

ГОСы ТХОм-51 2013 / ТИХИОД Земцов
.pdfВолоки в виде досок имеют несколько названий: волочильная доска, фильерная доска или «циайзен». При протягивании вручную заготовки захватываются специальными
клещами с плоскими губками, на рабочие части которых нанесена мелкая насечка. Машинная протяжка осуществляется на волочильных станах. Волочильные станы в основном подразделяются на барабанные и цепные. Барабанные станы служат для волочения проволоки и труб небольшого диаметра, наматываемых на бунты. Исходная заготовка в виде бунта укладывается на вертушку 1. Предварительно заостренный конец проволоки пропускается через отверстие волоки 2 и закрепляется на барабане 3, который приводится во вращение от электродвигателя через редуктор и зубчатую передачу 4.
Цепные станы также применяются для волочения прутков и труб, намотанные в бунты. Конец прутка пропускается через отверстие волоки 2 и захватывается клещами 5, закреплёнными в каретке 6. Каретка через тяговый крюк 7 перемещается пластинчатой цепью 8, приводимой в движение от звёздочки 9, которая вращается от электродвигателя 11 через редуктор 10.
Технологический процесс обработки волочением.
В технологический процесс обработки волочением обычно входятс ледующие операции:
1)предварительная термообработка заготовок для создания структуры металла, благоприятной для волочения (обычно отжиг);
2)заострение концов заготовок, которые вводят в волоку и захватывают клещами; заострение осуществляют обжимкой в
вальцах или ковкой в горячем состоянии;
3)травление заготовок в кислотных или иных растворах в случае наличия на них окалины с последующей промывкой и сушкой;
4)нанесение на заготовку и волоку смазки (пчелиный воск, мыло, минеральные масла);
5)волочение за один или несколько проходов с промежуточной
термообработкой для снятия наклепа;
6)термообработка после окончательного прохода;
7)отделочно-доделочные операции (правка, разрезка,
полирование и т.п.).
В ювелирном производстве волочение проволоки и трубок осуществляется в основном вручную. Ручное волочение
проволоки
В этом случае конец заготовки отвальцовывается или опиливается на конус nак, чтобы он свободно проходил в несколько отверстий меньшего сечения на расстояние захвата цицангами. Этот конец называется захваткой. Предварительно смазанную захватку продевают в отверстие жестко закрепленного циайзена на расстояние свободного захвата. Затем равномерным натяжением вся проволока протягивается через фильер. Когда захватка перестанет проходить в очередное отверстие, конец проволоки снова запиливается. В процессе протяжки необходимо следить за тем, чтобы во избежание обрыва проволока до входа в отверстие не перекручивалась и не перегибалась. Для снятия наклепа при волочении, например, проволоки из золотых и серебряных сплавов с d = (1,2…0,3) мм требуется два-три промежуточных отжига.
Ручное волочение трубок
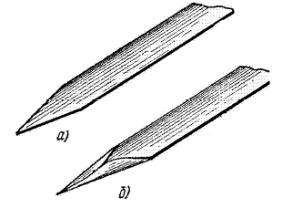
Волочение трубок производится из предварительно прокатанных лент. Ширина ленты принимается равной длине окружности сечения трубки по средней линии. Причем для мягких материалов дается припуск 0,2 – 0,3 мм на вытяжку и уплотнение. Длина ленты выбирается с учетом длины заготовки. Для изготовления захватки один конец ленты обрезается клином (рисунок 5 а) и заворачивается в конусную трубку (захватку) (рисунок 5 б). Эта операция производится на секенайзене – металлической плите с желобками, или на деревянной основе. Затем захватка и начальный участок ленты смазывается с внешней стороны и протягивается через отверстие волоки (фильеру). При этом лента сворачивается в свободную трубку. Размер отверстий выбирается с таким расчетом, чтобы края трубки не были плотно сомкнуты.
При протягивании через очередное отверстие необходимо следить за затяжкой шва (фуги) трубки. При перетяжке трубки с внутренней стороны шва может образоваться продольная складка.
Волочение производится с промежуточными и обязательно с окончательным отжигом заготовки.
