

2.3 Облицовывание пластей щитов листовыми облицовочными материалами
2 часа
План лекции
2.3.1 Виды облицовывания
2.3.2 Применяемые клеи
2.3.3 Применяемое оборудование
2.3.4 Режимы облицовывания строганым шпоном
2.3.5Режимы облицовывания синтетическими облицовочными материалами
2.36 Дефекты облицовывания пластей
2.3.1 Виды облицовывания
По виду облицовываемых поверхностей процесс облицовывания делится на технологический процесс облицовывания пластей и технологический процесс облицовывания кромок. По температуре процесса облицовывание делится на холодное и горячее. По способу создания давления в зоне облицовывания – на облицовывание в прессах с плоскими плитами и облицовывание в прессах вальцового типа, в прессах мембранных, вакуумных.
2.3.2 Применяемые клеи
Для облицовывания в производстве изделий из древесины широко используют клей на основе карбамидоформальдегидных смол по ГОСТ 14231—78 марок КФ-БЖ, КФ-Ж (М), КФ-Б и модифицированные ими. В качестве отвердителя применяют: хлористый аммоний при горячем склеивании и щавелевую кислоту — при холодном. Для наполнения клеевых растворов используют каолин, тальк и смет пшеничный. Поступающие клеи необходимо проверять на соответствие их стандартам. Стандарты регламентируют долю сухого остатка, массовую долю свободного формальдегида (1 %), вязкость, время желатинизации, концентрацию водородных ионов и предел прочности склеивания.
Количество одновременно приготовляемого клея определяют расчетом, исходя из потребности на время его жизнеспособности. Для облицовывания при холодном склеивании в смолу КФ – Ж (М) вводят 4—7 % щавелевой кислоты в 10 %-ном растворе. совпадать с направлением волокон основы.
Расход клея зависит от применяемых материалов. Его должно быть достаточно для образования сплошного слоя. При облицовывании пленками расход клея от 80 до 100 г/м2, строганым шпоном—от 130 до 140 г/м2.
2.3.3 Применяемое оборудование
Облицовывают щитовые и другие прямолинейные заготовки в многоэтажных или одноэтажных прессах с обогреваемыми плитами. Пласти щитов облицовывают синтетическим шпоном и полимерными пленками на том же оборудовании, что и при облицовывании строганым шпоном.
При облицовывании в одноэтажных прессах с обогреваемыми плитами удельное давление, МПа, для пленки 0,4—0,5, для шпона 6,5—0,8; время выдержки под давлением для смолы КФ-Ж (М) не менее, с; для пленки — 40, для шпона толщиной 0,6—0,8 мм—60, для шпона толщиной 1,1— 1,5 мм—90; для смолы КФ-БЖ время выдержки в прессе сокращаются примерно вдвое.
После облицовывания в горячих прессах облицованные заготовки должны храниться уложенными в плотные стопы до полного охлаждения примерно 24 ч. При облицовывании в многоэтажных прессах используются металлические прокладки, с помощью которых загружают пакеты в пресс. Щиты облицовывают пленкой в многоэтажных прессах при удельном давлении 0,4—0,5 МПа, при облицовывании шпоном 0,8—1 МПа; температура плит пресса от 110 до 140 °С; время выдержки 2—4 мин.
На базе одноэтажных прессов АКДА 4938-1, АКДА 4940-1 созданы полуавтоматические линии облицовывания щитовых заготовок МФП-2, МФП-3. Применяютсятакже линии импортного производства. Благодаря механизации процесса трудозатраты на облицовывание щитовых заготовок на одноэтажных прессах в 3 раза меньше трудозатрат, чем на облицовывание в многоэтажных прессах. Преимуществом является и более высокое качество облицованной поверхности.
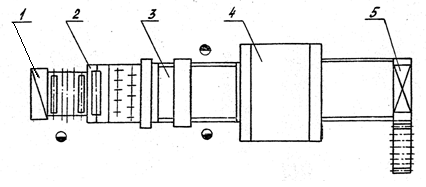
1 - питатель; 2 - клеенакосящий станок КБ 18-1; 3 - конвейер формирования пакетов; 4 - пресс ЖДА 4938-1; 5 - автоматический укладчик щитов
Рисунок 3. 1 – Схема линии облицовывания пластей МФП-2
Способы загрузки пакетов в прессы различных линий могут быть различны (рисунок 3. 2).
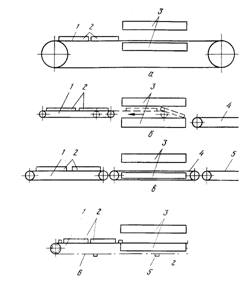
a—стальной лентой: /—стальная лента; 2—пакеты; 3— плиты пресса; б—с загрузочной кареткой: /—каретка; 2—пакеты; 3—плиты пресса,; 4—разгрузочный конвейер; в—с загрузочным конвейером из термостойкой ленты: 1—конвейер; 2—па кеты; 3 — плиты пресса; 4 — термостойкая лента; 5 — разгрузочный конвейер; г — с цепным загрузочно-разгрузочным конвейером; / — стол формирования пакетов; 2 — пакеты 3 — плиты пресса; 4 — приемный конвейер; 5 — упор; 6 — цепь
Рисунок 3.2 - Схемы загрузки пресса
В линиях марки МФП загрузка пакетов в пресс производится с помощью загрузочного конвейера.
Облицовывание холодным способом применяется при наклеивании на поверхность заготовок толстых слоев облицовок из декоративного бумажно-слоистого пластика, фибры, искусственных кож и др. На основу наносят клей холодного отверждения. Пакет комплектуют в следующей последовательности: прокладка — облицовочный материал — основа — облицовочный материал — прокладка. Пакеты укладывают в стопу на подстопный щит и выравнивают кромки. Стопу накрывают вторым щитом и укладывают балки, которые соединяются между собой стяжками. Стопу помещают в большепролетный пресс, создают давление и стягивают стопу стяжками, после чего снимают давление и выкатывают стопу по роликовому конвейеру из пресса для выдержки до полного отверждения клея в условиях цеха. Применение совмещенных клеев на основе мочевиноформальдегидных смол с поливинилацетатной эмульсией ускоряет процесс холодного склеивания в несколько раз. Применение клеев на основе каучука требует двухразового нанесения и подсушки. При одностороннем наклеивании пластика на щитовые заготовки на вторую сторону наклеивают компенсирующий слой, предотвращающий коробление щитов.