

ГОСы ТХОм-51 2013 / ТМОХИ Жуйков
.pdf1 Начертите схему операции растачивания отверстия. Покажите поверхности заготовки и размеры сечения срезанного слоя. На что оказывают влияние «а» и «б»
t,s – технологические параметры (величина припуска и подача), не характеризуют процесс резания. На процесс влияют физические параметры а и в – толщина и ширина срезаемого слоя.
а опред-ся по перпендик-ру к главн режущ кромке. Влил на степ пластич деформ (увел а, то уменьш степ деформ, нагрузки на инстр, облегч пр-с резания) а = S* sinφ – величина оказывает влияние на характер стружкообразования, на усадку стружки – отношение толщины или длины стружки
к величине срезаемого слоя – величина пластической деформации., усадка влияет на режимы резания. Так как толстая стружка деформируется меньше, нужно увеличивать а (за счет угла), так как подачу мы не можем увеличить.
в – длина активн части режущ кромки (рабочей). Влил на усл-е теплообмена (увел в→усл теплоотв лучше→уменьш t0 в зоне рез). в = t/ sinφ; в – оказывает влияние на теплоотвод, при меньшей температуре лучше работает инструмент
F=S*t=a*b – площадь срезаемого слоя; а = S* sinφ; в = t/sinφ
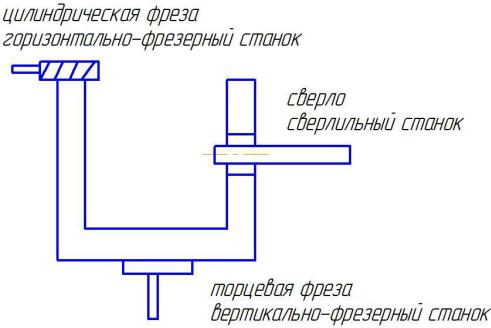
2. Что называется операцией техпроцесса? Какие операции необходимы для обработки корпуса, имеющие плоские, фасонные и резьбовые отверстия? На каких станках они могут быть обработаны?
Техпроцесс делится на операции.
Операция – законченная часть техпроцесса, выполненная на одном рабочем ходе. Она номеруется и определяется время.
Операции делятся на технологические переходы.
Переход – законченная часть операции, которая хар-ся постоянством обрабатываемой поверхности, применяемого инструмента и режимов произ-ва.
Рабочий ход – часть перехода, состоящая из однократного перемещения инструмента относительно заготовки при котором снимается один слой металла.
Установ – часть операции, выполняемая при одном и том же закреплении заготовки.
Плоская поверхность может быть обработана на различных станках. Например, строгальный станок: нельзя обрабатывать с высокой скоростью, а при низких скоростях будет небольшая производительность. Поэтому обрабатывают на фрезерном станке. Если требуется высокая точность – на плоско-
шлифовальном станке.
Фасонная поверхность:
- на токарном станке, если детали вращения типа «ось» фасонным резцом;
- на фрезерном станке, но фреза д/б фасонная (фасонный инструмент: форма д/б зеркальной копией поверхности, которая д/б получена)
- на шлифовальном станке; - на протяжном станке.
Резьбовые отверстия:
-на токарном станке (резьбовой резец). Инструмент должен соответствовать профилю резьбы;
-на резьбофрезерном станке;
-на сверлильном (метчиком или плашкой);
-на резьбонарезном станке(метчиком).
На резьбовом подача=ходу нарезаем резьбы Необходимые операции: фрезерование, строгание, шлифование, про-
тягивание, растачивание, сверление, развёртывание, зенкерование, зенкование, резьбонарезание.
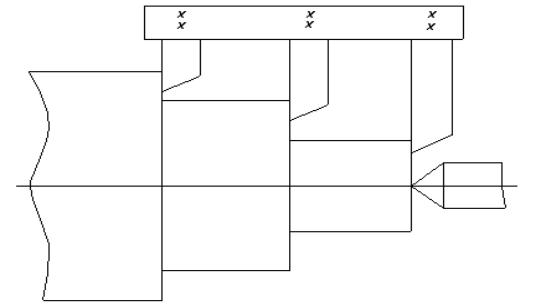
3. Что называется проходом и от чего зависит количество проходов? Начертите схему сложного перехода при точении
Каждая операция мех. обработки состоит из переходов. Переход – часть операции, выполняемая одним или несколькими инструментами одновременно, в результате кот. образуется некоторая поверхность.
