

Пояснительная записка
.pdfТольяттинский государственный университет
Автомеханический институт
Кафедра «Оборудование и технология сварочного производства и пайки»
КУРСОВАЯ РАБОТА
по дисциплине «Технология и оборудование контактной сварки»
Выполнил студент: |
Иванов И.И. |
Группа: |
ÎÒÑÏ-401 |
Проверил преподаватель: |
Климов А.С. |
Тольятти 2006
СОДЕРЖАНИЕ
1. ОПИСАНИЕ МАТЕРИАЛА И РАЗМЕРЫ СВАРНОГО СОЕДИНЕНИЯ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
2. РАСЧЁТ ПАРАМЕТРОВ РЕЖИМА СВАРКИ . . . . . . . . . . . . . . . . . . . . . . . .5 3. ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЭЛЕКТРОДОВ . . . . . . . . . . . . . . . . . .9 4. ПРОЕКТИРОВАНИЕ ВТОРИЧНОГО КОНТУРА КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ . . . . . . . . . . . . . . . . . . . . . . . . . . 10 5. ПРОЕКТИРОВАНИЕ И ВЫБОР СВАРОЧНОГО
ТРАНСФОРМАТОРА . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 6. УСЛОВНОЕ ОБОЗНАЧЕНИЕ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
БИБЛИОГРАФИЧЕСКИЙ СПИСОК . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
ПРИЛОЖЕНИЯ
2

1. ОПИСАНИЕ МАТЕРИАЛА И РАЗМЕРЫ СВАРНОГО СОЕДИНЕНИЯ
1.1.Описание материала изделия
Детали усилителя под крепление рычага ручного тормоза в сборе с кожухом изготавливаются методом холодной штамповки из проката толщиной 1,0 мм из стали 08Ю. Это низкоуглеродистая качественная сталь с категорией штампуемости СВ и ОСВ (сложная и особо-сложная вытяжка), обладает следующими нормируемыми механическими характеристиками [1]:
Таблица 1.1
Механические свойства проката из стали 08Ю
Спо- |
σт |
σв |
δ, %, не менее, при толщине проката, мм |
HRB, |
не |
|||
собност |
|
МПа |
<0,7 |
0,7…1,5 вкл. |
1,5…2,0 вкл. |
2,0…3,9 вкл. |
более, |
при |
ь к вы- |
|
|
|
|
|
|
толщине |
|
тяжке |
|
|
|
|
|
|
проката |
|
|
|
|
|
|
|
|
1,7…2,0 мм |
|
ОСВ |
195 |
250…350 |
34 |
36 |
40 |
42 |
46 |
|
СВ |
205 |
250…380 |
32 |
34 |
38 |
40 |
48 |
|
|
|
|
|
|
|
|
Таблица 1.2 |
|
|
|
Физические свойства стали 08Ю |
|
|||
Темпе- |
Плот- |
Средние значения от 00С до Tпл |
Предел те- |
Удельное |
|||
ратура |
ность |
Коэффи- |
Темпе- |
Коэффициент |
кучести |
электросоп- |
|
плавления |
|
|
циент ак- |
рату- |
теплопровод- |
|
ротивление |
|
|
|
кумуля- |
ропро- |
ности |
|
при Тпл |
|
|
|
ции тепла |
вод- |
|
|
|
|
|
|
|
ность |
|
σт |
|
Τпл |
γ |
|
λγс |
a |
λ |
ρт |
|
°C |
г/см |
3 |
Вт |
2 |
Вт |
кг/см2 |
мкОм см |
|
см2 0С |
см /с |
cм 0С |
(МПа) |
|||
1500 |
7,8 |
1,47 |
0,08 |
0,41 |
2200 (220) |
140 |
|
Прокат из стали 08Ю хорошо сваривается контактной точечной сваркой на машинах переменного тока промышленной частоты.
3

1.2.Геометрические размеры точечно-сварного соединения
Всоответствии с ГОСТ 15878-79 выбираем геометрические размеры точечно-сварного соединения (рис. 1.2, табл. 1.3) для низкоуглеродистых сталей толщиной пакета 1+1 мм.
|
|
|
|
|
Таблица 1.3 |
|
|
|
Выбор размеров точечно-сварного соединения |
||||
|
|
|
|
|
|
|
Наименование |
Обозначение |
Величина по ГОСТ |
Принимаемое значе- |
|||
|
|
|
|
15878-79 |
ние |
|
|
|
|
|
|
|
|
Диаметр |
сварной |
d |
Не менее 5 мм |
5...7 |
|
|
точки, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
Проплавление, мм |
h |
0,2...0,8 |
0,2...0,8 |
|
||
|
|
|
|
|
|
|
Глубина |
отпечатка |
g |
Не более 0,2 мм |
0...0,15 |
|
|
электрода, мм |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.1. Принимаемые размеры точечно-сварного соединения в соответствии с ГОСТ 15787-79
4

