

Молоты / глава 2-3
.doc
А. И. Зимин указывает, что напряжения изгиба почти линейно возрастают до 300—320 МПа в интервале значений зазоров = 0...1,0 мм. При дальнейшем увеличении зазоров эта зависимость хотя и угасает, но напряжения могут достичь 350—370 МПа. Вместе с тем подчеркивается, что даже при очень жестком ударе с максимальным эксцентриситетом величина напряжений изгиба при нормальном зазоре не превышает 100—150 МПа. Этот факт хорошо объясним, так как чем меньше поворот бабы из-за ограниченного зазора, тем меньше параметры изгиба — деформация и напряжение. Поэтому слишком большие величины напряжений изгиба при ударе являются следствием ненормальных условий эксплуатации. Для их устранения нет необходимости в каких-либо конструктивных изменениях молота. Достаточно лишь строго выдержать зазоры между бабой и направляющими. В пределах требований на нормы точности для штамповочных молотов эти зазоры должны быть следующими: 0,20—0,35 мм на сторону для мелких и средних молотов и 0,40—0,50 мм — для крупных. Для ковочных молотов допускаются зазоры 0,25—0,375 мм на сторону независимо от размеров молота.
Для повышения прочности штоков полезны технологические мероприятия, устраняющие обработку металла в эксцентрично расположенных заготовительных и черновых ручьях в результате применения периодического проката или вальцованной заготовки.
2.8. Парораспределительный механизм и механизм управления
Принцип управления молотом заключается в регулировании движения падающих частей по характеру цикла и скорости к началу удара. Для паровоздушной машины, а значит и для молота, текущие параметры движения поршня определяются соотношением сил, возбуждающих это движение или препятствующих ему. Силы эти создаются носителем энергии (паром или воздухом) и зависят от его энергонасыщенности Э, характеризующейся произведением объема носителя на давление: Э = Vp.
Регулирование называется количественным, если соотношения между силами изменяются за счет объема энергоносителя, поступающих в рабочий цилиндр. Бели же изменяется качество энергоносителя, т. е. давление, то регулирование называется качественным. Количественное регулирование можно осуществить, изменяя время открытия проходных сечений для впуска энергоносителя с начальными параметрами (свежего) в рабочий цилиндр или выпуска отработавшего. Качественное регулирование достигается дросселированием энергоносителя при протеками его через специальные переменные сечения с изменяющимся сопротивлением.
Механизм, предназначенный для регулирования параметров энергоносителя, называется парораспределительным. Рабочие органы этого механизма могут выполняться в виде:
-
клапанный устройств, в которых подъем клапанов от седловины открывает проход энергоносителю, а посадка на место прекращает;
-
золотниковых устройств, в которых полки цилиндрического или плоского золотника в ходе возвратно-поступательного движения перекрывают отверстия (окна) золотниковой втулки или плиты, прекращая впуск свежего энергоносителя или начиная выпуск отработавшего;
-
крановых устройств, в которых проходные окна открываются или закрываются поворотом внутренней втулки относительно наружной.
При помощи клапанного устройства можно обеспечить большие площади проходных сечений и, следовательно, впуск или выпуск больших порций энергоносителя. Однако при эксплуатации клапанных устройств обнаруживается повышенный износ и увеличенные в связи с этим утечки энергоносителя. От плоских золотников из-за их нескомпенсированности в настоящее время отказались. Цилиндрические золотники — наиболее распространенная конструкция устройства количественного регулирования. Поворотные устройства, позволяющие тонко изменять проходные сечения, применяются для качественного регулирования и обычно называются дросселями.
Перемещение рабочих органов парораспределительного механизма производит механизм управления, образующий кинематическую цепь из качающихся рычагов и поступательно движущихся тяг. Механизм управления приводится в движение:
-
непосредственно кузнецом или машинистом молота, воздействующим на конечное звено кинематической цепи (рукоять, педаль);
-
ходом бабы, воздействующей на особое звено, связанное с остальной цепью управления.
