

Дипломы-2 / ВЗД-172 / Документы / Производство / ВЫСОКИЕ ТЕХНОЛОГИИ
.pdf
|
|
|
|
|
|
|
|
|
|
|
ВТСНТ – 2013 |
|
Н |
|
|
|
|
|
|
|
|
|
|
|
700,00 |
|
|
|
|
|
|
|
|
|
|
|
600,00 |
|
|
|
|
|
|
|
|
|
|
|
500,00 |
|
|
|
|
|
|
|
|
|
|
|
400,00 |
|
|
|
|
|
|
|
|
|
Y=2 |
|
|
|
|
|
|
|
|
|
|
Y=4 |
|
|
300,00 |
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
Y=6 |
|
|
|
|
|
|
|
|
|
|
|
||
|
200,00 |
|
|
|
|
|
|
|
|
|
|
|
100,00 |
|
|
|
|
|
|
|
|
|
|
|
0,00 |
|
|
|
|
|
|
|
|
|
мм |
|
0,00 |
1,00 |
2,00 |
3,00 |
4,00 |
5,00 |
6,00 |
7,00 |
8,00 |
9,00 |
|
|
Н |
|
|
|
|
|
|
|
|
|
|
|
600,0 |
|
|
|
|
|
|
|
|
|
|
|
500,0 |
|
|
|
|
|
|
|
|
|
|
|
400,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Y=2 |
8 |
300,0 |
|
|
|
|
|
|
|
|
|
Y=4 |
|
|
|
|
|
|
|
|
|
|
Y=6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
200,0 |
|
|
|
|
|
|
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
100,0 |
|
|
|
|
|
|
|
|
|
|
|
0,0 |
|
|
|
|
|
|
|
|
|
мм |
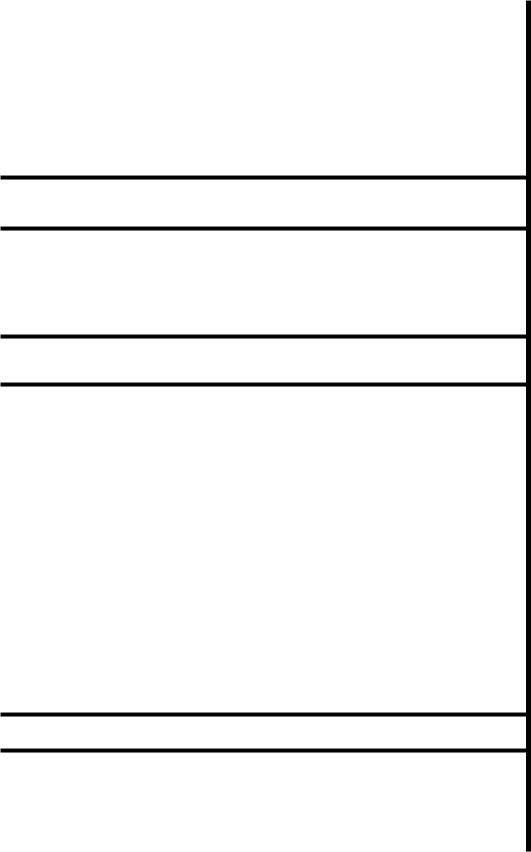
Рис. 2. Распределение микротвердости в сечениях сварных соединений, полученных по режимам сварки 1 и 8 опытов матрицы планирования ПФЭ
Результаты исследования распределения микротвердости в сечении сварных соединений из стали 30ХГСА показали, что максимальное значение микротвердости ЗТВ зависит от вылета электрода. Уменьшение вылета электрода приводит к увеличению пика микротвердости. Это можно объяснить повышением плотности и скорости истечения защитного газа (при одном и том же расходе), что приводит к возрастанию скорости охлаждения металла под сварочным соплом и, соответственно, увеличению микротвердости в ЗТВ [11].