2. РАСЧЁТ ПАРАМЕТРОВ РЕЖИМА СВАРКИ
Для контактной точечной сварки низкоуглеродистой стали 08Ю толщиной пакета 1+1 мм принимаем простейшую циклограмму сварки (рис. 2.1) с прямоугольным импульсом сварочного тока и сварочным усилием. Для повышения производительности и качества сварки применяем жёсткий режим (при этом уменьшается ЗТВ, повышается стойкость электродов, уменьшаются потери электроэнергии).
Рис. 2.1. Принимаемая циклограмма контактной точечной сварки
Далее рассчитываем следующие параметры режима сварки: Fсв – усилие сварки, кН; Iсв – сварочный ток, А; tсв – время сварки, с.
1) Расчёт усилия сварки. В соответствии с таблицей 2 [2]:
Fсв = 2000...3000S ,
где S – толщина свариваемого металла, мм
Fсв = 2000...3000 1 = 2000...3000 Н, поскольку используется жёсткий режим сварки, то допускаемый диапазон изменения Fсв принимаем ближе к максимальным значениям: Fсв=3000 Н.
2) Расчёт действующего значения сварочного тока:
Iсв = d |
С λ Tпл , |
|
ρТ |
где ρт - значение удельного сопротивления при Tпл по табл. 1.2 (140 10-6
Ом см);
Tпл - температура плавления материала изделия по табл. 1.2 (1500 0С); d - диаметр сварной точки (0,5 см);
5

|
C - значение критерия М.В. Кирпичёва при жёстких режимах для низ- |
||||||||||
|
коуглеродистых сталей С=80…85 [2] (принимаем C=85); |
|
|
|
|||||||
|
λ - среднее значение коэффициента теплопроводности материала изде- |
||||||||||
|
лия по табл. 1.2 (0,41 |
Вт |
). |
|
|
|
|
|
|
|
|
|
|
|
cм 0 С |
|
|
|
|
|
|
|
|
Iсв |
= 0,5 85 0,41 1500 =9700 А. |
|
|
|
|
|
|
|
|||
|
|
140 10−6 |
|
|
|
|
|
|
|
|
|
|
3) Расчёт продолжительности импульса сварки: |
|
|
|
|
|
|||||
|
|
|
K 2 T 2 |
F 2 d 2 |
( λγс)2 h2 |
|
|
|
|
|
|
|
|
tсв = |
|
пл |
св |
|
, |
|
|
|
|
|
|
|
ρТ2 σТ2 |
Iсв4 S 2 |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|||
где S - толщина свариваемой детали (0,1 см); |
|
|
|
|
|
||||||
|
σт - предел текучести металла в холодном состоянии по табл. 1.2 |
||||||||||
|
(2200 кг/см2); |
|
|
|
|
|
|
|
|
|
|
|
d - диаметр сварной точки, см (0,5 см); |
|
|
|
|
|
|||||
|
h - высота сварной точки по рис. 1.1, см (0,4...1,6 см); |
|
|
|
|||||||
|
Tпл - температура плавления металла по табл. 1.2 (1500 0С); |
|
|
|
|||||||
|
Fсв - рассчитанное сварочное усилие на электродах, кг |
( |
3000 Н = |
||||||||
|
300 кг); |
|
|
|
|
|
|
|
|
|
|
|
К - критерий технологического подобия, для процесса точечной сварки |
||||||||||
|
К=50; |
|
|
|
|
|
|
|
|
|
|
|
λγс - коэффициент аккумуляции тепла по табл. 1.2 (1,47 |
|
Вт |
). |
|||||||
|
|
2 0 |
С |
||||||||
|
|
|
|
|
|
|
|
см |
|
||
|
tсв = |
502 15002 3002 |
0,52 (1,47)2 |
(0,4...1,6)2 |
= 0,05...0,82 |
с. |
|
||||
|
(140 10−6 )2 22002 97004 0,12 |
|
|||||||||
|
|
|
|
|
|
|
|||||
В соответствии с табл. 4 [2] принимаем время сварки tсв=0,12 с, при этом ожидаемая высота ядра сварной точки будет приблизительно равна 0,6 см, т.е. глубина проплавления составит 0,3 см (30 % от толщины).
6

Рассчитываем ожидаемый ток шунтирования.
1) В соответствии с чертежом определяем минимальные расстояния между точками, для которых и будем рассчитывать эффект шунтирования. Определяем ширину эквивалентной ветви шунтирования по рис. 2.2 [2]. При этом шаг между точками в соответствии с чертежом принимаем равным t = 2 см; диаметр ядра сварной точки d = 0,5 см. Ширина эквивалентной ветви шунтирования составит hэ=3 см. Поскольку в соответствии с чертежом величина нахлёстки составляет 1 см, то принимаем hэ=2 см.
Рис. 2.2. График изменения эквивалентной ширины ветви шунтирования тока при точечной сварке
2) Рассчитываем активное сопротивление горячей точки: rТ = 4πρТd 2 S ,
где ρт - удельное сопротивление металла в момент его перехода из твёрдого состояния в жидкое по табл. 1.2 (140 10-6 Ом см);
S - толщина материала, см (0,1 см); d - диаметр сварной точки, см (0,5 см).
rТ = 4 140 10−62 0,1 =71 10−6 Ом. 3,14 0,5
3) Рассчитываем падение напряжения на сопротивлении горячей точки:
Uш =rТ Iсв =71 10−6 9700 =0,69 В.
7