Первый тип управления называется ручным, второй — автоматическим. Если управление устроено так, что оказывается возможным ручное и автоматическое управление, то оно называется смешанным.
Рассмотрим работу органов парораспределения и механизма управления штамповочного и ковочного молотов в типовом исполнении ВЭКПО им. Калинина.
Ш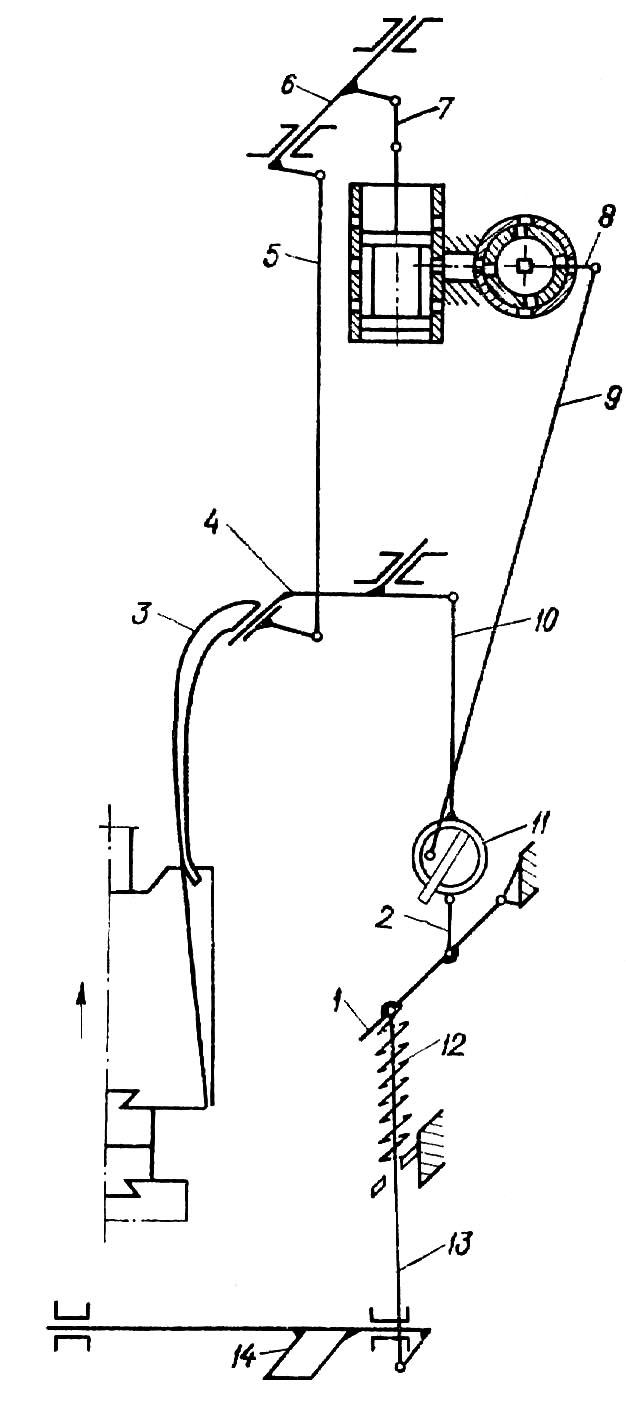 тамповочный
молот. Золотниковый механизм для
регулирования количества пара (или
воздуха), поступающего в главный цилиндр,
включает втулку 7 (см. рис. 2.6),
вертикально установленную в той части
корпуса 3 рабочего цилиндра, которая
обычно называется золотниковой
коробкой, и двухполочный золотник 6
с его скалкой 5 для связи с механизмом
управления. Втулка имеет три ряда окон.
Верхний и нижний ряды соединяют при
помощи соответствующих каналов полости
золотниковой коробки с верхней и нижней
полостями цилиндра, а средний — с
полостью дросселя, а через него — с
подводящей трубой 12 свежего пара.
