

1.6. Открытые индукционные тигельные печи
В учебниках [1, 2, 3], как правило, отдельно изучаются печи открытые и вакуумные. Плавильные узлы этих печей состоят из почти одинаковых частей. Рассмотрим в качестве примера ИТП с неэлектропроводным тиглем, показанную на рис. 1.3.
На рис. 1.3 не показаны крышка печи, внешний магнитопровод в виде пакетов из листовой трансформаторной стали, механизм наклона. Конструкции разных ИТП в принципе не отличаются одна отдругой.Что касается назначения, то печи указанной выше конструкции с огнеупорным неэлектропроводным тиглем применяются для плавки чугунов, сталей, алюминиевых и медных сплавов.
Важным представителем открытых ИТП является печь с электропроводным металлическим тиглем из чугуна или углеродистой стали [1, с. 159 – 161; 6, с. 84 – 85; 5, с. 223 – 227; 7, с. 120 – 122] (рис. 1.4).
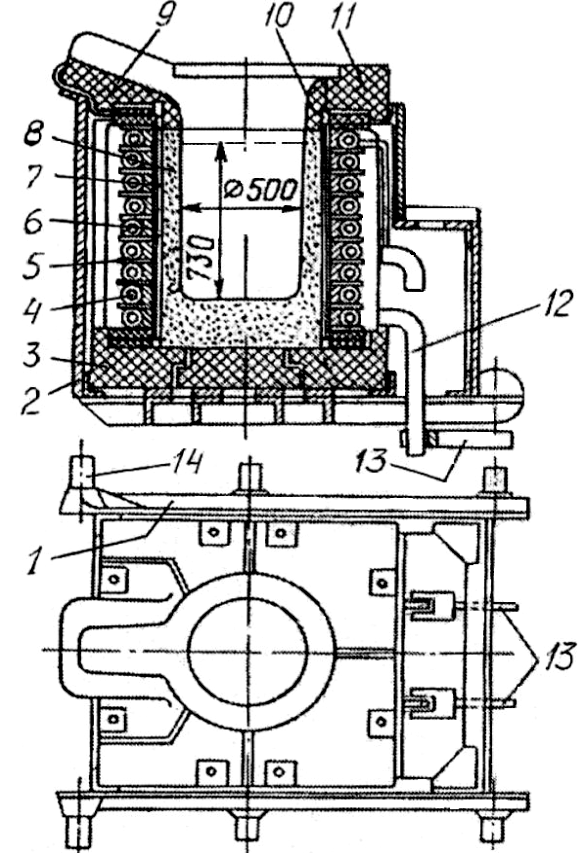
Рис. 1.3. Открытая ИТП с неэлектропроводным тиглем:
1 – каркас; 2 – сплошной цилиндрический кожух из листовой стали; 3 – подина; 4 – виток катушки индуктора; 5 – межвитковая изоляционная пластина; 6 – обмазка внутренней поверхности индуктора толщиной 5 – 15 мм; 7 – теплоизолирующий слой из листового асбеста или картона толщиной 5 – 8 мм; 8 – набивной тигель; 9 – сливной носок лёточной керамики; 10 – обмазка из огнеупорной массы; 11 – шамотовый блок лёточной керамики; 12 – подвод воды для охлаждения катушки индуктора; 13 – токоподводящая шина; 14 – ось поворота печи при сливе ЖМ
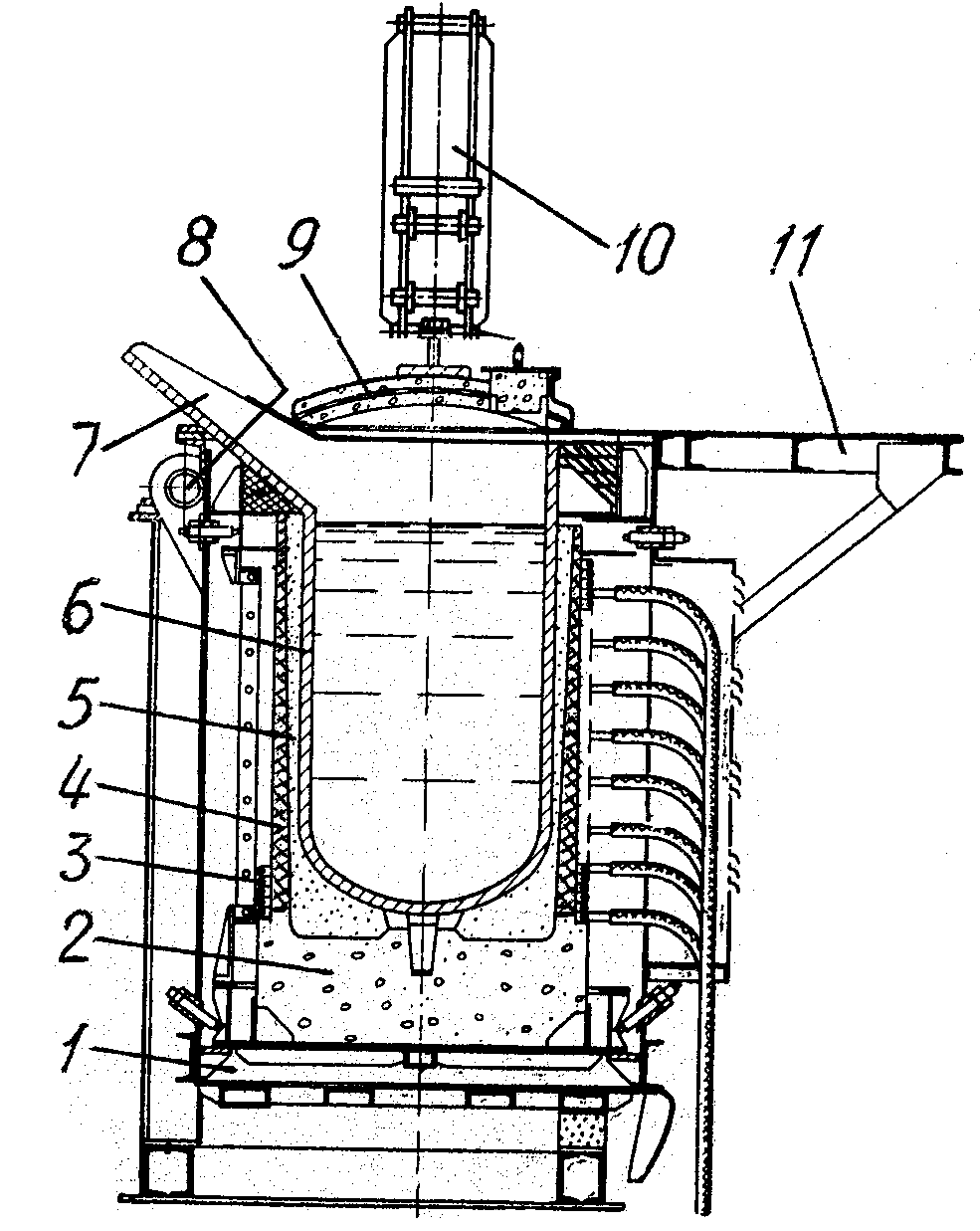
Рис. 1.4. Открытая ИТП ИГТ – 1,6
со стальным тиглем:
1 – каркас; 2 – подина; 3 – индуктор (в сборе); 4 – изоляционное кольцо; 5 – огнеупорная набивка; 6 – стальной (или чугунный) тигель; 7 – сливной носок стального тигля; 8 – ось поворота печи при сливе ЖМ; 9 – крышка; 10 – механизм подъёма крышки;
11 – рабочая площадка
С внутренней стороны индуктора 3 (см. рис. 1.4) набивают рубашку (изоляционное кольцо 4) из жаростойкого бетона толщиной 70 мм и затем вставляют стальной сварной тигель с толщиной стенки 25 мм; между бетонной рубашкой и тиглем засыпают мелкий огнеупорный порошок с толщиной вертикального слоя 10 – 15 мм [5, с. 223 – 224].
Тигель 6 служит для наведения в его стенке индукционного вихревого тока максимальной плотности, которым он нагревается до значительно больших температур, чем загруженная в него кусковая шихта (которая также немного нагревается ослабленными вихревыми токами), так как удельное электросопротивление большинства цветных сплавов меньше, чем у чугунного или стального тиглей [7, с. 120 – 121]. Недостаток печей с чугунным тиглем – опасность загрязнения металла железом из тигля. Подходящим металлом для тигля является обычная углеродистая сталь, сохраняющая при температуре разливки магния ~ 750 °С свои магнитные свойства и не взаимодействующая с расплавленным магнием. Стальной тигель при плавке магния выдерживает 400 ч работы, после чего должен быть заменён новым [1, с. 160].
Печь для плавки магниевых сплавов снабжена крышкой 9 специальной конструкции, которая позволяет вести плавку в нейтральной или защитной атмосфере.
Применение ИТП промышленной частоты для плавки магниевых сплавов позволяет в 2 раза уменьшить угар и в 2 – 4 раза сократить расход флюса по сравнению с плавкой в отражательных печах [6, с. 84].