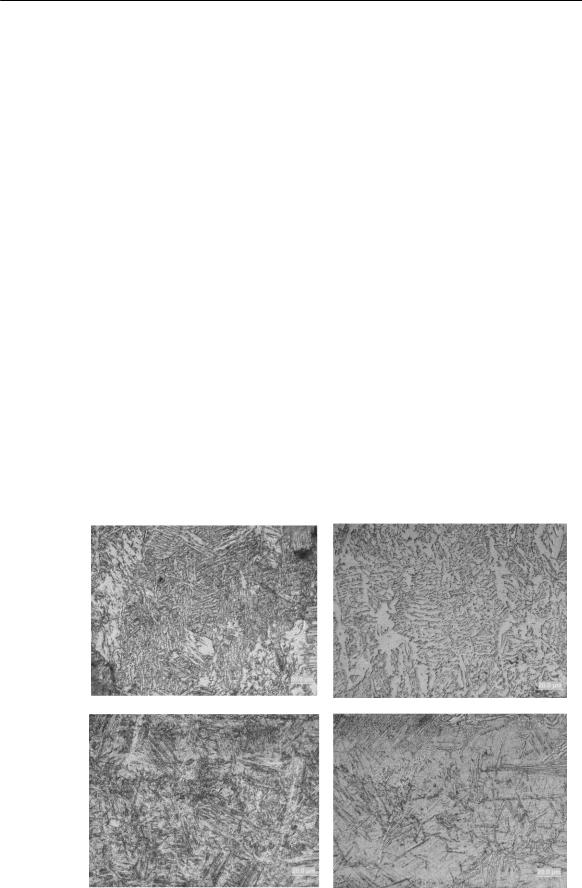
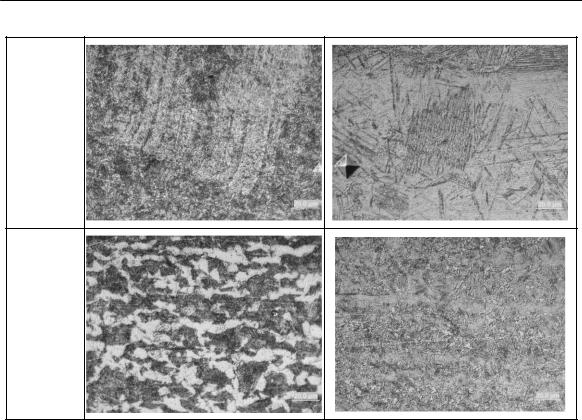
Микроструктура зон сварных соединений, полученных по режимам сварки 1 и 8 опытов матрицы планирования ПФЭ (табл. 1), представлена на рисунке 3.
Анализ микроструктуры в комплексе с анализом распределения микротвердости показал, что выбранные управляемые параметры режима сварки (Q, L, Iсв) сильно влияют на микроструктуру сварного шва и ЗТВ, а также на ее протяженность.
На полученных сварных образцах провели измерение геометрических размеров сварных швов (Е – ширина шва, g – усиление шва, h – глубина проплавления) (табл. 2).
Таблица 2
Осредненные геометрические размеры сварных швов
№ опыта |
E, мм |
g, мм |
h, мм |
1 |
9 |
2 |
4 |
329
Секция 5. Проблемы надежности машиностроения и машиностроительные технологии.
2 |
9,5 |
2,5 |
3 |
3 |
9 |
2,5 |
3,5 |
4 |
10 |
2,5 |
3,5 |
5 |
9,1 |
3 |
4 |
6 |
11 |
2,5 |
3,5 |
7 |
9 |
3 |
4 |
8 |
10 |
2,5 |
3,5 |
По результатам исследований были разработаны многофакторные зависимости геометрических размеров однопроходных сварных швов (E, g, h) от управляемых параметров сварки в условиях двухструйной газовой защиты, в которых управляемые параметры представлены в виде безразмерных величин (х1 – Q, х2 – L, х3 – Iсв), изменяющихся в диапазоне от –1 до +1. Относительная погрешность вычислений не превышает 10 %:
1. Регрессионная зависимость ширины сварного шва (мм) от управляемых параметров.