4) Определяем значение критерия Неймана:
χ = |
2 t S hэ |
= |
2 2 0,1 2 |
|
=0,22 . |
||
25 U |
ш |
(S +h ) |
25 0,069 (0,1 |
+2) |
|||
|
|
э |
|
|
|
|
|
5) Определяем электрическое сопротивление постоянному току обеих пластин:
R |
0ш |
= |
2 ρ t |
= |
2 13 10−6 2 |
= 260 10−6 Ом. |
hэ S |
|
|||||
|
|
|
2 0,1 |
|||
|
|
|
|
|||
6) Определяем активное, индуктивное и полное сопротивления ветви шунтирования:
R |
= R |
(1+0,6χ χ) = 260 10−6 (1+0,6 0,22 0,22) = 276 10−6 Ом, |
ш |
0ш |
|
Xш = R0ш0,84χ = 260 10−6 0,84 0,22 = 48 10−6 Ом,
Z |
ш |
= |
R2 |
+ X 2 |
= 2762 +482 10−6 = 280 10−6 Ом. |
|||
|
|
ш |
|
ш |
|
|
|
|
7) Определяем ток шунтирования: |
|
|||||||
|
|
|
I |
|
=Uш |
=0,69 |
280 10−6 |
=2500А. |
|
|
|
|
ш |
|
Z общ |
|
|
8) Рассчитываем вторичный ток
I2 р = Iсв + Iш =9700 + 2500 =12200 А.
Таким образом, с учётом проведённых вычислений можно построить сводную таблицу параметров режима контактной точечной сварки (табл. 2.1).
Таблица 2.1
Параметры режима контактной точечной сварки
Величина |
Диаметр |
Сварочное |
Сварочный |
Время |
Расчётный ток |
Вторич- |
|
рабочей по- |
усилие |
ток |
сварки |
шунтирования* |
ный ток в |
|
верхности |
|
|
|
|
контуре* |
|
электрода |
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
dэ |
Fсв |
Iсв |
tсв |
Iш |
I2 |
Размерность |
мм |
кН |
кА |
с |
кА |
кА |
|
|
|
|
|
|
|
Значение |
5 |
3 |
9,7 |
0,12 |
2,5 |
12,2 |
|
|
|
|
|
|
|
8
3. ПРОЕКТИРОВАНИЕ СВАРОЧНЫХ ЭЛЕКТРОДОВ
Для контактной точечной сварки низкоуглеродистых сталей в настоящее время наибольшее распространение получил сплав БрХ [2], характеристики которого приведены в табл. 3.1.
|
|
Таблица 3.1 |
Характеристики электродного сплава БрХ |
||
|
|
|
Содержание легирующих |
Твёрдость, МПа, не менее |
Удельное сопротивление |
элементов, % |
|
при 20 °С, мкОм см |
|
|
|
0,4…1,0 Cr |
1200 |
3 |
|
|
|
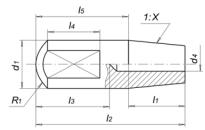
Проектируем сварочные электроды соответствии с ГОСТ 14111-90:
1)конструктивно принимаем прямые электроды типа А с посадочным конусом и минимальной средней частью;
2)так как рассчитанная величина сварочного усилия составляет Fсв=3 кН, то с запасом принимаем диаметр средней части d1=13 мм (рассчитано на макс. усилие 4 кН);
3)для принятого d1=13 мм принимаем конусность посадочной части 1:10;
4)остальные размеры электрода принимаем по ГОСТ 14111-90 и сводим в таблицу 3.2.
Таблица 3.2
Основные размеры проектируемых сварочных электродов
d1 |
d2 |
d4 |
1:X |
l1 |
l3 |
l4 |
R1 |
R2 |
l5 |
l2 |
|
|
|
|
|
|
|
|
|
|
|
13 |
5 |
7,5 |
1:10 |
16 |
15 |
14 |
32 |
5 |
16 |
32 |
На основании табл. 3.2 вычерчиваем эскиз сварочного электрода (рис. 3.1). Плоскость под гаечный ключ не предусматриваем.
9

Рис. 3.1. Эскиз сварочного электрода
4. ПРОЕКТИРОВАНИЕ ВТОРИЧНОГО КОНТУРА КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ
1)Конструктивно вычерчиваем эскиз сварочного контура в масштабе с указанием всех его элементов (рис. 3.2).
2)Рассчитаем поперечные сечения элементов вторичного контура по форму-
ле
ПВ
F1...n = I2 р  i100 ,
i100 ,
где F1...n - площадь поперечного сечения данного элемента контура;
i - допустимая плотность тока А/см2 для данного сечения (табл. 4.1); ПВ - продолжительность включения сварочной машины (принимаем ПВ=20 %).
10