РисунокЗаготовка для волочения трубки (а – конец заготовки обрезан клином, б – конец заготовки завернут в захватку)

13. Сущность процесса прокатки, рабочий инструмент, |
|||||||||
показатели ,α,λ. Сортамент прокатного производства. |
|
|
|
||||||
Прокатка-один из наиболее распространённых методов ОМД,при |
|||||||||
котор.Ме |
пластически |
|
деформируется м/у вращающимися |
||||||
валками,например до 75% всей стали обр-ся прокаткой.Метод |
|||||||||
осуществляется |
как |
в |
холод. |
Состоянии,так |
(чаще) |
и |
в |
||
горячем(горячекатаный). |
|
|
|
|
|
|
|||
Прокат-изделия или полуфабрикаты,получаемые прокаткой. |
|
|
|||||||
Все изделия получаемые прокатом делятся на 4 гр: |
|
|
|
|
|||||
1.Листовой прокат:толстолистовой>4мм,прокатывается в горячем |
|||||||||
состоянии. |
|
|
|
|
|
|
|
|
|
2.Тонколистовой-толщина до 4мм,как в горячем так и в холодном |
|||||||||
состоянии. |
|
|
|
|
|
|
|
|
|
сортовой прокат:-простой с простой геом.формой.(○,□, |
) |
|
|
||||||
-профильный прокат( |
|
, |
|
|
|
|
|
||
)
3.Трубный прокат:Шовные безшовные трубы.
4.Переодический и др. спец прокат Применяется 3 основных способа прокатки:
1)Продольная-наиб.распространённая,прокатываются листы,сортовой прокат,шёвные трубы.
2)Поперечная прокатка-изготавливаются переодич.и другие спец. Прокаты.
3)Поперечно-винтовая пр-ка:изготавл. бесшовные трубы.
Сущность и область применения продольной, поперечной, винтовой прокатки.

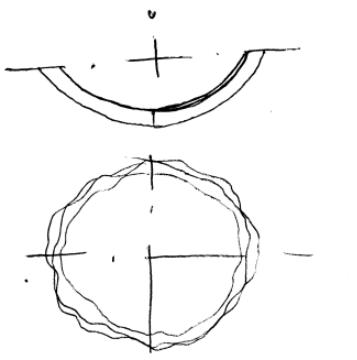
Продольная прокатка осуществляется с помощью 2-ух валков,имеющ гладкие цилиндрические или профильные рабоч. повти.
H,h-толщина заготовки до и после проката. a b c d-зона деформ.
a α, с-дуги захвата заготовки валками.
Угол α (15-24) |
)-угол захвата. |
|
|||
Параметры: |
|
|
|||
1. |
Н=Н-h-величина абсолют.обжатия. |
|
|||
2. |
λ= |
|
-коэффициент вытяжки,где |
-площадь поперечного |
|
|
|||||
сечения заготовки до до и после прокатки
Для обеспечения протягивания заготовки валками должно выполняться условие захватываемости,котор определяется следующ. образом:
Условие захвата при прокатки,обеспечив-е протягивание заготовки.
К-т трения м/у валками и заготовкой д.б. больше tg угла захвата
1,2-верхние нижние неподвижные валки
3-заг-ка.
При изготовлении сортового проката на валках выполняются канавки(ручьи).Совокупность 2-ух ручьёв наз.калибром.Прокатка осущ-ся в нескольк калибрах с рпостепенным приближен.формой и размером попереч сечения к задан.требуемым.Пр:прокатка 6-
ти гранника в 3-ех калибрах.
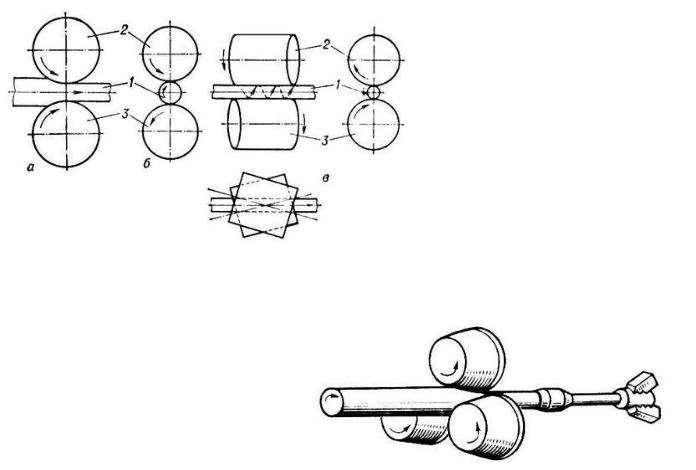
1,2-верх,нижн.валки,3,4-оси валков,5-ручей,6-совокупность 2-ух ручьёв-калибр
Совокупность 2-ух раб.валков и станины-рабочая клеть. Технология и министаны винтовой прокатки предназначены
для обработки давлением методом горячей радиально-сдвиговой деформации сплошных заготовок круглого сечения и получения готового проката с высокими требованиями к точности и чистоте поверхности из углеродистых, легированных, высоколегированных сталей, а так же цветных металлов и сплавов, включая сплавы титана и циркония.