E 9,6 0,55 x1 0,2 x3 0,175 x1 x3 0,2 x2 x3 0,175 x1 x2 x3 (2)
2. Регрессионная зависимость усиления сварного шва (мм) от управляемых параметров.
g 2,523 0,181 x3 0,188 x1 x3 |
(3) |
3. Регрессионная зависимость глубины проплавления сварного шва (мм) от управляемых параметров.
|
h 3,6 0,225 x1 0,15 x3 0,15 x1 x2 |
0,15 x1 x2 x3 |
(4) |
||
|
|
|
|
|
|
Участок |
1 |
|
8 |
|
|
шов |
|
|
|
|
|
|
|
|
|
|
|
ЗТВ 3мм от |
|
|
|
|
|
оси шва |
|
|
|
|
|
|
|
|
|
|
|
330
ВТСНТ – 2013
ЗТВ 4мм от оси шва
ЗТВ 6мм от оси шва
Рис.3. Микроструктура в зонах сварных соединений, полученных по режимам сварки 1 и 8 опытов матрицы планирования ПФЭ, по линии Y=2мм
Значительное влияние на все геометрические размеры однопроходных сварных швов (E, g, h) соединений из стали 30ХГСА (в условиях данного опыта) оказывает сварочный ток, расход защитного газа и их совместное действие, а также совместное действие трех факторов одновременно (Q, L, Iсв). Также отмечено значительное влияние вылета электрода в сочетании с расходом защитного газа и сварочным током на ширину шва и глубину проплавления.
Установлено, что газодинамическое воздействие при сварке с двухструйной газовой защитой оказывает значимое влияние на структурно-фазовое состояние, распределение микротвердости в поперечном сечении сварных соединений и геометрию сварного шва, т.е. позволяет управлять эксплуатационными свойствами сварных соединений из легированных сталей склонных к закалке.
Список литературы
1.Лахтин Ю.М., Леонтьева В.П. Материаловедение: учебник для высших технических учебных заведений. – 3-е изд., перераб. и доп. – М.: Машиностроение. 1990. – 528 с.
2.Сварка и свариваемые материалы: В 3-х т. Т. 1. Свариваемость материалов: справ. изд. / под ред. Э.Л. Макарова. – М.: Металлургия, 1991 – 528 с.
3.Чинахов Д.А., Сараев Ю.Н., Федько В.Т., Брунов О.Г. Сравнительный анализ способов дуговой сварки закаливающихся сталей в щелевую разделку // Известия Томского политехнического университета. – 2006. – Т. 309 – № 2. – С. 192–195.
331

Секция 5. Проблемы надежности машиностроения и машиностроительные технологии.
4.Елагин В.П., Снисарь В.В., Савицкий М.М., Гордань Г.Н., Васильев В.Г., Дорошенко Л.К. Химическая и структурная неоднородности в зоне сплавления низкоуглеродистой стали с аустенитным швом при сварке в защитных газах / Автоматическая сварка. 2001. № 4. С. 8-13.
5.Ленивкин В.А., Дюргеров Н.Г., Сагиров Х.Н. Технологические свойства сварочной дуги в защитных газах. М.: Машиностроение. – 1989. – 264 с.
6.Патон Б.Е., Воропай Н.М., Бучинский В.Н. и др. Управление процессом дуговой сварки путем программирования скорости подачи электродной проволоки // Автоматическая сварка. – 1977. – № 1. – С. 1–5.
7.Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. М.: Машиностроение. – 1974. – 240 с.
8.Федько В.Т., Киянов С.С., Шматченко В.С., Сапожков С.Б. Применение двухструйных сопловых устройств для сварки в среде защитных газов / Автоматизация и современные технологии. 2003. № 3. С. 12-18.
9.Штрикман М.М., Павлов А.С., Сабанцев А.Н., Егоров В.Н. Дуговая сварка с воздействием на сварочную ванну направленных газоструйных потоков / Сварочное производство. 1999. № 12. С. 3-6.
10.Чинахов Д.А. Роль газодинамического воздействия струи защитного газа на процессы сварки плавящимся электродом: монография / Д.А. Чинахов; Юргинский технологический институт. − Томск: Изд-во Томского политехнического университета, 2011. − 151 с.
11.Чинахов Д.А., Давыдов А.А. Влияние технологических параметров сварки плавлением на распределение микротвердости в соединениях из стали 30ХГСА // Сборник трудов Международной научно-практической конференции с элементами научной школы для молодых ученых «Инновационные технологии и экономика в машиностроении»/ ЮТИ ТПУ. − Томск: Изд-во Томского политехнического университета, 2010. − С. 53-56.
