

ткм все документы / РЕЗАНИЕ / 10 Финишная обработка
.docСхемы хонингования:
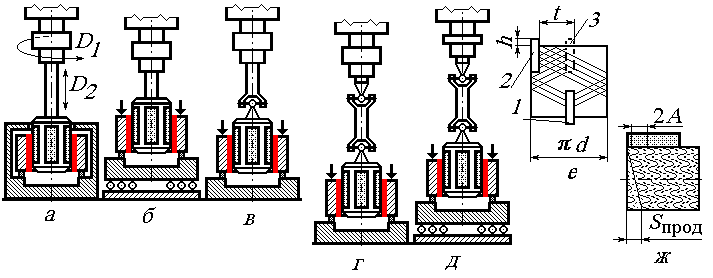
а – с двумя степенями свободы; б – с четырьмя степенями свободы; в – с одношарнирным креплением хона; г – с двух шарнирным креплением хона; д – с двух шарнирным креплением хона и сообщают четырьмя степенями свободы заготовки; е - развертка обработанной поверхности и схема образования сетки; ж - вид сетки при вибрационном хонинговании; D1 – вращение хона; D2 - возвратно-поступательное перемещение хона; d – диаметр обработки; h – перебег; t – шаг; Sпрод – продольное смещение хона; 1, 2, 3 – положения хона.

хон
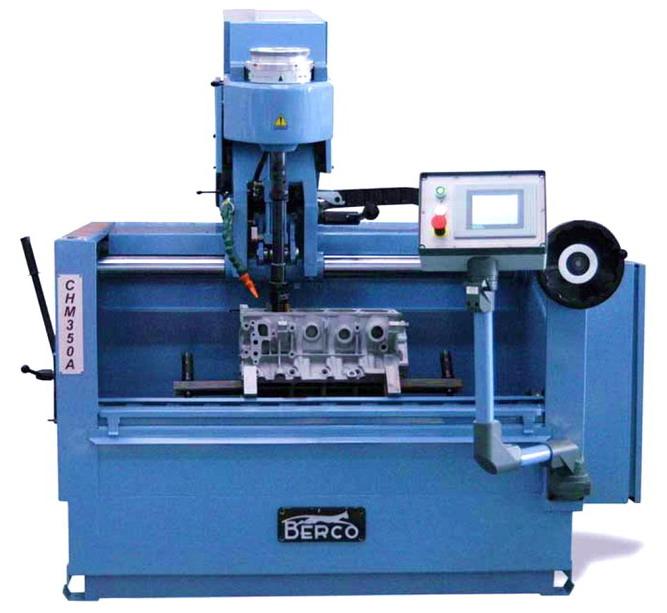
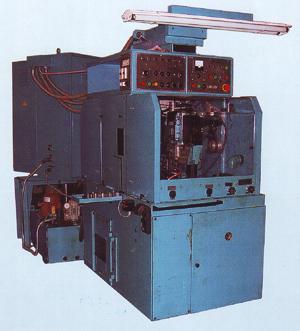
Станок для хонингования блоков и гильз цилиндров модели CHM 350A с числовым программным управлением (CNC)
Виды суперфиниширования:
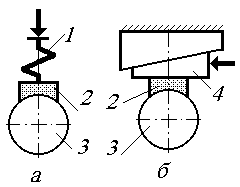
а – кинематическое; б – силовое; 1 – пружина; 2 – брусок; 3 – заготовка; 4 – промежуточное звено.
Основные движения (а) и циклограмма (б) суперфиниширования:
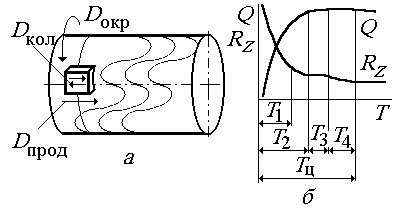
Dокр - вращение заготовки; Dкол - возвратно – поступательное движение бруска; Dпрод - движение продольной подачи; Q – производительность; Rz - шероховатость обработанной поверхности; T1 - время удаления исходной шероховатости; T2 – время резания; T3 – время перехода от резания к трению; T2 – время полирования; Tц – время цикла.
С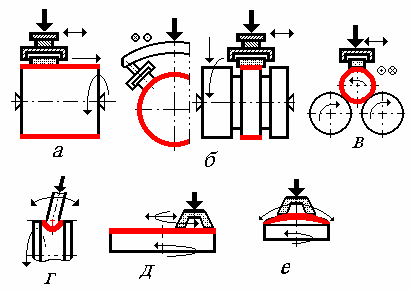 хемы
суперфиниширования:
хемы
суперфиниширования:
а - в центрах с продольным движением подачи;
б - в центрах с поперечным движением подачи;
в – бесцентровое;
г – вогнутых поверхностей;
д – плоских поверхностей: е – выпуклых поверхностей.