-гибкое производство точных круглых прутков мелких и средних сечений малыми и сверхмалыми партиями;
-формирование экономной структуры использования металла, вовлечение в хозяйственный оборот немерных остатков;
-производство мелких профилей из цветных металлов и сплавов прокаткой в труднодоступном диапазоне диаметров
10...60мм;
-НИОКР по новым материалам в качестве эффективного и доступного средства горячей пластической деформации.
Поперечная Прокатка служат лишь для обработки тел вращения. При поперечной Прокатка металлу придаётся вращательное движение относительно его оси и, следовательно, он обрабатывается в поперечном
направлении.
Прокатка называется также поперечновинтовой, а если
больше - продольно-винтовой. Поперечная Прокатка применяется для обработки зубьев шестерён и некоторых др. деталей, поперечно-винтовая - в производстве цельнокатаных труб, шаров, осей и др. тел вращения (рис. 2). Продольновинтовая Прокатка находит применение при производстве свёрл.
Прокатка сварных(шёвных)труб и бесшовных труб.
Прокатка шёвных труб осуществляется в 12 калибрах с послед. Сваркой,после сварки труба под-ся окончательной правке в калибровочных валках.
Пос-ть изменен.формы заг-ки при прокатке трубы в 6-ти калибрах.
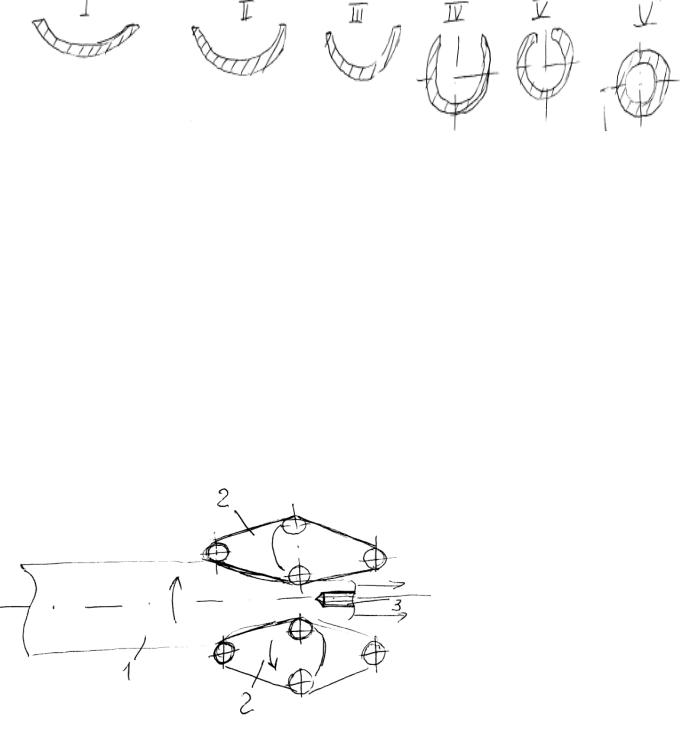
Заготовкой является Штрибс,имеющий фурму ленты,длина и ширина которой=соответственно,длине и толщине стенки трубы,а ширина длине окружности поперечн.сечения трубы.
Сварка при этом м.б. печной в стыках электросваркой,газовой сваркой,сваркой электросопративл,и т.д.
Печная сварка встык осущ-ся в нагретом состоянии в последнем колибре за счёт давления действующего при прокатке от одн. Кромки трубы к др.Однако такой способ сварки имеет огранич.тех.воз-ти по длине трубы и толщине её стенки(в стык) этим способом свариваются толстостенные трубы.