Сквозная полость внутри золотника
соединяется с выхлопной трубой 10
отработавшего пара. За счет изменения
положения полости, отсеченной полками
золотника и стенкой втулки, обеспечивается
попеременное соединение верхнего и
нижнего рядов окон со средним на впуск
свежего пара. Через ряд окон, находящихся
в это время за внешней кромкой золотника,
происходит выпуск отработавшего пара
(из верхних окон — через внутреннюю
полость золотника).
тамповочный
молот. Золотниковый механизм для
регулирования количества пара (или
воздуха), поступающего в главный цилиндр,
включает втулку 7 (см. рис. 2.6),
вертикально установленную в той части
корпуса 3 рабочего цилиндра, которая
обычно называется золотниковой
коробкой, и двухполочный золотник 6
с его скалкой 5 для связи с механизмом
управления. Втулка имеет три ряда окон.
Верхний и нижний ряды соединяют при
помощи соответствующих каналов полости
золотниковой коробки с верхней и нижней
полостями цилиндра, а средний — с
полостью дросселя, а через него — с
подводящей трубой 12 свежего пара.
Сквозная полость внутри золотника
соединяется с выхлопной трубой 10
отработавшего пара. За счет изменения
положения полости, отсеченной полками
золотника и стенкой втулки, обеспечивается
попеременное соединение верхнего и
нижнего рядов окон со средним на впуск
свежего пара. Через ряд окон, находящихся
в это время за внешней кромкой золотника,
происходит выпуск отработавшего пара
(из верхних окон — через внутреннюю
полость золотника).
Золотниковый механизм успешно работает, если выполнено важнейшее условие : золотник быстро и плавно опускается во втулке по всей длине под действием силы тяжести. Для этого зазор между втулкой и золотником назначается из расчета 0,1 мм на 100 мм диаметра с обязательной притиркой. Втулка и золотник в последних моделях штамповочных молотов изготовлены из СЧ 21.
Дроссель кранового типа состоит из наружной втулки 8, неподвижно установленной в золотниковой коробке, и внутренней 9, скалка 13 которой соединена с механизмом управления. Обе втулки имеют окна, совпадение которых обеспечивает максимальный проход для свежего пара. Поворотом внутренней втулки площадь окон уменьшается вплоть до полного перекрытия с прекращением доступа свежего пара.
Рис. 2.9. Механизм управления штамповочного молота
В состав механизма управления (рис. 2.9) входят следующие детали: педаль 14, ось которой закреплена в приливах шабота; тяга 13, шарнирно соединенная с рычагом 1; пружина 12, удерживающая рычаг 1, а следовательно, и педаль 14 в верхнем положении; контроллер 11, состоящий из наружного обода с тягами 2 и 10 к рычагу 1 и балансиру 4, а также внутреннего поворотного диска с ручкой, сцепленного тягой 9 с рычагом 8 скалки дросселя; балансир 4 (двуплечий рычаг), ось качания которого укреплена в стойке молота; сабля 3 (кривой двуплечий рычаг), качающаяся на оси левого плеча балансира, причем сабля контактирует с плоским скосом бабы, а ее правое плечо шарнирно соединено с тягой 5, идущей к внешнему плечу рычага 6, среднее плечо которого через серьгу 7 связано со скалкой золотника. Такое устройство механизма управления дает возможность:
-
менять установочное положение дросселя, поворачивая его внутреннюю втулку, а золотника — поднимая или опуская его при помощи скалки;
-
обеспечивать движение золотника, при котором падающие части автоматически совершали бы цикл холостых катаний или управляемых единичных ходов с нанесением полных или неполных ударов.
Для управления дросселем предназначен контроллер. При длительных перерывах в работе ручку контроллера устанавливают горизонтально, в результате чего рычаг скалки поворачивается вверх на 15° и окна перекрываются (рис. 2.10, а). Для осуществления пуска ручку контроллера поворачивают вниз и рычаг скалки переводится тягой в горизонтальное положение. Окна дросселя открываются примерно на половину своего полного проходного сечения (рис. 2.10, б).

