

ткм все документы / РЕЗАНИЕ / 2 ТОЧЕННИЕ
.docОсновные технологические схемы точения:
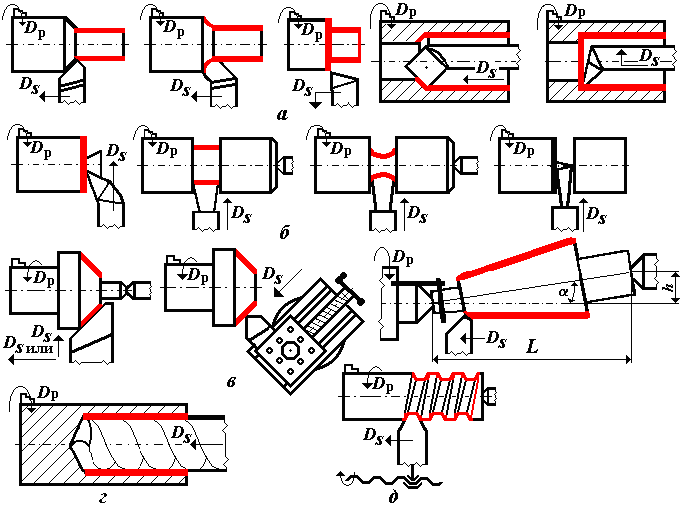
а – продольное точение; б – поперечное точение; в – точение конических поверхностей; г – осевая обработка; д – нарезание резьбы; Dр – главное движение резания; Ds – движение подачи; - угол поворота оси заготовки; h – смещение задней бабки.
Токарные резцы:

а – проходные и подрезные;
б – расточной;
в – отрезные и канавочные;
г – резьбовой;
д – фасонные круглый и призматический.
Технологическая оснастка для токарных станков:

а – трех кулачковый патрон; б – центры; в - хомутик; г - неподвижный люнет; д – цанговый патрон: 1 – корпус; 2 – заготовка; 3 – кулачки; 4 - конус.

Универсальный токарно-винторезный станок:

1 – станина; 2 – лицевая панель коробки подач; 3 – передняя бабка; 4 – патрон; 5 – защитный кожух; 6 – резцедержатель; 7 – пиноль; 8 – задняя бабка; 9, 10 – наружные и внутренние направляющие; 11 – ходовой винт; 12 – рейка; 13 – ходовой вал; 14 – фартук; 15 - продольные салазки; 16 – поперечные салазки; 17 – поворотные салазки; 18 – тумба.
Токарные автоматы и полуавтоматы для обработки заготовок типа «вал»:
а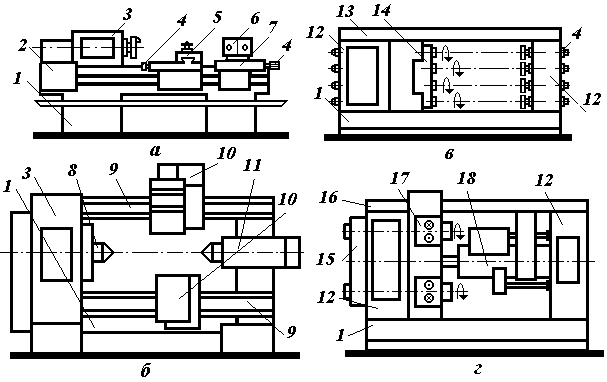 - патронный револьверный станок с
многогранной головкой; б
- многорезцовый токарный полуавтомат;
в
- четырех
шпиндельный прутковый автомат
параллельного действия; г
- многошпиндельный
горизонтальный прутковый автомат
последовательного действия; 1
– станина; 2
– коробка подач; 3
– передняя бабка; 4
– упоры; 5
– поперечный суппорт; 6
– револьверная головка; 7
– револьверный суппорт; 8
– шпиндель; 9
– траверса; 10
– суппорт; 11
– пиноль; 12
– стойка; 13
– поперечина; 14,
15 – шпиндельный
блок; 16
– траверса; 17
– поперечный суппорт; 18
– осевой суппорт; стрелками указано
вращение шпинделей.
- патронный револьверный станок с
многогранной головкой; б
- многорезцовый токарный полуавтомат;
в
- четырех
шпиндельный прутковый автомат
параллельного действия; г
- многошпиндельный
горизонтальный прутковый автомат
последовательного действия; 1
– станина; 2
– коробка подач; 3
– передняя бабка; 4
– упоры; 5
– поперечный суппорт; 6
– револьверная головка; 7
– револьверный суппорт; 8
– шпиндель; 9
– траверса; 10
– суппорт; 11
– пиноль; 12
– стойка; 13
– поперечина; 14,
15 – шпиндельный
блок; 16
– траверса; 17
– поперечный суппорт; 18
– осевой суппорт; стрелками указано
вращение шпинделей.
Примеры обработки

Токарные автоматы и полуавтоматы для обработки заготовок типа «диск»:

а - токарно-карусельный станок; б - вертикальный многошпиндельный полуавтомат; в – варианты индексации карусели: 1 – станина; 2 – карусель; 3 – револьверная головка; 4, 10, 12 –коробка подач; 5 – суппорт; 6 – револьверный суппорт; 7 – поперечина; 8 – стойка; 9 – траверса; 11 – боковой суппорт; 13 – шпиндель; 14 – направляющие; 15 – колонна; a, b, c, d, i, f, g, h – позиции; стрелками указаны движения резания.
Пример обработки

Технологические требования

а – нетехнологично; б – технологично.