Др.способы сварки электрогазовая сварка позволяет изготовить более длин.трубы с толщиной стенки до 0,15 мм.
Прокатка бесшёвных труб.В качестве заг-ки исп-ся круглая или гранёная поковка,катан.прутки большого диаметра.Про-ка осущ-ся за 2 этапа:
1.В сплошной заготовке поперечно-винтов прокаткой вып-ся сквозн.отверстие.В кач-ве ин-та ис-ся бочкообразные валки,располагаемые под угл.10-15 и,вращающ. В одну сторону.
1-исх.заг-ка,2-валки,3-игла или оправка.
При такой схеме нагружения заг-ки одновременно сообщаются вращат.и
поступат.движениями.Кроме того внутри заг-ки созд-ся растягивающие напряжения,направленные от центра к наружной поверхности,что существенно облегчает прошивку отв-я оправкой(3)
1)В рез-те получается коротк.толстостен. гильза.
2)Осущ-ся прокатка гильзы в трубу,требуемого α и толщины. - по 2-ум основным схемам
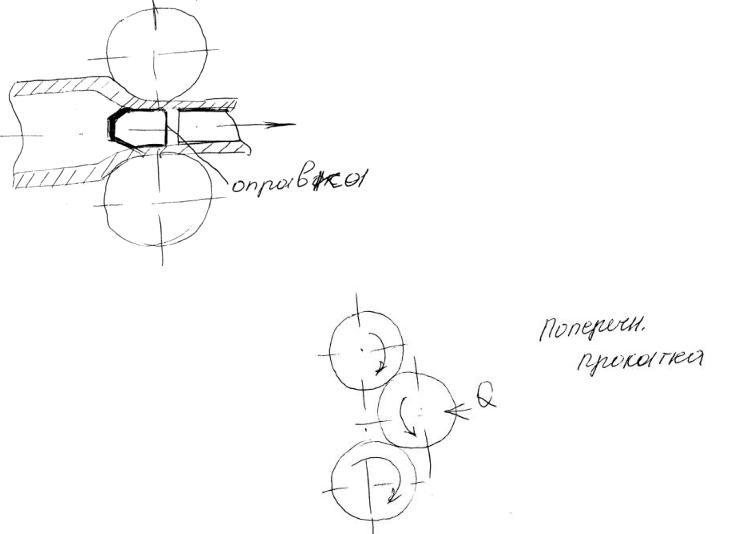
- по схеме продольн.прокатки или прокатке труб.
Прокатка осущ-ся в неск.калибрах с поворач. Заг-
ки на 90 для улучшения формы и р-ра поперечн.сечения.
По схеме реализуемое на прокатных станках «Дуо» с использованием валков с перемен.рабоч.профилями.
Переодический прокат,а так
же некотор. Виды спец. Проката получают поперечной прокаткой.
Поперечная пр-ка:
14. Выколотка (дифовка).Чеканка.
Специальн.методы ОМД применяюся при изготовлении худ-х изделий.
Выколотка или дифовка-один из древн.видов об-ки Ме,применяемый для создания из листов Ме полого объёмного изделия.Толщина Ме не привыш.2мм.От чеканки дифовка отличается тем,что вып-ся молотком.
Обр.Ме:Золото,серебро,медь и её сплавы,Аl,и его сплавы,никилиевые сплавы.Остал.Ме дифовкой об-ся редко.
Два основных способа вык-ки: 1.Свободн.выколотка.Три основн.опер-ии:
-расплющивание заг-ки-осущ-ся на наковальне равномерн.ударами молотка по всей пов-ти.При этом уменьш-ся толщина заг-ки и увелич-ся её площадь.Если же заг-ку расплющить только в центр части то она будет преобретать форму близкую к сферической,в месте удара вогнут.(т.к. края загки не поджчиняются деф-ии и поэтому предпочитают увеличение диаметра.)
-сгибание-осущ-ся на ребре наковальни по радиусу прямой,сложной кривой,что применяется для изготовлен изделий сложн простр. Формы.
-осадка Ме-применяется для увеличения толщины торца полого изделия с целью увеличения его жёсткости.
Края заг-ки гофрят,затем гофры осаживают,гофры д.б.широкими и невысокими во избежании складок при осадкие
2.вык-ка по
применяется
барельефов,хрупк.монументальных фигур,скульптур.
