

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ МАШИНОСТРОИТЕЛЬНЫЙ УНИВЕРСИТЕТ «МАМИ» |
Транспортно-технологический институт
Факультет МТ Кафедра «АССИ»
ОТЧЁТ
о прохождении учебной (или производственной) практики на
предприятии «Вымпел» -московский машиностроительный завод.
по теме _______________
____________________________________________________________
Студент группы 8-АТПн-1 Зубунов Владислав Викторович
Время прохождения практики: с 28 апреля по 10 мая 2015г.
Отчёт по практике принят с оценкой________________________
Руководитель от кафедры «АССИ»___________________________
Москва 2015г.
Содержание
Введение .История и основные виды деятельности завода. 3
Объект разработки с описанием его основных особенностей. 4
Материал заготовки и его характеристика.
Чертежа изделия.
Заготовка.
Описание технологического процесса изготовления детали. 5
Технологические наладки. 6
Описание технологического оборудования, используемого при изготовлении рассматриваемой детали и основных его узлов. 9
16К20
6Р80
Организация работы по технике безопасности на предприятии. 11
Общие понятия.
Основные понятия и определения о звуке, звуковых волнах.
Основные светотехнические понятия и определения
Классификация производственной пыли
Заключение 21
Список используемой литературы и интернет ресурсы 22
Приложения 23
История и основные виды деятельности завода.
Открытое акционерное общество "Московский машиностроительный завод "Вымпел" создан в 1916 году на базе мастерских тяжелой артиллерии «Мастяжарт».
В соответствии с Постановлением Правительства Российской Федерации от 12 мая 1998 г. № 440, Федеральным Космическим Агентством в отношении общества осуществляется единая государственная политика в сфере проведения ракетно-космической промышленностью работ по боевой ракетной технике стратегического назначения и ракетно-космической технике военного назначения.
В соответствии с Распоряжением Правительства Российской Федерации от 20.08.2009 г. № 1226-р «Об утверждении перечня стратегических организаций, а также федеральных органов исполнительной власти, обеспечивающих реализацию единой государственной политики в отраслях экономики» Открытое акционерное общество "Московский машиностроительный завод "Вымпел" включено в перечень таких стратегических организаций. Общество занимает одно из ведущих мест среди предприятий отрасли.
Приоритетные направления деятельности общества.
На протяжении последних 40 лет предприятие специализируется на изготовлении, испытаниях, монтаже и наладке технологического и спецтехнического оборудования для технических и стартовых комплексов, которые включают в себя системы обеспечения температурно-влажностного режима, амортизации, освещения, дежурного контроля, газоснабжения, оборудования спецсооружений, подвижного оборудования, грузоподъемные и грузозахватные механизмы и кабельную продукцию различного назначения, средства обслуживания и подготовки к запуску специзделий наземного и морского базирования и космических аппаратов.
Созданные за этот период комплексы, системы и агрегаты позволяют всесторонне подготовить и проверить изделия космической техники на функционирование, в том числе и в условиях имитации космического пространства, и обеспечить достижение требуемого уровня характеристик создаваемых изделий. На протяжении всего времени существования коллектив завода плодотворно работал в области создания образцов ракетной техники различного направления, постановка которых на вооружение внесла существенный вклад в дело укрепления обороноспособности страны.
Предприятие располагает всеми необходимыми помещениями и оборудованными рабочими местами для производства спецтехники и продукции народно-хозяйственного назначения, имеет экспериментально-испытательную базу, позволяющую проводить испытания как отдельных узлов и сборочных единиц, так и изделий в целом.
Основные виды деятельности предприятия
Научно-исследовательские, проектные работы, производство изделий и их сервисное обслуживание, направленные на создание машиностроительной продукции различного назначения, в том числе специализированного технологического оборудования машиностроения в целом, и особенно, для наукоемких отраслей:
космической, оборонной, судостроительной автомобильной, включая проектирование, разработку технологий изготовления продукции, изготовление промышленных образцов;
производство и выполнение ремонтов грузоподъемных механизмов;
проведение металлографических, рентгенографических и прочих исследований и выдача по ним заключений;
изготовление, монтаж и ремонт подъемных сооружений, сосудов под давлением и других объектов Гостехнадзора, технологического специального оборудования;
производство и сервисное обслуживание стационарных и передвижных рентгено-диагностических комплексов.
2.Объект разработки с описанием его основных особенностей.
2.1.Материал заготовки и его характеристика.
Обрабатываемая деталь относится к деталям типа вал. В качестве материала детали (заготовки) используется конструкционная легированная сталь 40Х ГОСТ 4543-71, свойства и химический состав материала приведены в таблице 1.1- 1.3.
|
Параметр |
Значение |
Ед. измерения |
|
Модуль упругости |
215 |
ГПа |
|
Плотность |
7850 |
кг/м3 |
|
Предел прочности при растяжении |
980 |
МПа |
|
Предел текучести |
1180 |
МПа |
|
Модуль упругости при сдвиге |
80 |
ГПа |
Таблице 1.1.
Химический состав материала 40Х
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
0.36 - 0.44 |
0.17 - 0.37 |
0.5 - 0.8 |
до 0.3 |
до 0.035 |
до 0.035 |
0.8 - 1.1 |
до 0.3 |
таблице 1.2.
Физические свойства материала 40х .
|
T |
E 10- 5 |
10 6 |
|
|
C |
R 10 9 |
|
Град |
МПа |
1/Град |
Вт/(м·град) |
кг/м3 |
Дж/(кг·град) |
Ом·м |
|
20 |
2.14 |
|
|
7820 |
|
210 |
|
100 |
2.11 |
11.9 |
46 |
7800 |
466 |
285 |
|
200 |
2.06 |
12.5 |
42.7 |
7770 |
508 |
346 |
|
300 |
2.03 |
13.2 |
42.3 |
7740 |
529 |
425 |
|
400 |
1.85 |
13.8 |
38.5 |
7700 |
563 |
528 |
|
500 |
1.76 |
14.1 |
35.6 |
7670 |
592 |
642 |
|
600 |
1.64 |
14.4 |
31.9 |
7630 |
622 |
780 |
|
700 |
1.43 |
14.6 |
28.8 |
7590 |
634 |
936 |
|
800 |
1.32 |
|
26 |
7610 |
664 |
1100 |
|
900 |
|
|
26.7 |
7560 |
|
1140 |
|
1000 |
|
|
28 |
7510 |
|
1170 |
|
1100 |
|
|
28.8 |
7470 |
|
120 |
|
1200 |
|
|
|
7430 |
|
1230 |
|
T |
E 10- 5 |
10 6 |
|
|
C |
R 10 9 |
таблице 1.3
2.2.Чертеж детали.