Простой переход – выполняется 1 инструментом(пов-ти обраб-ся по очереди).. Сложный – осуществляется одновременно несколькими инструментами или комбинированным инструментом. (обраб-ся несколько пов-тей одновремен). Осущ на многорезцовых станках.
Проход – часть перехода, чаще всего простого, при кот. снимается 1 слой обрабатываемого материала без изменения настройки станка. Возможна однопроходная обработка(грубая, не треб выс точ разм и шерох-ти), но чаще бывает не один проход.
Количество проходов зависит от заданного кач-ва обр-ки и от величины припуска (который в свою очередь зависит от способа получения заготовки), а также от требуемой шероховатости, структуры поверхностного слоя металла, требуемой точности размеров, от мощности станка.Если требов-я невысок, а припуск невелик, то переход выполн за 1 проход. Если припуск оч большой, за 1 проход его не снять, тогда делят припуск на нес-ко проходов.
Сложный переход
4. Виды баз.
Базой называется поверхность, или заменяющее ее сочетание поверхностей, ось, точка, принадлежащие заготовке или изделию и предназначенные для придания изделию или детали требуемого положения в пространстве относительно выбранной системы отсчета. Процесс придания изделию или детали требуемого положения в пространстве называется базированием.
Разновидности баз:
По назначению:
1. конструкторские (основные; вспомогательные)
основные базы принадлежат данной детали и определяет ее положение.
Вспомогательные - принадлежат данной детали и определяют положение присоед. деталей.
2. измерительные (определяют положение делали и средств
измерения). На чертежах от этих баз опр-ся размеры; 3. технологические (опр-ют положение заготовки при ее изго-
товлении)
По принимаемым степеням свободы:
1.установочные (лишает 3х ст.свободы: перемещение вдоль одной оси и вращение отн. 2х осей)
2.направляющая (лишает 2х ст.свободы: поворот вокруг одной оси и поворот вдоль оси)
3.опорная (лишает одной ст.свободы: или перемещения или
поворота вокруг оси)
1.* двойная направляющая – база лишает 4х степеней свободы (для цилиндра)
2.* Двойная опорная база заготовки, лишающая её перемещений вдоль осей X и Y
Принципы назначения черновых и чистовых баз при ме-
ханической обработке.
Базы выбираются из принципа совмещения и постоянства баз. Принцип совмещения: при обработке заготовки в качестве
технологических баз следует выбирать поверхности, являющиеся конструкторскими или измерительными базами.
Принцип постоянства: предусматривает использование одной
итой же технологической базы на всех операциях.
1.Черновые – те поверхности на которые мы устанавливаем деталь на первые операции мех.обработки. (литье, штамповка)
Правила выбора черновых баз:
-используется только один раз, что бы получить чистовую;
-для ЧБ выбираем поверхность с большей площадью;
-ЧБ должны быть по возможности ровными, чистыми, не иметь литников
-если с какой то поверхности нужно снять припуск, то эту поверхность желательно использовать в качестве ЧБ;
-если на детали есть поверхость, которая не обрабатывается, то их и нужно выбирать в качестве черновых;
-если нет ни каких поверхностей, который удовлетворяют вышеперечисленному, то выбираем спец, которые потом удалятся (вспомогательная база)
2.Чистовые базы – обрабатываемая поверхность на которую устанавливается деталь на 2ой и последующих операциях.

-можно использовать многократно (принцип постоянства баз)
-за чистовые базы, установочные, нужно брать поверхности пред-
ставляющие собой совокупность технологической, конструкторской и измерительной баз ( принцип совмещения баз)
- Чистовые базы должны быть по возможности точными и чистыми.
Схема базирования детали призматической формы
ПРАВИЛО 6 ТОЧЕК. В течение всего времени обработки заготовка должна сохранять определенное положение на станке относительно инструмента. Для этого нужно исключить 6 степеней свободы: 3х поступательных движений и 3х вращательных движений. Лишение всех степеней свободы достигается установкой детали на 6 опорных точек в 3х взаимно перпендикулярных плоскостях.
1,2,3 – главная установочная база (I) (на основании) – наибольшая по площади пов-ть, лишает деталь 1 поступат. И 2 вращат. движений.