Ме:Сu,Аl,их сплавы толщиной 1-2 мм,коррозия ст-я сталь толщ.0,5 мм
При изготовл.дан.изделий дан способом значит уменьшается расход Ме по сравн. С литьём,из-е существ меньше по массе,удобн. в перевозке,прочны и долговечны.Пр:Статуя свободы146+93,матер-л 2 мм толщиной Бертольди 1886г.
Послед-ть выполнения:
1.По авторскому оригиналу выпол-т цементную либо бетонную фигуру.
2.Для отдел. Частей изд.раскраив-ся материал с учётом изменения размеров при последоват.высадке и осадке.
3.Медн сплавы из стали отжигают.
4.Листов.заг-ку об-ют резин,деревян,тектовит,молотком с переодич.отжигом.5.Осущ-ют сборку деталей и монтаж издел. При подготовке отдельн частиц излишки Ме обрезают или обпиливаютЛисты подгон.встык и сваривают,швы зачищают.
Чеканка. |
|
|
|
|
|
|
Чеканка-явл.одн.из древн.способов об-к Ме при |
|
из-ии |
||||
различн.изделий |
от |
миниатюрн.ювелирн.украшений |
до |
|||
многомонументальных |
скульптур.Техн.возм-ти |
метода |
||||
рассматрив-ся |
отделки |
фона |
до |
проработки |
|
точных |
деталей,элемент портрета. Раз-ть:
1-плоская чеканка,когда худож.пр-е из листового Ме.
2-чеканка по литью,когда чеканкой завершается сложн форму отливки Ме.Материал пластичн листы толщ в пределах от 1 до 4
мм например,Сu и все её сплавы. |
|
|
|
3.Серебро,Аlсплавы. |
|
|
|
4.Мало-углеродистые |
сплавы |
явл.значит |
более |
пластичными,поэтому примен-ся в изготовлении художественных изделий,не треб. деталировки.
5.Корроз-стойкие стали имеют красивый внешний вид,но чеканить трудно,поэтому применяется для из-я крупных изделий.
6.Чистый Тi:имеет красив вид,не под-ся коррозии,применен такое же,
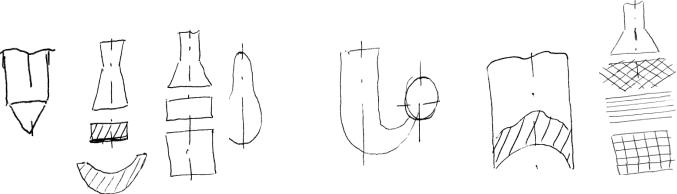
ин-т чекан в виде стальных ступицей длиной 120-170 мм,утолщ.в средней части и утоньш.рабоч частью,наконечник частью,инструм.стальУ8А,У10А.Рабоч часть чеканов затачивается
|
разновидности чеканов: |
|
|
|
|
1 |
2 |
3 |
4 |
6 |
5 |
1.Конфарники имеет заостр.концы в виде туп иглы.применяется для перевода рисунка с бумаги на Ме.
2.Расходники.Для выполнения рисунка по точкам конфиг.Рабоч часть в плане может иметь форму прямой,дуги,окр-ти
3.Лощатники-служат для выравнивания пов-тей.М.б.гладкими и шероховатыми.
4.Пурочники-имеют рабоч часть в виде сферы,для получения ямочной фактуры.
5.Трубочки имеют вогнутую полушаровую рабоч.часть для получения сферич.отпечатка иметир.зерно

6.Ресунчатые чеканы по форме напоминают лощатники,но дают рисунчатые отпечатки в виде решёток полос штрихов
7.Сапожок применяется для получения форм трения на рельефе.
8.Верёвочки для получения иллюзии шнура
9.Фигурные чеканы применяются для выполнения орнамента цветы,листья,разетки.
10.Трещётки-применяются для чеканки объёмных тонкостенных изделий.
1-основание,2-шарнирная стойка,3-полая заготовка,4- штанга,сменный боёк,6-указатель,7-линейка,8-ударн.часть.
11.Сечки-остро заточенные чеканы с прямой или радиусной раб частью для протыкания фона
Вспомогат материалы используемые для чеканки:
Смола для закрепления листового материала,свинцов листы для выколотки рельефа,Стальной чугун,плиты для выравнивания фона для выпллнения плоских чеканок.