

1.12 Производство паркета
2 часа
План лекции
1.12 . 1 История паркета. Чертозианская мозаика.
1.12.2 Особенности конструкции штучного, мозаичного паркета, паркетных щитов и паркетных досок.
1.12.3 Материалы, применяемые для паркетных изделий. Требования к качеству паркета.
1.12.4 Оборудование для производства паркетных покрытий
1.12.1 История паркета. Чертозианская мозаика.
Появление первых паркетных полов относиться к XVIII веку.
В средние века существовала особая разновидность интарсии – чертозианская мозаика (от названия итальянского монастыря «Чертоза Павийская», где расцвело это искусство). Чертозианская мозаика покрывала предметы сплошным геометрическим узором. В настоящее время этот вид интарсии чаще называется «блочная мозаика». Изготавливаются подобные наборы путем склеивания тонких брусков разного сечения и цвета таким образом, чтобы в торце бруска образовался узор. Затем брусок распиливается поперек на тонкие пластинки, которыми обклеиваются украшаемые плоскости (рисунок 2.14.1). Такими пластинами покрывались полы, что послужило появлению паркета. Долгое время такие полы были принадлежностью только пышных залов, официальных учреждений, имений знати.
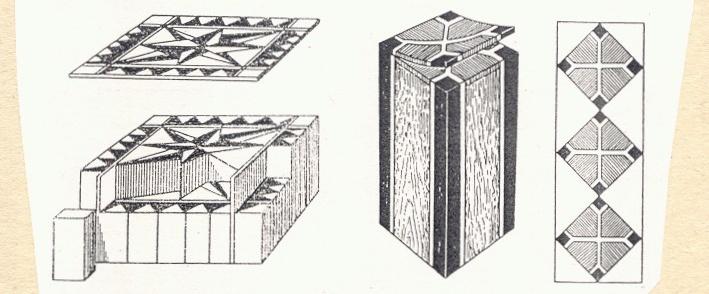
Рисунок 12.1 – Блочная мозаика
1.12.2 Особенности конструкции штучного, мозаичного паркета, паркетных щитов и паркетных досок
В настоящее время современные технологии позволили существенно упростить как процесс изготовления паркетных покрытий различного вида, так и процесс настилки таких полов.
Паркетные полы состоят из покрытия, прослойки, стяжки, подстилающего, тепло- и гидроизоляционного слоев.
Для паркетных покрытий применяют паркетные доски, щиты, штучный и мозаичный (наборный) паркет.
Наружная плоскость планок, образующая лицевое покрытие пола, называется лицевой пластью, длинные боковые стороны — кромками, а короткие — торцами.
Штучный паркет представляет собой однородные планки из ценных пород древесины высших сортов лесоматериалов. Планки имеют на кромках и торцах паз и гребень, для соединения между собой. Особые требования предъявляются к верхней внешней стороне пластины - на ней не допускаются царапины, трещины, сучки. Точность изготовления гребней и пластин определяют качество поверхности паркетной кладки. Если гребни и пазы не выполнены с надлежащим качеством, то это потребует значительных усилий по доводке пола - циклевке и шлифовке после укладки паркета. Штучный паркет (ГОСТ 862.1 — 85) состоит из паркетных планок, которые в зависимости от профиля кромок делятся на два типа; П1 — с гребнями и пазами на противоположных кромках и торцах, П2 с гребнем на одной кромке и пазами на другой кромке и торцах.
Мозаичный (ГОСТ 862.2 — 85) представляет собой набор зафиксированных элементарных квадратов равных размеров,уложенных в шахматном порядке.
Мозаичный паркет выпускается двух типов: П1 — наклеенный лицевою
стороной на бумагу, которая снимается вместе с клеевым слоем после настила паркета на основание пола, П2 — наклеенный оборотной стороной на эластичный (звукоизоляционный) биостойкий материал, который остается в конструкции покрытия пола настила паркета. В качестве эластичного материала применяются битумированные древесноволокнистые плиты, плиты из резиновой крошки. Мозаичный паркет выпускается в виде квадратов размером 400400; 480480; 520´520; 600´600; 650´650 мм.
Паркетная доска представляет собой основание, на которое наклеены деревянные планки или квадраты из шпона, имеющие на боковых и торцовых кромках пазы и гребни.
По конструкции паркетные доски (ГОСТ 862.3—85) бывают двух типов: П Д1, ПД2, ПД3. Во избежание коробления доски основания должны иметь несквозные продольные пропилы глубиной 16 (для типа П1 и 9 мм (для типа П2). Расстояние между пропилами 20...30 мм. Паркетные планки и квадраты шпона наклеивают на основание в виде различных рисунков. Предельные отклонения паркетных досок допускаются по длине ±0,5, ширине ±0,3, толщине ±0,2 мм.
Паркетный щит (ГОСТ 862.4—85) состоит из основания, на которое по определенному рисунку наклеено лицевое покрытие из паркетных планок или квадратов шпона. На кромках щитов делаются пазы и гребни, а также пазы для соединения щитов между собой на шпонках.

Рисунок 12.2 – Паркетная доска ПД3
В зависимости от конструкции основания и используемых материалов щиты выпускаются следующих типов: ПЩ1 ПЩ2 ПЩ3 ПЩ4 Основание щитов типа П1 состоит из рамочной обвязки, в углах соединенной на клею на открытый сквозной одинарный шип, и реек заполнения, закрепляемых в пазах брусков обвязки на прямой несквозной шип. Рейки между собой и в пазах не склеивают. Основание щита типа П2 состоит калиброванных реек, оклеенных с обеих сторон лущеным шпоном толщиной 0,95; 1,15 или 1,5 мм.
Основание щита типа П3 состоит из древесностружечной плиты, оклеенной с двух сторон лущеным шпоном толщиной 0,95; 1,15 или 1,5 мм, а основание щита типа П4 — из двух слоев калиброванных реек, уложенных во взаимно перпендикулярном направлении.
По виду лицевого покрытия щиты бывают следующих типов: П — облицованные паркетными планками толщиной 6, шириной 20...50, длиной 100...400 мм, Ш — облицованные квадратами строганого или лущеного шпона толщиной не менее 4, шириной 100,..200 и длиной 100...200 мм, РШ — облицованные квадратами ребро склеенного шпона того же размера, что и квадраты типа Ш.