ТАХОМЕТРИЯ ЧАСТОТЫ ДВИГАТЕЛЯ БУРИЛЬНЫХ МАШИН
П.Г. Юровский, студент группы 2Е01 Научный руководитель: Мартюшев Н.В., доц. каф. МТМ ИФВТ ТПУ
Национальный исследовательский Томский политехнический университет, 634050, Россия, г. Томск, пр. Ленина, 30
Прогрессивным направлением в развитии машин и механизмов ударного действия является создание силовых импульсных систем с гидравлическим приводом [2]. Исследования вращательного бурения, режущим инструментом с наложением на него высокоэнергетических упругих колебаний, показали возможность в 2-2,5 раза интенсифицировать процесс разрушения горных пород, в 1,5-2 раза повысить износостойкость режущего инструмента, на 2-3 категории крепости пород по шкале проф. М.М. Протодьяконова расширить область эффективного применения вращательного бурения скважин при повышении производительности труда на 40-70 % [3].
Учитывая эти обстоятельства, разработан гидроимпульсный силовой механизм, который может быть использован вместо ударных узлов бурильных машин вращательно-ударного действия, либо в качестве источника
332
ВТСНТ – 2013
высокоэнергетических направленных упругих колебаний для бурильных машин вращательного действия.
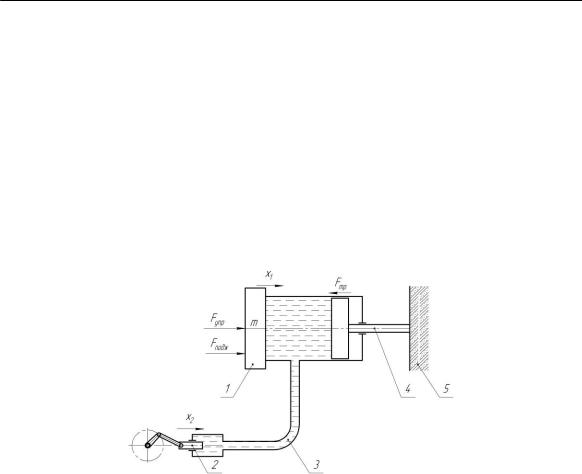
Импульсы давления жидкости формируются следующим образом. При работе гидропульсатора, плунжер совершает возвратно-поступательное движение, при этом создаются импульсы давления жидкости, которые передаются в гидроцилиндр. Так как гидроцилиндр поджат упругой силой, происходит его раскачка вместе с инерционной массой m. При этом происходит периодическое преобразование кинетической энергии массы m в потенциальную энергию деформированной системы жидкости и рукава – повышению давления в системе и обратно. При режиме работы системы близкого к резонансному, возникают импульсы давления значительной величины, которые через поршень и буровую штангу передаются на обрабатываемую среду.
Рис. 1. Модель гидроимульсного механизма:1 – гидроцилиндр с активной массой; 2 – плунжер; 3 – рукав высокого давления (РВД); 4 – бурильный инструмент; 5 – разрушаемая порода
Для вывода уравнений, описывающих данную систему, полагаем, что между двумя следующими друг за другом силовыми импульсами, гидроцилиндр неподвижен. Вводим следующие обобщенные координаты: x1 – координата перемещения корпуса гидроцилиндра; x2 – координата перемещения плунжера
(рис. 1).
Учитывая принятые допущения, дифференциальное уравнение движения гидроцилиндра можно представить в виде:
m |
d2x |
k |
|
dx |
cx F |
p S |
|
|
|
|
1 |
|
1 |
|
|
||||
dt2 |
|
ТР dt |
ГЦ , |
(1) |
|||||
|
|
|
1 ПОДЖ |
|
|||||
где m – масса, прикрепленная к корпусу гидроцилиндра; kTP – коэффициент трения между поршнем и гидроцилиндром; с – жесткость пружины; p – давление в гидроцилиндре; Fподж – постоянное усилие поджима; SГЦ – площадь поршня гидроцилиндра.