2.3.Чертеж заготовки.
Метод получения заготовки – прокат ГОСТ 2590-88.
Вес заготовки = 0,72 кг.

3.Описание технологического процесса изготовления детали.
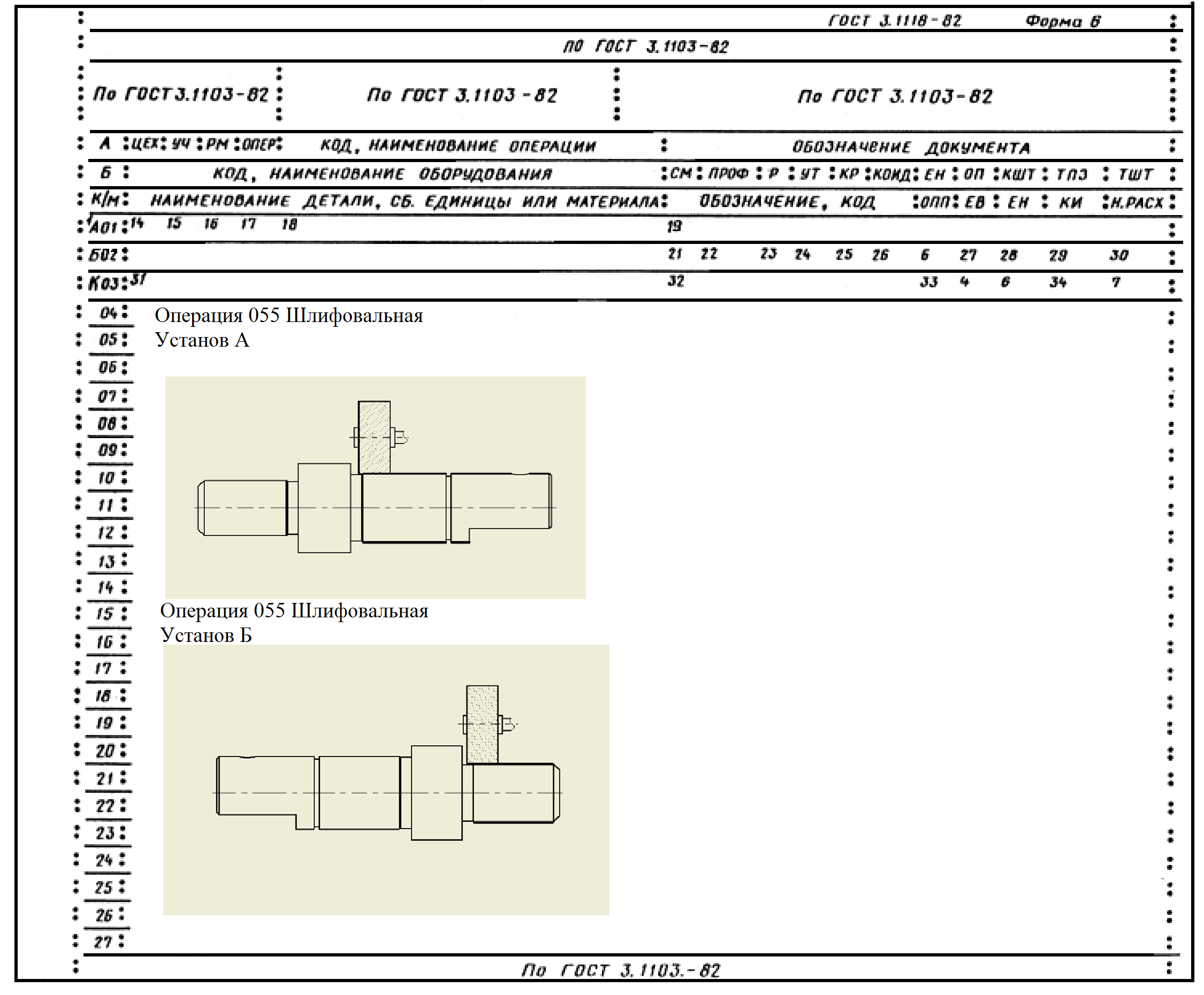
4.Технологические наладки





5.Описание технологического оборудования, используемого при изготовлении рассматриваемой детали и основных его узлов.
5.1.Назначение и область применения токарно-винторезного станка 16К20
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Класс точности станка Н, П, В. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Схема кинематическая токарно-винторезного станка 16К20

Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок