих (эффективных)
углов резца применяют координатную
систему, ориентированную относительно
вектора скорости резания и поверхности
резания. Направление осей координатной
системы определяют вектор скорости
резания
![]() (касательное направлениеt),
направление нормалиnк поверхности резания и положение
бинормалиb(рис. 14,а). Направлению осей соответствуют
координатные плоскости: плоскость
резания Р, проходящая черезtи касательная к поверхности резания в
данной точке лезвия; плоскость движения
Д, проходящая черезt(вектор скорости резания
(касательное направлениеt),
направление нормалиnк поверхности резания и положение
бинормалиb(рис. 14,а). Направлению осей соответствуют
координатные плоскости: плоскость
резания Р, проходящая черезtи касательная к поверхности резания в
данной точке лезвия; плоскость движения
Д, проходящая черезt(вектор скорости резания![]() )
иn, нормальная к плоскости
резания. В общем случае плоскость
движения касательна к поверхности
движения ПД; бинормальная плоскость Б,
проходящая черезbиn,
нормальная к плоскостям резания и
движения.
)
иn, нормальная к плоскости
резания. В общем случае плоскость
движения касательна к поверхности
движения ПД; бинормальная плоскость Б,
проходящая черезbиn,
нормальная к плоскостям резания и
движения.
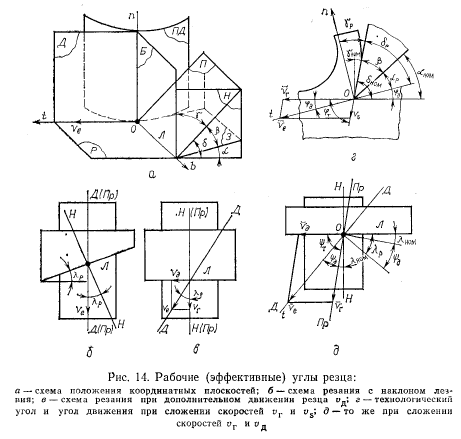
Рабочие (эффективные) углы показывают, как в процессе резания поверхности резца ориентированы относительно плоскости резания и бинормальной плоскости.
Задний угол
![]() - это угол между задней поверхностью
резца З и плоскостью резания. Угол
резания
- это угол между задней поверхностью
резца З и плоскостью резания. Угол
резания![]() - угол между передней поверхностью П и
плоскостью резания. Положение передней
поверхности относительно бинормальной
плоскости характеризуется передним
углом
- угол между передней поверхностью П и
плоскостью резания. Положение передней
поверхности относительно бинормальной
плоскости характеризуется передним
углом![]() .
.
Названные углы определены как углы
между двумя плоскостями, т.е. двугранные
углы, измеряемые плоскими углами в
сечении определенным образом
ориентированной третьей плоскостью.
Строго говоря, эффективные резца нужно
измерять в плоскости схода стружки,
нормальной к поверхности резания и
проходящей через направление схода
стружки по передней поверхности резца
(на рис. не показана). Учитывая, однако,
некоторую неопределенность положения
плоскости схода стружки и незначительные
ее отклонения от плоскости движения,
измеряют рабочие углы практически в
плоскости движения Д. В частном случае,
когда лезвие Л расположено нормально
к вектору скорости резания
![]() ,
плоскость движения совпадает с плоскостью
Н нормального сечения резца.
,
плоскость движения совпадает с плоскостью
Н нормального сечения резца.
В тех случаях, когда вектор скорости
резания
![]() ,
не совпадает с нормалью к лезвию (рис.
14,б) или имеется дополнительное
движение резца вдоль лезвия
,
не совпадает с нормалью к лезвию (рис.
14,б) или имеется дополнительное
движение резца вдоль лезвия![]() (рис.
14,в), резец получает рабочий угол
наклона
(рис.
14,в), резец получает рабочий угол
наклона![]() и его углы, измеренные в плоскости
движения Д, отличаются от углов, измеренных
в нормальном сечении Н.
и его углы, измеренные в плоскости
движения Д, отличаются от углов, измеренных
в нормальном сечении Н.
Связь между статическими и рабочими углами резца устанавливают через углы движения, определяемые кинематикой процесса резания.
Для конкретной технологической схемы
обработки всегда известны направления
и величины векторов главного движения
![]() ,
подачи
,
подачи![]() и дополнительного
и дополнительного![]() движения.
Таким образом, заданы технологические
углы
движения.
Таким образом, заданы технологические
углы![]() между векторами
между векторами![]() и
и![]() (рис. 14,г) и
(рис. 14,г) и![]() между векторами
между векторами![]() и
и![]() (рис.
14,д). Углами движения называют углы
(рис.
14,д). Углами движения называют углы![]() и
и![]() между
векторами скорости главного движения
между
векторами скорости главного движения![]() и скорости резания
и скорости резания![]() .
Углы движения связаны с технологическими
углами
.
Углы движения связаны с технологическими
углами![]() и
и![]() :
:
![]() ,
,![]() .
.
Для распространенных случаев
![]() =900и
=900и![]() =900формулы упрощаются:
=900формулы упрощаются:
![]() ,
,
![]()
Если вспомнить, что статические
углы измеряются в системе координат,
связанной с направлением вектора
скорости главного движения![]() ,
а рабочие углы – в системе координат,
связанной с вектором скорости резания
,
а рабочие углы – в системе координат,
связанной с вектором скорости резания![]() ,
легко установить связь между статическим
(номинальным) и рабочим углами резца. С
учетом скорости подачи
,
легко установить связь между статическим
(номинальным) и рабочим углами резца. С
учетом скорости подачи![]() (рис. 14,г):
(рис. 14,г):
![]() ;
;![]() ;
;![]() ;
;
с учетом скорости дополнительного
движения
![]() (рис.
14,д):
(рис.
14,д):![]() .
.
Следовательно, меняется положение движения Д, в которой рассматриваются рабочие углы резца относительно плоскости продольного сеченияПр, в которой определяются углы статические.
Связь между углами, измеренными в плоскости движения, и углами, измеренными в нормальном сечении, выражается следующими зависимостями:
![]() ),
),![]() ;
;
где
![]() и
и![]() - углы в нормальном сечении резца;
- углы в нормальном сечении резца;![]() - рабочий угол наклона лезвия.
- рабочий угол наклона лезвия.
Итак, статические углы резца: передний
угол, угол заточки и задний угол,
измеренные в продольной и поперечной
координатных плоскостях, а также в
сечении нормальном к лезвию (![]()
![]()
![]() ;
;![]() ,
,![]() ,
,![]() ;
;![]() ,
,![]() ,
,![]() ),
углы наклона
),
углы наклона![]() и скоса
и скоса![]() лезвия. К ним относятся также углы
установки резцов на корпусе режущего
инструмента.
лезвия. К ним относятся также углы
установки резцов на корпусе режущего
инструмента.
Рабочие углы резца (передний
![]() ,
резания
,
резания![]() и задний
и задний![]() )
создаются в процессе резания с учетом
технологических углов
)
создаются в процессе резания с учетом
технологических углов![]() и
и![]() и
углов движения
и
углов движения![]() и
и![]() ,
а также рабочих углов наклона
,
а также рабочих углов наклона![]() и скоса
и скоса![]() лезвия, угла схода стружки (последние
два не рассматриваются).
лезвия, угла схода стружки (последние
два не рассматриваются).