Рис. 2.10. Схема работы контроллера
Пока педаль молота не нажата, золотник занимает исходное положение (рис. 2.11, а): нижний ряд окон втулки полностью открыт на впуск свежего пара (с. п.) в нижнюю полость рабочего цилиндра, а верхний соединен с выхлопной трубой, и из верхней полости происходит выпуск отработавшего пара (о. п.). В результате начинается подъем падающих частей. Тотчас вступает в действие кинематическая цепь, связывающая бабу с золотником (рис. 2.9); скос бабы нажимает на саблю, поворачивая ее против часовой стрелки вокруг оси левого плеча неподвижного балансира. Правое плечо сабли при этом поднимается, автоматически поднимается и золотник. Сначала он отсекает окна (рис. 2.11, б), затем соединяет нижние окна с выхлопной трубой, а верхние приоткрывает на впуск свежего пара. В конце хода вверх, пройдя путь величиной hm, золотник занимает положение, указанное на рис. 2.11, в.
Движение по принципу «падающие части вверх — золотник тоже вверх» с предваряющим открытием верхних окон обеспечивает гашение кинетической энергии падающих частей на сжатие пара в верхней полости цилиндра. Это не только предотвращает удар в крышку цилиндра, но и (самое главное) позволяет падающим частям после достижения к. в. п. немедленно реверсировать свое движение под действием большой силы противодавления верхнего пара.
Сабля при ходе вниз поворачивается по часовой стрелке. Золотник опускается, переходя из позиции в в б, а затем в а, вновь копируя движение падающих частей. Из-за относительно низкого начального положения золотника нижние окна не полностью открываются на выпуск пара из-под поршня. Это тормозит падающие части, приводя к мгновенной остановке в промежуточном положении с недоходом до к. н. п. и немедленному реверсу движения.

Рис. 2.11. Перемещения золотника при управлении молотом
При полуоткрытом дросселе и не нажатой педали реверсивное движение падающих частей выполняется сколь угодно долго и составляет цикл холостых качаний. Соотношение между величинами ходов золотника h и падающих частей H в любой период этого цикла подчинено линейной закономерности
h = kэ H, (2.3)
где kэ – коэффициент кратности; для молотов с м. п. ч. 630—3150 кг kэ = 0,025...0,040, а для молотов с м. п. ч. 5000—16000 кг kэ = 0,050...0,066.
Если теперь при подходе падающих частей к к. в. п. до конца нажать педаль; то: во-первых, опустится контроллер и тяга к рычагу скалки дросселя дополнительно повернет внутреннюю втулку, полностью открывая окна (рис. 2.10, в); во-вторых, левое плечо балансира поднимается, передвигая золотник на величину hп„ в самое высокое положение (рис. 2.11, г), при этом сабля, двигаясь вверх, проскользнет по скосу, но сохранит с ним контакт.
В течение всего хода вниз педаль выдерживается нажатой, поэтому ось вращения сабли неподвижна в своем верхнем положении. Однако сабля при падении бабы может поворачиваться вокруг этой оси. Движение сабли обеспечивается силой тяжести, опускающей золотник пропорционально ходу падающих частей. При подходе падающих частей к к. н. п., т. е. перед ударом, золотник занимает позицию д {рис. 2.11), оставляя верхние окна чуть приоткрытыми на впуск свежего пара, а нижние — на выпуск.
В течение всего хода вниз верхние окна открыты на впуск, в результате чего в верхнюю полость цилиндра постоянно вводится свежий пар, энергия которого непрерывно ускоряет движение падающих частей. Нижние окна открыты на выпуск, что создает минимально возможное сопротивление со стороны отработавшего пара в нижней полости. В результате к моменту достижения к. н. п. падающие части приобретают максимальную скорость и производят полный удар с максимальной энергией.
Тотчас после удара штамповщик отпускает педаль. Под действием отжимной пружины балансир опускает золотник в положение а (рис. 2.11), а дроссель занимает позицию б (рис. 2.10). Парораспределительный механизм оказывается в исходном положении, и падающие части начинают первый холостой ход вверх. Если при подходе к к. в. п. штамповщик вновь нажмет педаль, падающие части пойдут вниз и произведут удар без разделения циклом качаний. Если же рабочему надо осуществить вспомогательные операции, например взять новую заготовку, то при свободной педали падающие части начнут качаться и очередной удар .последует только после нажатия ее.
