

Министерство образования Российской Федерации
Кубанский Государственный Технологический Университет
Кафедра «Производства строительных материалов и конструкций»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
по дисциплине «Технология бетонов»
на тему «Производство панелей внутренних стен производительностью 38000 м3 в год»
Выполнил: ст-ка гр. 05-С-ПМ1
Стрижак Е.А
Проверил: доц. Пшеничный Г.Н
Краснодар 2009
РЕФЕРАТ
ВНУТРЕННЯЯ СТЕНОВАЯ ПАНЕЛЬ,ФОРМОВАНИЕ, ЦИКЛИЧЕСКОЕ ВИБРИРОВАНИЕ, ТЕПЛОВЛАЖНОСТНАЯ ОБРАБОТКА,РАСПАЛУБОЧНАЯ ПРОЧНОСТЬ .
В данном курсовом проекте рассмотрен цех по производству панелей внутренних стен.
Для данного цеха выбрана технологическая схема и назначен вещественный состав выпускаемого продукта. Сделан подбор основного оборудования, назначен штат производственных рабочих и цехового персонала.
В
проекте рассчитан материальный баланс
цеха и его потребность в энергоресурсах,
учтены требования по технике безопасности
и охране труда .
.
с. 40, рис. 5 , табл. 10, библиог.10
Графическая часть- 2 листа формата А1
С одержание
одержание
|
Введение ………………………………………………………………. |
5 |
|
1 Номенклатура выпускаемой продукции…………………………… |
6 |
|
1.1 Требования к сырью и полуфабрикатам…………………………. |
7 |
|
1.1.1Требования к портландцементу……………………………….. |
7 |
|
1.1.2 Требования к заполнителям …………………………………. |
9 |
|
1.1.3 Требования к воде затворения……………………………. |
10 |
|
2 Проектирование состава бетонной смеси……………………… |
10 |
|
3 Технологическая часть…………………………………………… |
12 |
|
3.1 Выбор технологической схемы производства……………… |
12 |
|
3.2 Описание технологического процесса………………………. |
13 |
|
3.3 Параметры тепловой обработки и виброуплотнения…….. |
18 |
|
3.4 Режим работы цеха………………………………………….. |
19 |
|
3.5 Производственная программа цеха…………………………. |
21 |
|
3.6 Организация технологического процесса в цехе…………….. |
23 |
|
3.7 Определение цикла формования…………………………….. |
26 |
|
3.8 Расчет основного оборудования……………………………… |
27 |
|
3.9 Расчет потребности в энергоресурсах……………………… |
28 |
|
4 Технико-экономические показатели работы цеха……………… |
30 |
|
4.1 Штатная ведомость цеха……………………………………… |
30 |
|
4.2 Технико-экономические показатели ………………………… |
31 |
|
5 Контроль технологического процесса…………………………. |
33 |
|
6 Техника безопасности…………………………………………… |
36 |
|
Заключение………………………………………………………… |
38 |
|
Литература…………………………………………………………… |
39 |
В ведение
ведение
В настоящее время ведущими конструкциями во всех видах строительства, осуществляемого в нашей стране, являются сборные железобетонные конструкции.
Сборный железобетон является одним из наиболее эффективных материалов, способствующих индустриализации строительного производства. Широкому применению в строительстве сборного железобетона также способствуют: универсальность свойств железобетонных изделий (варьируя технологические приёмы и материалы, можно получать изделия с различными физико-механическими свойствами по прочности, теплопроводности, химической стойкости и т. д.); экономичность, жёсткость, огнестойкость, высокая долговечность железобетона по сравнению с другими конструкционными материалами: металлом и древесиной. Кроме того, применение сборного железобетона позволяет экономить такие дефицитные материалы, как сталь и древесину.
Объем производства внутренних стеновых панелей плит перекрытий занимает 70 % от общего объема сборных железобетонных изделий необходимых для возведения крупнопанельных зданий.
Целью данного курсового проекта является разработка технологической линии производства панелей внутренних стен, которая отвечает необходимым технико-экономическим требованиям и обеспечивает заданную производительность
1 Номенклатура выпускаемых изделий
Номенклатура выпускаемых изделий
Данный цех выпускает внутренние стеновые панели из бетона класса В20.
Условное обозначение внутренних стеновых панелей в соответствии с ГОСТ 12504 «Панели внутренние бетонные и железобетонные для жилых и общественных зданий. Общие технические условия»:
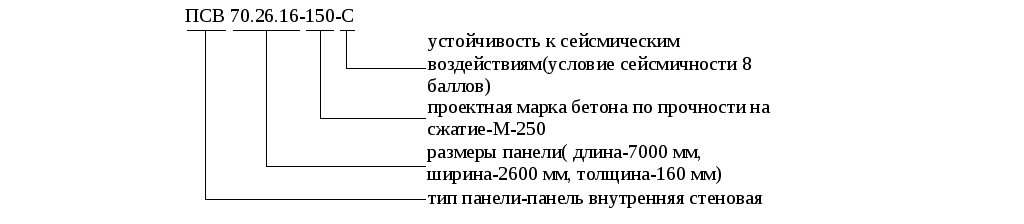 Основные
данные изделия, принятого для производства
приведены в таблице 1.
Основные
данные изделия, принятого для производства
приведены в таблице 1.
Таблица 1 Номенклатура выпускаемой продукции
|
Наименование изделия |
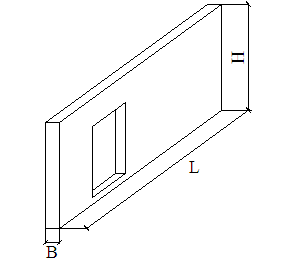
Эскиз изделия |
Размеры изделия, мм |
ККласс бетона
|
Нормы расхода материалов на изделие | ||
|
L |
B |
H
H
| ||||
|
Панели внутренние стеновые |
|
77000
|
160
|
22600
|
ВВ 20
|
бетон: 2,45 м3, арматура: 159,23 кг. |
Изделия должны изготавливаться в соответствии с ГОСТ 12504-80.
Отклонения фактических размеров от номинальных не должны превышать:
-по длине-±10 мм;
- по
высоте-±5 мм;
по
высоте-±5 мм;
-по ширине-±5 мм.
Разность длин диагоналей лицевых плоскостей панелей не должна превышать 16 мм.
Лицевые поверхности панелей должны быть подготовлены под окраску или оклейку обоями (категория А2).
В панелях предусмотрены каналы из поливинилхлоридных трубок для скрытой сменяемой электропроводки. Отклонения от номинального положения трубок не должны превышать 10 мм.
В бетоне панелей не должно быть трещин, за исключением местных поверхностных усадочных и других технологических трещин шириной не более 0,2 мм.