Уравнение расходов:
S |
|
dx1 |
S |
|
dx2 |
С |
dp |
|
|
|
ГЦ |
dt |
ПЛ dt |
V |
dt , |
(2) |
|||
где Sпл – площадь плунжера, сv – коэффициент упругости гидросистемы, определяющий расход на деформацию элементов гидросистемы и сжимаемость жидкости.
Основным деформируемым элементом, в данном случае, будет рукав высокого давления, деформациями гидроцилиндра и плунжера можно пренебречь.
333

Секция 5. Проблемы надежности машиностроения и машиностроительные технологии.
Коэффициент упругости для рукавов высокого давления рассчитывается по формуле:
V
СV РВД EПР ,
где VРВД – объем рукавов высокого давления, EПР – приведенный модуль упругости, учитывающий сжимаемость жидкости и деформацию рукавов.
Проинтегрировав выражение (2) получили
SГЦ x1 SПЛ x2 |
СV |
p C1, |
|
(3) |
||||||||||
где С1 – постоянная интегрирования. |
|
|
|
|
|
|
|
|
|
|
|
FПОДЖ |
|
|
|
|
|
|
|
x 0, |
|
x 0, p |
|
||||||
|
|
|
|
|
|
|
||||||||
Подставляем начальные условия |
|
|
1 |
|
|
|
2 |
|
SГЦ |
в (3), находим |
||||
|
|
|
|
|
|
|
|
|
||||||
постоянную интегрирования |
|
|
|
|
|
FПОДЖ |
|
|
|
|
|
|
||
|
С С |
|
|
|
|
|
|
|||||||
|
SГЦ . |
|
|
|||||||||||
Из выражения (3) находим |
1 |
|
|
|
V |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
СV FПОДЖ |
|
|
||
x |
С |
|
p |
|
S |
ПЛ |
x |
|
|
. |
|
|||
V |
|
|
|
|
|
|||||||||
SГЦ |
|
|
|
|
SГЦ2 |
|
||||||||
1 |
|
|
|
SГЦ |
2 |
|
|
|
(4) |
|||||
|
|
x2 rsin t , где |
|
|||||||||||
Плунжер движется по закону |
r – |
радиус кривошипа |
||||||||||||
привода плунжера. Подставляем закон движения плунжера в выражение (4) и дважды дифференцируем
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dx1 |
|
|
СV |
|
|
dp |
|
SПЛr cos( t) |
, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dt |
|
|
|
|
|
SГЦ |
|
dt |
|
|
|
|
|
|
|
|
SГЦ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d2x |
|
|
|
|
С |
|
|
|
d2 p |
|
S |
ПЛ |
r 2 sin( t) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
V |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dt2 |
|
SГЦ |
|
|
|
dt2 |
|
|
|
|
|
|
|
SГЦ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
Полученные выражения подставляем в (1), получаем |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
mС |
d2 p |
|
|
|
|
mS |
ПЛ |
r 2 sin( t) |
|
|
k |
ТР |
С |
|
|
dp |
|
k |
ТР |
S |
ПЛ |
r cos( t) |
|
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
|
V |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
SГЦ |
dt2 |
|
|
|
|
|
|
|
|
SГЦ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SГЦ |
|
|
|
|
dt |
|
|
|
|
|
SГЦ |
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
сСV |
p |
сSПЛrsin t |
|
|
сСV FПОДЖ |
|
F |
|
|
|
|
p S |
|
|
. |
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
SГЦ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
SГЦ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SГЦ2 |
|
|
|
|
|
|
ПОДЖ |
|
|
|
|
|
|
|
|
ГЦ |
|
|
|
|
|
|
|
||||||||||||||||
Преобразуем выражение к виду |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
mС |
|
d |
2 |
|
p |
k |
|
|
С |
dp |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сСV FПОДЖ |
|
|||||||||||||||||||||
|
|
|
|
ТР |
|
сС |
S2 |
|
|
|
|
p |
F |
|
|
|
|
|
S |
ГЦ |
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
V |
|
dt |
|
|
|
|
|
|
|
|
V |
|
dt |
|
|
|
|
|
|
|
V |
|
|
|
ГЦ |
|
|
|
ПОДЖ |
|
|
|
|
|
|
SГЦ |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
сSПЛr mSПЛr 2 sin( t) kТР SПЛr cos( t). |
|
|
|
|
|
|
|
|
|
|
(5) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вводим обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сСV FПОДЖ |
|
|||||||||||||
m mС , |
k |
С , |
C |
P |
сС |
S2 |
, |
|
d F |
|
|
|
|
S |
ГЦ |
|
, |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 |
|
|
V |
|
|
|
|
|
|
|
ТР |
V |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V |
|
|
|
ГЦ |
|
|
|
|
|
|
ПОДЖ |
|
|
|
|
|
|
SГЦ |
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
a сSПЛr mSПЛr 2, |
|
|
|
b kТР SПЛr . |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
Тогда выражение (5) приобретает вид |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
d2 p |
|
|
|
|
dp |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
|
|
|
|
|
|
C |
|
|
|
p d A sin( t ), |
|
|
(6) |
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
1 dt2 |
|
|
|
|
|
|
dt |
|
|
|
|
|
|
P |
|
|
|
|
|
|
|
|
|
|
B |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
334
ВТСНТ – 2013
где AB 
 a2 b2 , tg( ) b/a.
