

1.1.1 Высокоточные универсальные токарные станки серии ts
Станки серии TS (рисунок 1.1) - это универсальные токарные станки с ЧПУ с высокими значениями скорости и мощности при комплексной обработке сложных деталей. Все модели в базовой комплектации оснащены встроенными высокодинамичными мотор-шпинделями и высокоскоростными револьверными головками с АС-сервоприводом, а также могут оснащаться субшпинделем, осью С и приводным инструментом.
Некоторые особенности станков: - оптические линейки; - мощный мотор-шпиндель; - широкие и жесткие направляющие; - точность позиционирования 0,4 мкм;- 1g - ускорение по осям; - 1 или 2 шпинделя или задняя бабка.
Идеальны для:
- тяжелые режимы обработки;
- микрофинишные операции / твердое точение.
Параметры станков серии TS приведены в таблице 1.1.
|
|
|

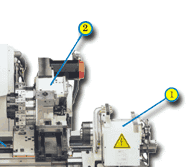

1 - Электрошпиндель (главный и контрщпиндель); 2 - АС-управляемый револьвер;
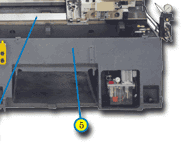
3 - Жесткие направляющие скольжения; 4 - Гидравлическая система и система охлаждения;
5 - Моноблочная чугунная литая станина; 6 - Прецизионные шаровинтовые пары
Рисунок 1.1 - Универсальные токарные станки серии TS
Таблица 1.1 – Параметры станков серии TS
|
Параметры |
TS46 |
TS66L |
TS66H |
TS77 | ||||||||||
|
TS46 |
TS46-MC |
TS46-SMC |
TS66L |
TS46 |
TS46-MC |
TS46-SMC |
TS66L |
TS46 |
TS46-MC |
TS46-SMC |
TS66L | |||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 | ||
|
Основные данные | ||||||||||||||
|
Макс. диаметр над станиной |
мм |
685 (480) |
685 (480) |
685 (480) |
685 (480) | |||||||||
|
Макс. диаметр обработки |
мм |
413 |
400 |
360 |
413 |
400 |
360 |
355 |
355 |
296 |
355 |
355 |
296 | |
|
Перемещения по осям X/Z |
мм |
240/640 |
240/640 |
240/640 |
240/640 | |||||||||
|
Быстрые ходы по осям X/Z |
м/мин |
18/24 |
18/24 |
18/24 |
18/24 | |||||||||
|
Шпиндель 1 | ||||||||||||||
|
Макс. скорость |
об/мин |
5000 |
4000 |
4000 |
3500 | |||||||||
|
Макс. диаметр прутка |
мм |
46 |
66 |
66 |
76 | |||||||||
|
Диаметр патрона |
мм |
165/210 |
210 |
250 |
250 | |||||||||
|
Мощность шпинделя |
кВт |
14 |
19 |
31 |
40 | |||||||||
|
Момент (S6 40%/S1) |
Нм |
153/115 |
286/248 |
363/267 |
477/343 | |||||||||
Продолжение таблицы 1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 | |
|
Шпиндель 2 | |||||||||||||
|
Макс. скорость |
об/мин |
- |
- |
5000 |
- |
- |
5000 |
- |
- |
5000 |
- |
- |
5000 |
|
Макс. диаметр прутка |
мм |
- |
- |
32 |
- |
- |
32 |
- |
- |
32 |
- |
- |
32 |
|
Диаметр патрона |
мм |
- |
- |
130 |
- |
- |
130 |
- |
- |
130 |
- |
- |
130 |
|
Мощность шпинделя |
кВт |
- |
- |
14 |
- |
- |
14 |
- |
- |
14 |
- |
- |
14 |
|
Момент (S6 40%/S1) |
Нм |
- |
- |
89/51 |
- |
- |
89/51 |
- |
- |
89/51 |
- |
- |
89/51 |
|
Задняя бабка | |||||||||||||
|
Конус |
|
MK5 |
MK5 |
- |
MK5 |
MK5 |
- |
MK5 |
MK5 |
- |
MK5 |
MK5 |
- |
|
Ход пиноли |
мм |
120 |
- |
120 |
- |
120 |
- |
120 |
- | ||||
|
Револьверная головка | |||||||||||||
|
Число инструментов |
|
16 |
12 |
16 |
12 |
12 |
12 |
12 |
12 | ||||
|
Число приводных инструментов |
|
- |
16 |
12 |
- |
16 |
12 |
- |
12 |
12 |
- |
12 |
12 |
|
Макс. скорость |
об/мин |
- |
4000 |
4000 |
- |
4000 |
4000 |
- |
4000 |
4000 |
- |
4000 |
4000 |
|
Мощность Fanuc/Siemens |
кВт |
- |
9 |
- |
9 |
- |
20/9 |
- |
20/9 | ||||
|
Момент Fanuc/Siemens |
Нм |
- |
36 |
- |
36 |
- |
70/36 |
- |
70/36 | ||||
|
Другие данные | |||||||||||||
|
Масса станка |
кг |
4500 |
5200 |
5500 |
5100 |
5500 |
5700 |
5100 |
5500 |
5700 |
5600 |
5600 |
5800 |
|
Габариты(ДxШxВ) |
м |
2,32x1,60x1,80 |
2,32x1,60x1,80 |
2,32x1,60x1,80 |
2,32x1,60x1,80 | ||||||||