4,5 – направляющая база (II) – наиболее протяженная пов-ть заготовки, лишает ее 1 поступат. и 1 вращат. движения
6 – опорная база (III) – лишает деталь 1 степени свободы – поступат. перемещения.
Пример расположения опорных точек на призматической заготовке в проекциях с комплектом баз I, II, III
4.Перечислите исходные данные и этапы проектирования техпроцесса.
Исходные данные для разработки техпроцесса являются:
-чертеж или рисунок изделия
-программа выпуска (сколько штук в год выпустить)
-сведения о наличии технол. оборудования, приспособления, режущего и измерительного инструмента.
Этапы проектирования техпроцесса:
При разработке т/п решаются следующие задачи:
-изучается рабочий чертеж детали, производится анализ на технологичность;
-установить тип производства;
-выбор метода получения заготовки;
-разработка плана мех.обработки (последовательность выполнения операций);
-назначение припусков на мех.обработку в зависимости от точности –
по справочнику;
-выбор оборудования, приспособлений, инструмента;
-назначение (расчет) режимов резания;
-расчет машинного времени на операции;
-оформление технол. документации (титул.лист, маршрутная техно-
логия, технол.карты с эскизами обработки для каждой операции). Принимается наиболее экономически приемлемый вариант тех-
процесса

6 Дайте характеристику мелко- и крупносерийного производства. Приведите примеры художественных изделий, характерных для этих видов производства
Мелкосерийное производство приближается по своим технологическим особенностям к единичному. В нем применяют преимущественно универсальное оборудование, универсальный рабочий и измерительный инструмент, станки по группам. Изд-я: различн по индивидуал заказу, различн фигурки, рельефы.
В крупносерийном производстве наряду с универсальным оборудованием достаточно широко применяют оборудование специального назначения и агрегатные станки. Оборудование в цехах располагают не по группам станков, а по ходу техпроцесса. Наряду с универсальным применяют специальный рабочий инструмент, предельные калибры и контрольные приспособления. Обработку заготовок выполняют на предварительно настроенных станках.
Изд-я: подстаканники, ложки, фоторамки, сувениры
В мелкосерийном производстве размер партии обычно составляет несколько единиц, в среднесерийном — несколько десятков и в крупносерийном — несколько сотен деталей.
Заготовки во время работы хранят у станков, а затем транспортируют партией на следующие рабочие места. Хранение заготовок и деталей перед отдельными видами обработки, перед узловой и общей сборкой осуществляется на промежуточных складах или специальных площадках.
При переменно-поточной обработке за каждым станком линии закреплено по нескольку операций для технологически однотипных деталей, запускаемых в обработку попеременно. В течение определенного периода времени (обычно несколько смен) на линии ведется поточная обработка одной заготовки. Затем ее переналаживают для обработки другой прикрепленной заготовки. Приспособления для пере- менно-поточных линий закреплены на станках постоянно. Их конструируют так, чтобы в них можно было обрабатывать заготовки всей прикрепленной группы. Это значительно сокращает время переналадки линии. Часто ее выполняют в перерыве между сменами.
При групповой обработке на каждом станке линии одновременно осуществляют несколько операций разных технологических процессов. Это обеспечивается применением специальных многоместных приспособлений. При групповой обработке повышается загрузка оборудования, а линия работает без переналадки станков. Число деталей в группе от двух (линии для обработки спаренных деталей, например, выпускного и впускного клапанов) до восьми.
7. Перечислите наиболее распространенные виды и методы получения заготовок.
Выбор заготовки оказывает большое влияние на ход тех.процесса и эксплуатационные свойства деталей.
Виды заготовок:
-прутки постоянного и переменного профиля;
-литые (в землю(ед.,мелкосер.), в кокиль(массовое производство), по
выплавляемым моделям, в оболочковые формы, центробежное, под давлением(массов)); необход снимать корку с включ окалины
-прокат(получение детали из прутка(трубчатый прокат,уголок)) различного профиля (двутавр, швеллер);
-заготовки, получаемые комбинированным способом (ковка и сварка, прокат и сварка);
-ковка;
-метод порошковой металлургии (для получения режущего инструмента).
-прессованием (пластмассы);
Способы получения заготовок зависят:
-от размеров;
-от вида производства;
-от требуемых эксплуатационных свойств;
-от формы детали (сложные – литье, простые – ковка);
-от экономической целесообразности.