Глубина нажатия на педаль несколько возрастает при увеличении номинала молота: в моделях молотов ВЗКПО им. Калинина с массой падающих частей 630—3150 кг она изменяется от 55 до 80 мм. Подъем золотника от педали не превышает -70—75 % его полного хода от сабли:
hп = (0,70...0,75) hm. (2.4)
Если педаль нажата частично, то подъем золотника происходит не до высшего положения (рис. 2.11, г), а ниже. Поэтому при автоматическом опускании золотника от хода падающих частей возможна не только отсечка верхних и нижних окон, но и открытие нижних окон на впуск, а верхних — на выпуск. В результате поступление пара в верхнюю полость цилиндра на разгон падающих частей сократится, а сопротивление пара в нижней полости увеличится, поэтому конечная скорость в к. н. п. уменьшится и произойдет неполный удар с энергией тем меньше максимальной, чем меньше нажата педаль.
Механизм управления штамповочного молота позволяет работать и сериями очень легких автоматических последовательных ударов при чуть нажатой педали. По сути это преобразованный цикл качаний, когда из-за приподнятого золотника в верхнюю полость поступает столько свежего пара, что его энергии достаточно для совершения полного хода с нанесением удара. Однако противодавление нижнего пара оказывается большим, так как золотник от сабли опускается слишком низко, и падающие части без задержки в к. н. п. после легкого удара немедленно начинают подъем при нажатой педали.
Профиль сабли строится графическим способом с учетом обеспечения прямой пропорциональности хода золотника h ходу падающих частей Н и минимального износа трущихся поверхностей сабли и бабы.
К овочный
молот. У ковочных молотов наблюдается
большое разнообразие схем парораспределения
и управления. Рассмотрим управление
унифицированным парораспределительным
механизмом молота М1343 с массой падающих
частей 2 000 кг выпуска ВЗКПО им. Калинина.
овочный
молот. У ковочных молотов наблюдается
большое разнообразие схем парораспределения
и управления. Рассмотрим управление
унифицированным парораспределительным
механизмом молота М1343 с массой падающих
частей 2 000 кг выпуска ВЗКПО им. Калинина.
Механизм управления (рис. 2.12) обеспечивает возможность нанесения управляемых единичных ударов, держание падающих частей на весу, а также прижим поковки и состоит из рукоятки 9 дросселя с тягой 6 к рычагу 3; рукоятки 8 золотника; балансира 5 с осью качания в станине молота; сабли 7 с осью качания в балансире. Правое плечо сабли шарнирно соединено тягой 4 через двуплечий рычаг 1 и серьгу 2 со скалкой золотника.
Рис. 2.12. Механизм управления ковочным молотом
Перед началом работы рукоятка 9 находится внизу и поэтому дроссельные окна перекрыты. Для доступа пара в золотниковую коробку эту рукоятку поднимают. Золотник в исходном положении (падающие части внизу) также опущен, наполовину приоткрывая нижние окна на впуск свежего пара (рис. 2.13, а). Поэтому падающие части тотчас после подъема рукоятки 9 начинают ход вверх. Теперь при помощи сабли в действие вводится кинематическая связь бабы с золотником. Поворот сабли против часовой стрелки автоматически поднимает золотник на величину hm, отсекая полости цилиндра (рис. 2.13, б). В результате дальнейший подъем падающих частей происходит только за счет энергии расширения отсеченного объема пара. Как только будет достигнуто равновесие подъемной силы нижнего пара и сил сопротивления (силы тяжести, силы трения, верхнего противодавления), падающие части остановятся и осуществится цикл держания их на весу в к. в. п.