a2 b2 , tg( ) b/a.
Делим (6) на m1 и получаем дифференциальное уравнение вынужденных колебаний с вязким сопротивлением [1]. Обозначим:
2h /m , k2 |
C /m , |
d d /m , |
H |
0 |
A /m . |
||||||||||||||||
|
|
|
|
1 |
|
P |
|
1 |
1 |
|
|
|
1 |
|
|
|
B |
1 |
|
|
|
После подстановки в (6) получаем |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
d2 p |
|
dp |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2h |
|
k |
|
p d H |
|
sin( t ). |
|
|
|
||||||||
|
|
|
dt2 |
|
|
|
(7) |
||||||||||||||
|
|
|
|
dt |
|
|
1 |
|
|
0 |
|
|
|
|
|
|
|||||
Решением уравнения (7) будет: |
|
|
|
|
|
|
|
H0 |
|
|
|
|
|
||||||||
|
d1 |
|
|
|
|
|
|
A |
|
|
|
|
|
|
|
|
. |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
p |
Asin( t ), |
|
|
|
k2 2 2 |
|
|
|
|||||||||||||
|
|
|
|
4h2 2 |
|||||||||||||||||
2 |
|
где |
|
||||||||||||||||||
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Из полученного решения |
можно найти |
требуемую |
частоту приводного |
||||||||||||||||||
двигателя плунжера, при которой система находится в резонансе и амплитуда скачка давления максимальна:
k |
с |
SГЦ2 |
||
|
|
|
. |
|
|
|
|||
|
m |
mСV |
||
Список литературы
1.Мартюшев Н.В. Программные средства для автоматического металлографического анализа // Современные проблемы науки и образования. - 2012 - №. 5 - C. 1-6. - Режим доступа: http://www.science-education.ru/105-r6745
2.Пашков Е.Н., Мартюшев Н.В., Кузнецов И.В. Исследование эффективности балансировки жидкостным автобалансирующими устройствами // Современные проблемы науки и образования – 2013. – № 1. – с. 2-10. – Режим доступа: http://www.science-education.ru/107-7919
3. Пашков Е.Н., Мартюшев Н.В., Кузнецов И.В. Влияние эллипсности и эксцентриситета резервуара на точность автоматической балансировки // Современные проблемы науки и образования – 2013. – № 2. – с. 8-13. – Режим доступа: http://www.science-education.ru/108-8472
4.Пашков Е.Н., Мартюшев Н.В., Зиякаев Г.Р., Кузнецов И.В. Стационарное вращение неуравновешенного ротора, частично заполненного жидкостью при действии сил внешнего трения // Современные проблемы науки и образования – 2012. – № 6. – с. 102-107. – Режим доступа: http://www.science-education.ru/106- 7825
335
СЕКЦИЯ 6
МОДЕЛИРОВАНИЕ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ В СОВРЕМЕННЫХ ТЕХНОЛОГИЯХ
Секция 6. Моделирование физико-химических процессов в современных технологиях.
