

4.Организация временной задержки.
Для задач автоматизации технологических процессов, требующих значительных временных задержек, обычно используют специальную подпрограмму временной задержки, основанную на организации циклического участка программы, число повторений которого, а следовательно, и время определяется константой вводимым в программу оператором.
Алгоритм организации задержки и программа одного из вариантов, позволяющая при введении константы от 1 до FFFF получить задержки от 63,5 Мкс до 0,786 с, приведены на Рис.8 и в следующей таблице.
В начале программы в стек загружается содержимое регистра флагов (PSW) регистров пар ВС и RL, которые будут использоваться в подпрограмме. Константа временной задержки может вносится непосредственно в регистры, но более удобно хранить её в ячейках памяти,
а первый адрес ячеек памяти загрузить в регистровую пару HL.
Время задержки может быть вычислено по количеству тактов выполнения всей подпрограммы. Так для приведенного примера можно записать:
ΔТ = 11 + 3 + 10 + 7 + 5 + 7 + С (5 + 3 + 4 + 10) +10 3 + 11 = 103 + С 24,
где: С – константа указывающая на количество циклов внутри подпрограммы. Если С = FFFF, то ΔТ = 1572840, при частоте работы МП, равной 2 МГц, имеем:
![]()
Программа 3
|
АДРЕС
|
МАШ.КОД |
МЕТКА |
МНЕМОКОД |
ОПЕРАНД |
КОМЕНТАРИИ |
КОЛИЧЕСТВО ТАКТОВ |
|
2300 |
F5 |
TIME |
PUSH |
PSW |
Загрузка в стек содержимого регистров флага ВС и R загрузка в HL. Адреса временной задержки . Загрузка в регистры С и В содержимого из адресов2260 2261 |
11 |
|
2301 |
C5 |
|
PUSH |
D |
11 | |
|
2302 |
E5 |
|
PUSH |
H |
11 | |
|
2303 |
21 |
|
LX1 |
H, 2260 |
10 | |
|
2304 |
60 |
|
|
|
| |
|
2305 |
22 |
|
|
|
| |
|
2306 |
46 |
|
MOV |
C, M |
7 | |
|
2307 |
23 |
|
INX |
H |
5 | |
|
2308 |
46 |
|
MOV |
B, M |
|
7 |
|
2309 |
0D |
|
DCX |
B |
(ВС) – 1 (В1)
-
Сравнение (В) и (С) Проверка по ненулю
|
3 |
|
230A |
78 |
|
ORA |
A, B |
5 | |
|
230B |
B1 |
|
JNZ |
C |
4 | |
|
230C |
C2 |
|
|
M1 |
10 | |
|
230D |
09 |
|
|
|
| |
|
230E |
23 |
|
|
|
| |
|
230F |
E1 |
|
POP |
H |
Извлечение из стека содержимого HL DC и PSN
Возврат |
10 |
|
2310 |
C1 |
|
POP |
B |
10 | |
|
2311 |
F1 |
|
POP |
PSM |
10 | |
|
2312 |
C9 |
|
RET |
|
11 |
5.Пример разработки программы управления электроавтоматикой станка с применением
контролера ЭК1 – 20.
Требуется составить программу управления технологическим процессом обработки детали на токарном станке.

5.1. Словесное описание технологического процесса.
Резец закреплённый в суппорте станка, перемещается слева на право,
при этом он последовательно проходит три конечных выключателя 1ПВ, 2ПВ, 3ПВ (Рис.9). Исходное состояние суппорта станка соответствует замкнутому состоянию выключателя 1ПВ. В противном случае система управления вместо сигнала «ГОТОВНОСТЬ К РАБОТЕ» выдает сигнал «АВАРИЯ» и работа автоматически блокируется.
Обработка детали начинается с момента нажатия кнопки «ПУСК» - и из исходного положения начинается ускоренное движение суппорта вперед (ВП) до срабатывания выключателя 2ПВ. С этого момента движение суппорта осуществляется с пониженной скоростью (рабочая подача – РП); происходит процесс обработки детали до момента достижения суппортом выключателя 3ПВ, в этом положении суппорт стоит в положении в течении заданного времени ΔТ, необходимой до полной остановки шпинделя.

По окончании выдержки времени ΔТ суппорт станка ускоренно движется в обратном направлении (НЭ) до исходного положения.
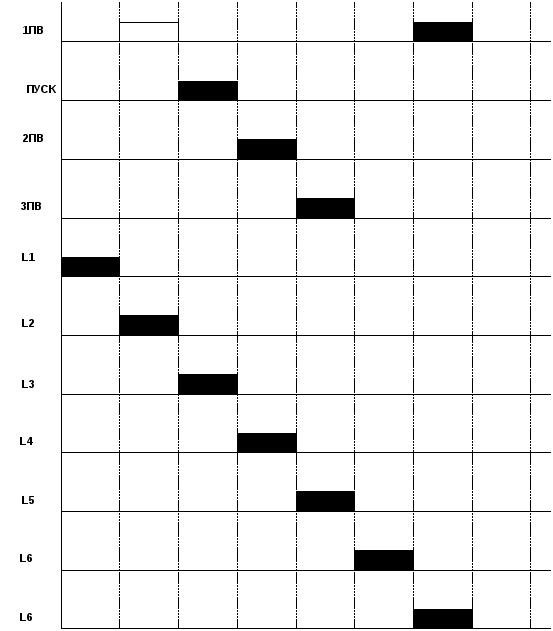
В зависимости состояния управляющего устройства в цикле обработки детали последовательно должна срабатывать индикация (кроме отмеченных выше состояний) следующего содержания: «Ускоренный подвод», «Рабочая подача», «Выстой в упоре», «Ускоренный отвод», «Конец цикла» (в течении времени ΔТкон).