Для нанесения удара резко опускают рукоятку 8 (рис. 2.12). Золотник дополнительно поднимается на hп, открывая верхние окна на впуск, а нижние — на выпуск (рис. 2.13, в). Падающие части под действием давления свежего пара, поступающего в верхнюю полость цилиндра, и силы тяжести устремляются вниз. При этом рукоятка остается неподвижной, но золотник, благодаря сабле, автоматически опускается на hm, сначала уменьшая проходные сечения верхних окон на впуск и соответственно нижних окон на выпуск, а затем и перекрывая их (рис. 2.13, г). Для возвращения золотника после удара в исходное положение смещают рукоятку 8 вверх лишь настолько, чтобы золотник опустился на hп в начальную позицию (рис. 2.13, а). После этого падающие части вновь начинают подъем до к. в. п.
И так,
автоматическая часть механизма управления
ковочного молота, несмотря на внешнее
сходство, выполняет совершенно иные
функции, нежели у штамповочного. Здесь
сабля предназначена для того, чтобы,
во-первых, обеспечить автоматическую
отсечку нижнего пара при ходе вверх для
предотвращения сильного удара в крышку
и удержать падающие части на весу, а,
во-вторых, облегчить труд машиниста,
уменьшая почти вдвое амплитуду качания
рукоятки золотника.
так,
автоматическая часть механизма управления
ковочного молота, несмотря на внешнее
сходство, выполняет совершенно иные
функции, нежели у штамповочного. Здесь
сабля предназначена для того, чтобы,
во-первых, обеспечить автоматическую
отсечку нижнего пара при ходе вверх для
предотвращения сильного удара в крышку
и удержать падающие части на весу, а,
во-вторых, облегчить труд машиниста,
уменьшая почти вдвое амплитуду качания
рукоятки золотника.
Для нанесения полного удара рукоятку 8 нажимают полностью, и золотник совершает ход вверх hп. При неполном ударе ход рукоятки уменьшают. Подъем золотника уменьшается, а от сабли при ходе падающих частей вниз верхние и нижние окна полностью перекрываются опускающимся золотником.
Рис. 2.13. Перемещения золотника при
управлении молотом
Цикл прижима осуществляется так. Когда падающие части находятся в к. в. п., машинист немного опускает рукоятку золотника, приоткрывая нижние окна, и тут же закрывает их, поднимая рукоятку. Порция нижнего пара уходит на выхлоп, и баба слегка опускается. Совершая такие качания рукояткой, машинист плавно опускает падающие части на поковку, а затем резким движением рукоятки вниз впускает верхний пар.
Экономичность работы ковочного молота достигается качественным регулированием энергоносителя. В зависимости от условий эксплуатации: машинист на основе своего опыта устанавливает несколько положений дросселя, соответствующих наименьшему расходу пара. Для фиксации этих положений на рукоятке дросселя есть защелка, при помощи которой рукоятка закрепляется на зубчатом секторе станины.
2.9. Система смазки
В современных молотах применяется комбинированный способ смазки минеральными маслами или консистентными смазками. Выбор системы смазки и смазочного материала зависит от условий работы сопрягаемых деталей или узлов.
От приводной маслостанции, состоящей из плунжерного насоса с электродвигателем и установленной на специальной стойке рядом с молотом, непрерывно подается цилиндровое масло марок 11 или 24 для смазки цилиндра, золотника и дросселя.
Направляющие и скос под саблю смазывают вручную смесью из 70 % цилиндрового масла, 10 % цинковых белил и 20 % коллоидного графита.
Контактные плоскости, например стоек с шаботом, шприцуют солидолом УС-3. Все подшипники качения смазывают консталином УТ-1, а скольжения — цилиндровыми маслами.
2.10 Фундаменты
Молоты монтируют на фундаментах — массивных железобетонных блоках, которые могут опираться непосредственно на грунт, упругие амортизаторы и подвижные пневмоопоры.
Фундаменты, подошва которых опирается на грунт. На этих фундаментах смонтировано большинство молотов. В конструкциях таких фундаментных блоков для штамповочных и ковочных молотов имеются некоторые различия.