8. Что такое общий и операционный припуск на мех обработку? От чего ни зависят и как определяются?
Припуск – это слой Ме, снимаемый при обраб-ке детали. Припуски разд. на общие и межоперац-е.
Общий припуск снимается в течении всего процесса обработки данной поверхности – от размера заготовки до окончательного размера готовой детали.
Межоперационный припуск, который удаляют при выполнении отдельной операции (припуск бывает на сторону и на диаметр)
Припуски бывают симметрич. и ассиметричные.
Припуск должен иметь величину, обеспечивающую выполнение необходимой для данной детали обработки, при удовлетворении установленных требований к шероховатости и качеству поверхности металла, точности размеров детали при наименьшем расходе металла и наименьшей себестоимости детали.
Двустор прип – цилиндр пов, операц прип на диаметр=2*Zi=øзаг-øдет; одностор прип – плоск пов-ти.
2 метода выбора прип: Расчетно-аналитический метод позволяет более правильно назнач вел-ну припуска и, учитывая все факторы, по-
луч оптим знач-е припуска. Определение величины припусков
Суммарный припуск слагается из:
1 Толщины дефектного поверхностного слоя, возникающего на предыдущей операции ( заготовительной или механической обработке.) 2 Припуски на все промежуточные операции, учитывающие влияние ряда факторов:
а) погрешность формы; б) пространственные отклонения; в) погрешности установки;
г) операционные допуски на размеры; д) класс шероховатости поверхности;
суммарный припуск для обработки плоских поверхностей рассчитывается:
Zmin RZii1 Ti1 i1 i , где
Zmin минимальный припуск на обработку отдельно расположенной поверхности;
RZi 1 величины шероховатости, полученной на предыдущей операции
Ti 1 величина дефектного слоя;
i 1 из погрешности формы и пространственных отклонений, пришедших с предыдущей операции;
i погрешность установки детали на данной операции;
i- Номер операции
Табличный метод основан на исп-ии производствен опыта, на основании кот составлены табл, где д/каждого вида обр-ки приводится знач-е припуска, но для учета дополнит факторов, табличн знач-я припусков всегда больше расчетных в 1,5…2 раза.
Факторы, влияющие на величину припуска:
1) материал заг (у литых заг необх снимать тв корку с включением окалины 1-3мм; у поковок для угл ст 1,5мм, для легир 2-4мм; для штвок толщ обезугл слоя 0,5-1мм)
2)конфиг и размеры заг выраж в короблении заг и налич лит и штамповочных напусков
3)вид заг и сп-б ее изгот – прип в заг из проката меньше, чем в заг, получ литьем, ковкой и штамповкой
4)треб в отнош мех обр-ки – д/каждой промежут опер необх остав-
лять прип, сним-ый реж инстр-ом за 1 или неск проходов. При т/о деталь дефор-ся, раз-ры измен→надо увел раз-ры припусков на мех обрку
5) технич усл в отнош кач и класса шерох пов-ти, точ размеров и взаим распол пов-ей. Чем выше требов-я, тем больше переходов обрки, тем больше припуски.
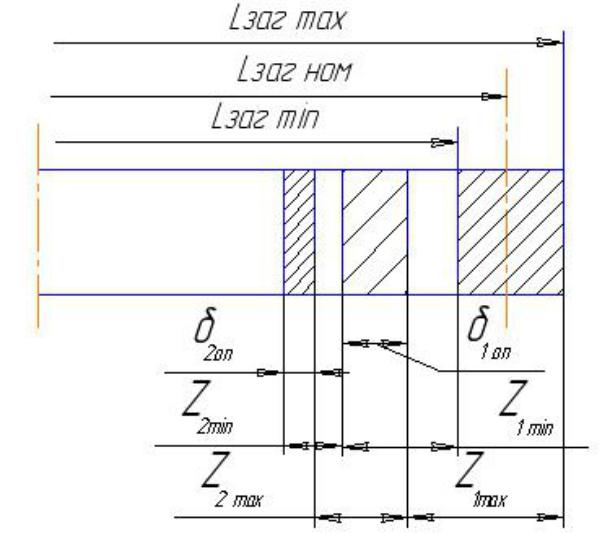
Схема расположения припусков и допусков