Станок для суперфиниширования дорожек колец подшипников
мод. ЛЗ-280Р
Притирка
Схема зоны притирки:
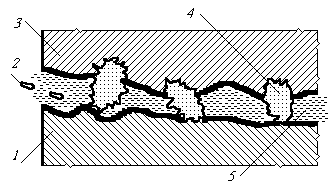
1 – заготовка; 2 – стружка; 3 – притир; 4 - абразивные зерна.
Схемы притирки:
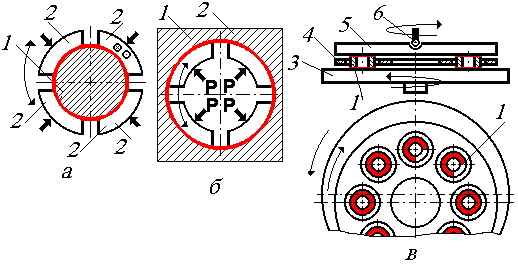
а – наружной поверхности;
б – внутренней поверхности;
в – плоской поверхности на доводочном станке;
1 – заготовка; 2 – притир; 3, 5 – диски – притиры; 4 – сепаратор; 6 – подвеска.
Полирование
Полировальные войлочный (а) и лепестковый (б) круги.
Схемы полирования лентами:
а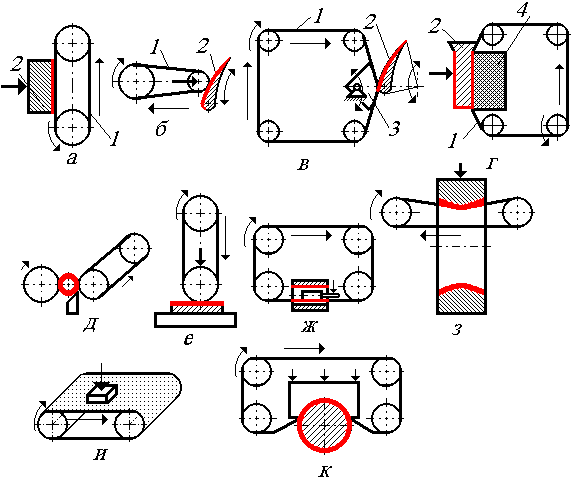 – полирование свободной ветви ленты;
б
- с поджатием ленты к обрабатываемой
поверхности роликом; в
- с поджатием ленты к обрабатываемой
поверхности специальным копиром; г
- с поджатием ленты к обрабатываемой
поверхности упругим элементом; д
- бесцентровое полирование; е
- полирование плоских поверхностей с
поджатием ленты к обрабатываемой
поверхности роликом; ж
- внутренних поверхностей труб бесконечной
лентой; з
- внутренних поверхностей на свободной
ветви ленты; и
- мелких заготовок на свободной ветви
ленты; к
- наружных поверхностей тел вращения
лентой, прижатой жестким или упругим
контртелом; 1
– абразивная лента; 2
- заготовка; 3
– копир; 4
– упругий элемент.
– полирование свободной ветви ленты;
б
- с поджатием ленты к обрабатываемой
поверхности роликом; в
- с поджатием ленты к обрабатываемой
поверхности специальным копиром; г
- с поджатием ленты к обрабатываемой
поверхности упругим элементом; д
- бесцентровое полирование; е
- полирование плоских поверхностей с
поджатием ленты к обрабатываемой
поверхности роликом; ж
- внутренних поверхностей труб бесконечной
лентой; з
- внутренних поверхностей на свободной
ветви ленты; и
- мелких заготовок на свободной ветви
ленты; к
- наружных поверхностей тел вращения
лентой, прижатой жестким или упругим
контртелом; 1
– абразивная лента; 2
- заготовка; 3
– копир; 4
– упругий элемент.
Структура шлифовальной шкурки:
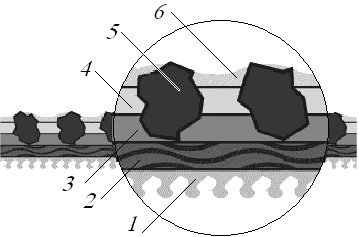
1 – крепление – липучка; 2 – основа; 3 – связка; 4 – защитное покрытие; 5 – абразивное зерно; 6 – дополнительное покрытие.