Фундамент для штамповочного молота — это цельнолитой блок в форме прямоугольного параллелепипеда с выемкой в верхнем торце (см. рис. 2.2). На дно выемки укладывают подшаботную прокладку (подушку) из нескольких рядов деревянных плит. На эту прокладку устанавливают шабот молота и фиксируют его в выемке при помощи двух продольных и двух поперечных брусьев-распорок без жесткого крепления их к фундаменту. Для удобства работы линию разъема штампов располагают на высоте 840 мм над уровнем пола и соответственно заглубляют подошву шабота и верхний торец блока. До уровня пола делают засыпку сухим песком. Справа в фундаменте предусматривают отверстие для стойки маслостанции.
Плиты прокладки — это квадратные брусья, изготовленные из качественного дуба или бука после воздушной сушки их на влажность до 20—25 %. Брусья стягивают болтами и располагают так, чтобы волокна брусьев верхних плит были перпендикулярны к волокнам нижних. Высота деревянной прокладки составляет 400... 1800 мм для молотов с м. п. ч. 630...25000 кг.
Поверхность выемки в блоке, на которую опирается прокладка, должна быть строго горизонтальна. Если при изготовлении фундамента был допущен перекос, то устранять его при помощи цементной подливки нельзя из-за выкрашивания ее при работе молота. Горизонтальности добиваются, стесывая лишний бетон.
Железобетонные блоки для ковочных молотов также делают цельнолитыми. Стойки ковочного молота крепятся отдельно, поэтому в фундаменте предусматривают колодцы для стяжных болтов (см. рис. 2.1). Выемка под шабот здесь значительно глубже, так как он весь располагается ниже уровня пола. Подшаботная прокладка также деревянная из нескольких рядов плит. Рекомендуется класть однорядные деревянные плиты и под подошвы стоек.
Во время удара шабот подвергается воздействию силового импульса и, начиная перемещаться вниз, сжимает подушку, а через блок оказывает давление на грунт. В процессе нагружения прокладки и грунта создается энергетический потенциал, поэтому последующая разгрузка связана с возникновением колебательного движения обеих масс. При этом амплитуда колебаний фундаментного блока может достигать большой величины (1,5 мм и более). Под действием неоднократного динамического нагружения в грунте от фундаментного блока распространяются поперечные и продольные упругие волны, которые и называются вибрациями.
Вибрации приводят к нежелательным последствиям: 1) под действием вибраций изменяются механические свойства грунта. Это вызывает неравномерную осадку строительных сооружений и может явиться причиной повреждения; 2) даже в далеко расположенных зданиях искажаются показания приборов, начинает вибрировать технологический инструмент, обваливаются земельные литейные формы и т. п. 3) основная частота виброколебаний находится в интервале инфразвуковых частот и чаще всего в той области, которая обладает наиболее вредным физиологическим воздействием на человека.

Рис. 2.14. Виброизолированный фундамент


Рис. 2.15. Пружинный аммортизатор Рис. 2.16. Резиновый виброгаситель
Опорные виброизолированные фундаменты (рис. 2.14). Они применяются для того, чтобы смягчить воздействие ударного импульса на грунт и предупредить распространение упругих волн. В этих фундаментах на грунт опирается железобетонный короб 2. Фундаментный блок 1 обычной конструкции свободно устанавливают на расположенных на дне короба амортизаторах 4 и виброгасителях 3.
Амортизаторы воспринимают большую часть энергии первого смещения фундаментного блока после удара, осуществляя этим его виброизоляцию. Воздействие на грунт будет тем меньше, чем больше масса блока или амплитуда упругого сжатия амортизаторов (рис. 2.15) — пружинных блоков из локомотивных и вагонных пружин. Однако пружинные амортизаторы очень слабо рассеивают энергию колебаний фундаментного блока, поэтому необходимы еще и виброгасители (рис. 2.16). Чаще всего для них используют резиновые подушки с большим внутренним трением.
Приближенный расчет виброизолированного фундамента рассматривается в курсе САПР технологических процессов и оборудования КШП. Суть расчета виброизолированного фундамента заключается в определении массы фундаментного блока, количества и жесткости пружин и удельного давления подошвы на грунт. Ограничением при этом является максимальная амплитуда и частота колебаний фундамента после удара.