РАСПРОСТРАНЕНИЕ ФРОНТА ХИМИЧЕСКОЙ РЕАКЦИИ В УСЛОВИЯХ СВС-СВАРКИ В РЕЖИМЕ ГОРЕНИЯ
К.А. Алигожина1, Научный руководитель А.Г. Князева1,2, д.ф.-м. н., проф.
1Национальный исследовательский Томский государственный университет
634050, г. Томск, пр. Ленина, 30, тел. (3822)-529-585
2Национальный исследовательский Томский политехнический университет
634050, г. Томск, пр. Ленина, 30, тел. (3822)-421-480
Email: kam.777@mail.ru
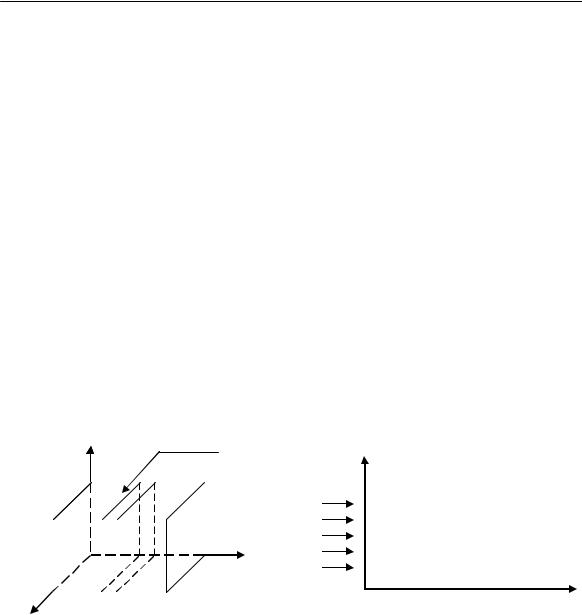
Математическая модель, на основе которой проводится численное исследование режимов превращения в конденсированном веществе в щели между разнородными инертными материалами, представляет собой двумерную трехслойную сопряженную задачу теплопроводности с источником химического тепловыделения в промежуточной области. Химическая реакция описана простой суммарной схемой. На границах раздела материалов используется условие идеального теплового контакта. Инициирование реакции осуществляется кратковременным тепловым импульсом с поверхности с формированием волны горения и её распространения по ненагретому исходному веществу.
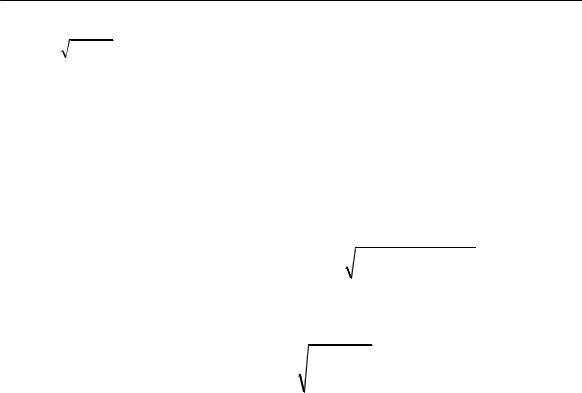
Задача рассматривается в следующей постановке (рис.1).
z реагент y
|
|
|
|
|
|
|
|
A |
|
|
|
|
|
|
|
|
|
|
|
|
А |
|
B |
|
q0 |
|
реагент |
|
|
|
|
|
|
|
|
y |
|
B |
x |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
x |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
Рис. 1 Иллюстрации к постановке |
|
|
|
Образец равномерно нагревается в плоскости x=0. Таким образом, процессы, происходящие в каждом сечении, перпендикулярном оси z, будут идентичны, что позволяет перейти к двумерной задаче.
Для уменьшения числа переменных и количества необходимых численных расчетов задача приведена к безразмерной форме. Математическая постановка включает в себя уравнения теплопроводности для слоев:
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
1 a exp |
|
|
; |
|
Fr |
|
||||||
|
1 |
|
||||||
KcA |
A |
|
K |
A |
1 |
|
A ; |
|||||
|
|
|
|
|||||||||
|
|
|
|
|
|
Fr |
|
|
||||
K |
|
|
B |
K |
|
|
1 |
|
|
; |
||
cB |
|
|
B |
|
B |
|||||||
|
|
|
Fr |
|
||||||||
уравнение кинетики:
338